
申请日2019.07.18
公开(公告)日2019.11.05
IPC分类号C02F9/14; C02F101/16; C02F101/20
摘要
本发明公开了高浓度COD、高氨氮有毒低生化性污水的生化处理工艺,采用依次连接的活性炭吸附塔、微电解系统、类芬顿系统、预酸化池、UASB系统,SBR系统、反硝化池、MBR系统构成一个处理高浓度COD、高氨氮有毒低生化性污水的工艺系统。从而达到对污水进行解毒、改性,提高污水的可生化性,确保污水能够正常进行生化处理。
权利要求书
1.一种高浓度COD、高氨氮有毒低生化性污水的生化处理工艺,其特征在于,具体步骤如下:
(1)一级预处理:先采用活性炭进行物理吸附,去除非溶性COD,再利用酸调节污水PH值为2-3后,依次经微电解反应、类芬顿反应进一步降解COD,再使用碱调节污水PH值为6-9;
(2)二级生化处理:来自步骤(1)的污水先进入预酸化池,在预酸化池中水解预酸化污水,同时加入噬硫菌去除S离子;预酸化后的污水进入蒸汽加热池,在污水中通入蒸汽将污水温度调整至35℃;再进入UASB系统厌氧处理,经UASB系统处理的污水再经SBR系统好氧处理;
(3)三级深度处理:来自步骤(2)的污水以及MBR系统部分回水,先经反硝化后脱总氮,在再利用MBR工艺进一步去除COD并过滤掉悬浮物,同时将MBR系统污泥部分污泥回流至预酸化池预酸化步骤(1)中的污水,MBR系统回流至预酸化池的污泥携带的部分含重金属等有毒有害物质,依次进入蒸汽加热池、USAB系统、SBR系统,最终在SBR系统中经活性污泥吸附后随剩余污泥排出系统。
2.根据权利要求1所述的高浓度COD、高氨氮有毒低生化性污水的生化处理工艺,其特征在于,所述步骤(1)中活性炭颗粒粒径优选4~6mm,调节PH值用酸优选质量浓度为98wt%浓硫酸,调节PH值用碱优选氢氧化钠。
3.根据权利要求1所述的高浓度COD、高氨氮有毒低生化性污水的生化处理工艺,其特征在于,所述步骤(2)中预酸化池池内溶解氧浓度控制在0.2~0.4mg/L;UASB反应器出水溶解氧浓度控制在≤0.5mg/L;SBR系统溶解氧浓度控制在0.5-6mg/L。
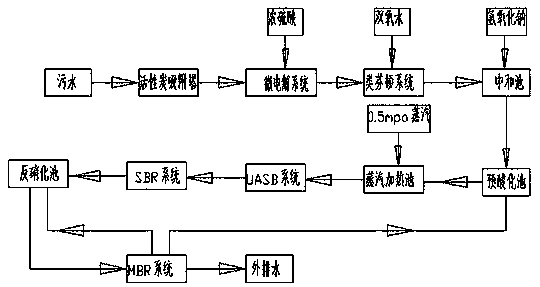
4.根据权利要求1-3任一项所述的高浓度COD、高氨氮有毒低生化性污水的生化处理系统,其特征在于,系统包括活性炭吸附塔、微电解反应系统、类芬顿系统、预酸化池、UASB系统,SBR系统、反硝化池、MBR系统;所述活性炭吸附塔、微电解反应系统、类芬顿系统、预酸化池、UASB系统,SBR系统、反硝化池、MBR系统依次相连接;活性炭吸附塔污水出口和微电解系统污水进口相连接,微电解系统污水出口和类芬顿系统污水进口相连接,类芬顿系统污水出口和中和池污水进口相连接,中和池污水出口和预酸化池污水进口相连接,预酸化池污水出口和蒸汽加热池污水进口相连接,蒸汽加热池污水出口和UASB系统污水进口相连接,UASB系统污水出口和SBR系统污水进口相连接,SBR系统污水出口和反硝化池污水第一进口相连接,反硝化池污水出口和MBR系统污水进口相连接,MBR系统污水出口即污水外排口,MBR系统污水回流口和反硝化池污水第二进口相连接,MBR系统污泥回流口和预酸化池回流污泥进口相连接。
说明书
高浓度COD、高氨氮有毒低生化性污水的生化处理工艺
技术领域
本发明涉及工业水系统有毒污水生化处理领域,尤其涉及一种高浓度COD、高氨氮有毒低生化性污水生化处理工艺,属于活性污泥法污水生化处理领域。
技术背景
随着工业发展及环保要求,工业废水需要进行处理达到排放标准后进行排放,为满足工业装置生产需要,需配套建设相应的污水处理装置,越来越多的工艺装置产生的污水具有高浓度COD、高氨氮有毒低生化性的特定,这类污水也是污水处理行业面临的难题,为了减轻对活性污泥法生化系统的影响,需要对污水进行解毒、改性,提高污水的可生化性,确保污水能够正常进行生化处理。现有技术中采用芬顿工艺处理污水,引入亚铁离子,产生铁泥,还需要通过技术手段去除铁离子,增加了运行成本。
发明内容
为克服上述不足,本发明的目的之一是提供一种高浓度COD、高氨氮有毒低生化性污水的生化处理工艺,采用依次连接的活性炭吸附塔、微电解系统、类芬顿系统、预酸化池、UASB系统,SBR系统、反硝化池、MBR系统构成一个处理高浓度COD、高氨氮有毒低生化性污水的工艺系统。从而达到对污水进行解毒、改性,提高污水的可生化性,确保污水能够正常进行生化处理。
为了实现上述目的,本发明的技术方案为:
高浓度COD、高氨氮有毒低生化性污水首先进入活性炭吸附塔进行物理吸附,吸附颗粒较大的悬浮有机物;经活性炭吸附塔吸附后的污水依次进入微电解系统、类芬顿系统,通过氧化作用对污水进行减毒、改性,提高污水的可生化性;经类芬顿处理后的污水进入中和池,使用氢氧化钠调整PH值后进入预酸化池;预酸化池通过引入MBR系统回流的污泥,利用该污泥中的菌群将污水中的COD进行水解预酸化,同时在预酸化池中加入噬硫菌降低污水中的S离子(硫酸根、硫化氢等);预酸化后的污水进入蒸汽加热池调节温度后进入UASB系统,通过厌氧反应后进入SBR系统,经SBR系统处理后,SBR系统出水和MBR系统部分回水进入反硝化池进一步降解总氮,降解总氮后的污水再进入MBR系统,深度处理后使出水达标排放。
本发明提出的一种高浓度COD、高氨氮有毒低生化性污水的生化处理工艺,具体步骤如下:
(1)一级预处理:先采用活性炭进行物理吸附,去除非溶性COD,再利用酸调节污水PH值为2-3后,依次经微电解反应、类芬顿反应进一步降解COD,再使用碱调节污水PH值为6-9。
(2)二级生化处理:来自步骤(1)的污水先进入预酸化池,在预酸化池中水解预酸化污水,同时加入噬硫菌去除S离子;预酸化后的污水进入蒸汽加热池,在污水中通入蒸汽将污水温度调整至35℃;再进入UASB系统厌氧处理,经UASB系统处理的污水再经SBR系统好氧处理,进一步降低污水中的COD、氨氮。
(3)三级深度处理:来自步骤(2)的污水以及MBR系统部分回水,先经反硝化后脱总氮,再利用MBR工艺进一步去除COD并过滤掉悬浮物,同时将MBR系统部分污泥回流至预酸化系统,MBR系统回流至预酸化系统的污泥携带的部分含重金属等有毒有害物质,依次进入蒸汽加热池、USAB系统、SBR系统,最终在SBR系统中经活性污泥吸附后随剩余污泥排出系统。
现有技术UASB运行不稳定,主要原因:一是UASB系统进水B/C较低、难以调整;二是未有效处理影响UASB系统运行的S离子(硫酸根、硫化氢等);三是UASB系统进水温度波动较大。现有技术MBR系统运行不稳定,主要原因MBR系统中重金属等有毒有害物质长期积累,无法排出系统,造成菌群活性降低。
进一步的,所述步骤(1)中活性炭颗粒粒径优选4~6mm,调节PH值用酸优选质量浓度为98%(wt%)浓硫酸,调节PH值用碱优选氢氧化钠。
进一步的,所述步骤(2)中预酸化池池内溶解氧浓度控制在0.2~0.4mg/L;UASB反应器出水溶解氧浓度控制在≤0.5mg/L;SBR系统溶解氧浓度控制在0.5-6mg/L。
本发明的目的之二是提供一种高浓度COD、高氨氮有毒低生化性污水的生化处理系统,系统包括活性炭吸附塔、微电解系统、类芬顿系统、预酸化池、UASB系统,SBR系统、反硝化池、MBR系统依次相连接。活性炭吸附塔污水出口和微电解系统污水进口相连接,微电解系统污水出口和类芬顿系统污水进口相连接,类芬顿系统污水出口和中和池污水进口相连接,中和池污水出口和预酸化池污水进口相连接,预酸化池污水出口和蒸汽加热池污水进口相连接,蒸汽加热池污水出口和UASB系统污水进口相连接,UASB系统污水出口和SBR系统污水进口相连接,SBR系统污水出口和反硝化池污水第一进口相连接,反硝化池污水出口和MBR系统污水进口相连接,MBR系统污水出口即污水外排口,MBR系统污水回流口和反硝化池污水第二进口相连接,MBR系统污泥回流口和预酸化池回流污泥进口相连接。
本发明的有益效果为:
1、本发明应用类芬顿工艺处理污水(现有技术无该工艺),即不投加亚铁离子,只加双氧水,可减少系统铁盐投加,减少铁泥的产生,优化后期运行环境,减少铁离子以及含铁污泥对系统的影响。
2、本发明设置预酸化环节(现有技术无该环节),通过预酸化池处理产生两方面的有益效果,一是通过使用污泥菌群水解酸化污水中部分有机物,将B/C调整至0.4,经试验,该B/C是UASB系统运行的最佳值;二是在预酸化池中加入的噬硫菌可有效去除S离子(硫酸根、硫化氢等),消除硫离子对后续UASB等厌氧系统的影响。
3、本发明预酸化后的污水设置蒸汽加热环节(现有技术无该环节),在污水中通入蒸汽将污水进行加热,保障了UASB高效运行。
4、本发明采用SBR工艺取代现有的A/O工艺,与现有的A/O工艺相比,SBR工艺可进一步增加系统的操作弹性及抗冲击能力,进一步降低污水中的COD、氨氮。
5、本发明增加反硝化环节(现有技术无该环节,不能有效脱除总氮),通过反硝化工艺有效脱除总氮,使总氮降低到2mg/L以下。
6、本发明增加MBR系统污泥回流至预酸化池环节,(现有技术无该环节,MBR系统只定期清洗膜,无法去除重金属等有毒有害物质,造成重金属等有毒有害物质持续积累、无法排出系统,影响稳定运行),回流至预酸化池的污泥含有的重金属等有毒有害物质依次进入蒸汽加热池、USAB系统、SBR系统,最终在SBR系统中经活性污泥吸附后随剩余污泥排出系统,MBR系统中重金属等有毒有害物的减少直接优化了MBR系统污泥菌群生存环境。(发明人方占珍;丁康;肖光;段兆铎;何凯;韩士亮;高猛;陈思威;李文生)