
申请日2009.07.09
公开(公告)日2009.12.16
IPC分类号C02F9/04; C01C1/00; C02F1/66; C02F1/44
摘要
本发明属于环境保护领域中的废水处理方法和成套设备领域。一种高氨氮工业废水处理方法,先将被处理废水pH调节到大于9,使氨氮在水中的游离氨(NH3)形态比例升高;其特征是:通过气水分离膜将废水中的游离氨(NH3)滤过,使游离氨(NH3)进入含有H+的吸收液,与吸收液中的H+反应生成铵盐,将含有铵盐的吸收液送入加热蒸发设备得到固态铵盐。本发明的有益效果是:经过气水分离膜分离后水中剩余氨氮可达到15mg/L和8mg/L以下,废水中99.9%左右的氨氮回收变成铵盐,成为清洁的工业原料。
权利要求书
1、一种高氨氮工业废水处理方法,先将被处理废水pH调节到大于9,使氨氮在水 中的游离氨形态比例升高;其特征是:通过气水分离膜将废水中的游离氨滤过,使游离 氨进入含有H+的吸收液,与吸收液中的H+反应生成铵盐,所述的被处理水的压力大于吸 收液的压力;将含有铵盐的吸收液送入加热蒸发设备得到固态铵盐。
2、根据权利要求1所述的高氨氮工业废水处理方法,其特征是:当铵盐浓度达到 20%-30%时,将含有铵盐的吸收液送入加热蒸发设备得到固态铵盐。
3、根据权利要求1所述的高氨氮工业废水处理方法,其特征是:所述的含有H+的 吸收液为pH小于2的酸性水溶液;所述的酸可以是盐酸、硝酸、硫酸的任意一种。
4、一种高氨氮工业废水处理设备,其特征是:主要包括一定数量的气水分离膜组 件;所述的气水分离膜组件的膜材料为聚丙烯、聚偏氟乙烯或聚四氟乙烯,气水分离膜 的形态为中空纤维膜或平板膜;所述的一定数量的气水分离膜组件之间通过管道相互连 接构成一个气水分离膜单元;在气水分离膜单元之前连接增压泵;多个气水分离膜单元 之间再通过串联或并联连接组成多级气水分离膜单元。
5、根据权利要求4所述的高氨氮工业废水处理设备,其特征是:串联连接时各级 气水分离膜单元与各级间的增压泵依次连接,即第一级增压泵的出口连接第一级气水分 离膜单元的料液进口,第一级气水分离膜单元的料液出口连接第二级增压泵的进口,第 二级增压泵的出口连接第二级气水分离膜单元的料液进口,其它各级的连接依次类推。
6、根据权利要求4所述的高氨氮工业废水处理设备,其特征是:并联连接时只需 要一个增压泵,各级气水分离膜单元的料液进口通过管道依次连接到总进水管,增压泵 的出口接入总进水管,为各级气水分离膜单元提供进水,各级气水分离膜单元的料液出 口通过管道依次连接到总出水管。
7、根据权利要求4或5或6所述的高氨氮工业废水处理设备,其特征是:PH调节 泵的出口通过管道在一级气水分离膜单元前的增压泵之前接入高氨氮废水输送管道,PH 调节泵的进口插入石灰或烧碱溶液池中;加药泵的出口通过管道接入二级及其后各级气 水分离膜单元的料液进口端,加药泵的进口插入石灰或烧碱溶液池中。
8、根据权利要求4或5或6所述的高氨氮工业废水处理设备,其特征是:酸循环 泵的出口通过管道接入各级气水分离膜单元的吸收液进口端,酸循环泵的进口接入吸收 液池。
9、根据权利要求4或5或6所述的高氨氮工业废水处理设备,其特征是:补酸计 量泵的出口端通过管道连接吸收液池,补酸计量泵的进口端接入供酸的容器。
10、根据权利要求4或5或6所述的高氨氮工业废水处理设备,其特征是:吸收液 外排泵的进口端通过管道连接吸收液池,吸收液外排泵的出口端接入铵盐蒸发设备。
说明书
高氨氮水处理方法及设备
技术领域
本发明属于环境保护领域中的废水处理方法领域,是针对高浓度氨氮工业废水难于 处理、污染环境、造成水体富营养化等问题的解决方法和成套设备。
背景技术
地表水体富营养化造成水环境恶化、饮用水水质下降,近海赤潮频频发生。而引起 水体富营养化的关键因素是大量营养物质进入水体,其中高浓度氨氮废水的排入是引起 富营养化的首要因素。
氨氮是多种工业废水的主要污染成分,产生含有高浓度氨氮工业废水的产业主要 有:稀土行业、ADC发泡剂行业、催化剂行业、农药、味精、化肥、皮革、火药、焦 化、炼油、肉类加工等。这些产业的工业废水中氨氮浓度由每升几百毫克到每升几万毫 克,且水中往往同时具有很高的含盐量(有的达到16%左右),十分难于处理。氨氮的去 除一直是非常棘手的问题,传统上对高浓度氨氮工业废水采用先调节pH,使废水中的 氨氮形成游离氨,然后利用高温蒸汽进行吹脱或汽提去除游离氨,来降低废水中的氨氮。 但这样做能耗很大,处理成本很高,出水水质不能达到排放标准(氨氮的一级排放标准 是15mg/L);而采用生物处理需要消耗的氧量很大,一般氧化1mg/L氨氮需要5mg/L 的溶解氧,因此运行费用非常高。
而且,高氨氮对废水中的生物有很强的抑制作用,使生物难以正常生长。随着我国 经济的快速发展,由于缺乏高浓度氨氮工业废水的经济、高效的处理技术,很多企业存在 着超标排放或偷排现象,造成水体大面积污染,70%以上的水体富营养化。氨氮排入水 体,特别是流动较缓慢的湖泊、海湾,容易引起水中藻类及其他微生物大量繁殖,形成富 营养化,大量消耗水中的溶解氧。若水中的溶解氧长期低于4~5ppm,水中的鱼及生物 无法生存,有机物转入厌氧分解,产生硫化氢,甲烷等还原性气体,水体中动物死亡,水 体变黑变混,散发恶臭,具有危害严重的“三致”作用。近年来国家对环境质量要求越 来越严,对氨氮制订了越来越严格的排放标准,研究开发经济、高效的氨氮处理方法已成 为水污染控制工程领域研究的重点和热点。
发明内容
本发明的目的是提供一种强化去除工业废水中高浓度氨氮(几千毫克每升~几万毫 克每升)的方法及其成套设备,通过本方法和设备可将废水中的氨氮去除到小于 15mg/L(氨氮的一级排放标准),甚至小于8mg/L。(本方法的氨氮脱除效率不受废水含盐 量的影响,且无需对其中的盐做处理,其它方法的氨氮脱除效率受废水含盐量的影响较 大,含盐量较高时会导致脱除率降低,甚至导致方案无法实施,如生化法。)
一种高氨氮工业废水处理方法,先将被处理废水pH调节到大于9,使氨氮在水中 的游离氨(NH3)形态比例升高;其特征是:通过气水分离膜将废水中的游离氨(NH3) 滤过,使游离氨(NH3)进入含有H+的吸收液,与吸收液中的H+反应生成铵盐,所述 的被处理水的压力大于吸收液的压力;将含有铵盐的吸收液送入加热蒸发设备得到固态 铵盐。
上述方法,当铵盐浓度达到20%~30%时,将含有铵盐的吸收液送入加热蒸发设备 得到固态铵盐,作为化工原料使用。
所述的含有H+的吸收液为酸性水溶液,吸收液pH小于2;所述的酸可以是盐酸、 硝酸、硫酸的任意一种(当吸收液吸收氨时被消耗,不足以继续吸收氨时再补加酸。补 酸时机可以通过吸收液的PH值判断,当PH大于2时需要加酸)
所述的被处理水采用石灰或烧碱调节PH,所述的被处理废水的温度大于20度。
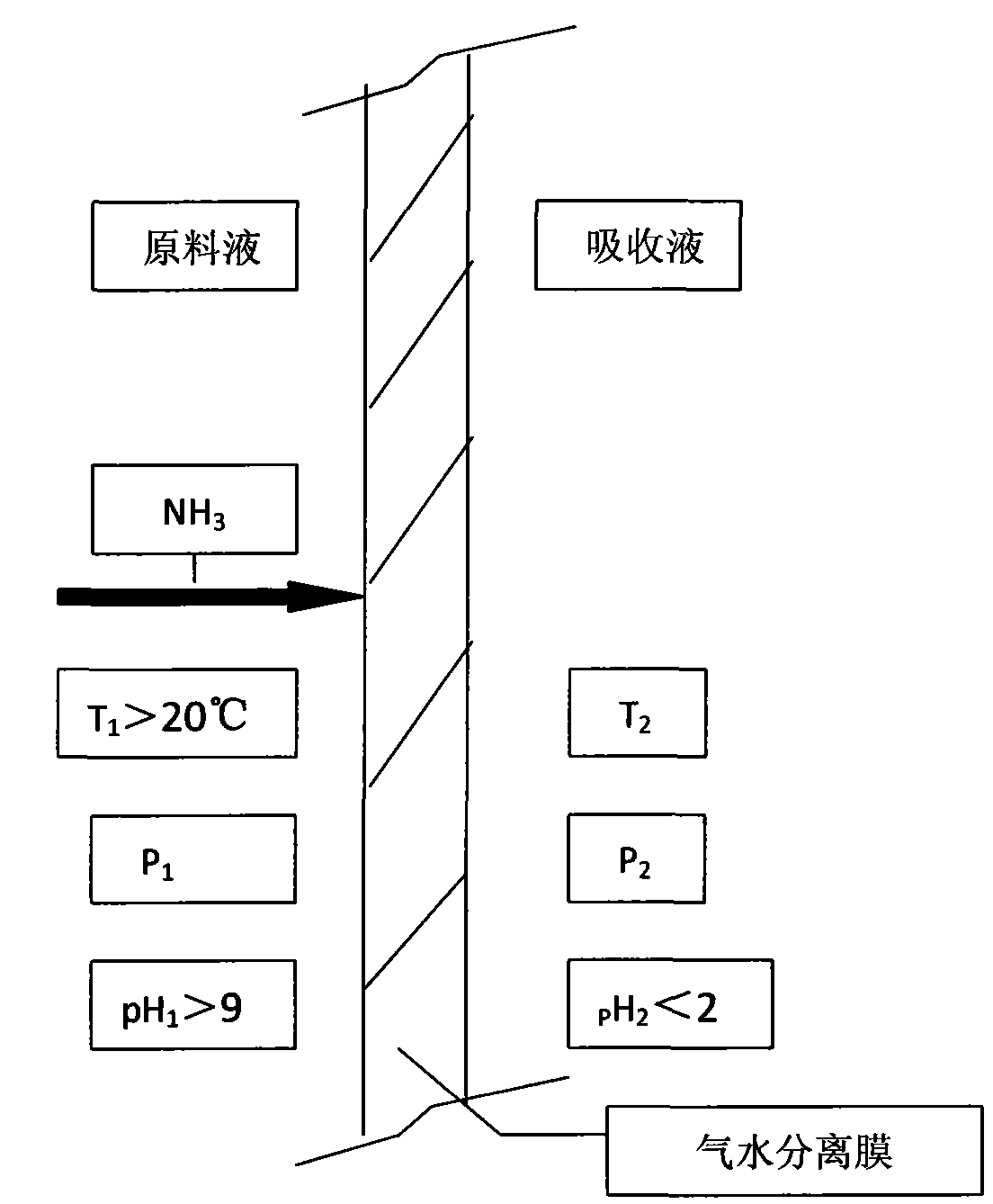
本方法的基本原理是:氨氮在水中存在着离解平衡,随着pH升高,氨氮在水中NH3 形态比例升高,在一定的温度和压力下,NH3的气态和液态两相达到平衡。根据化学平 衡移动原理,即吕.查德里(A.L.LE Chatelier)原理。在自然界中一切平衡都是相对暂时 的,化学平衡只是在一定条件下才能保持。“假若改变平衡系统的条件之一,如浓度、 压力或温度,平衡就向能减弱这个改变的方向移动。”遵从这一原理进行了如下设计理 念(见图1)。在气水分离膜(气水分离膜的材料为聚丙烯或聚偏氟乙烯或聚四氟乙烯, 气水分离膜的形态为中空纤维膜或平板膜)的一侧是高浓度氨氮工业废水,另一侧是酸 性水溶液(吸收液)。当左侧温度T1>20℃,pH1>9,P1>P2保持一定的压力差,那 么废水中的游离氨NH4+就变为氨分子NH3,并经原料液侧界面扩散至气水分离膜表面, 在膜表面分压差的作用下,穿越膜孔,进入吸收液,迅速与酸性溶液中的H+反应生成 铵盐。反应方程:
2NH3+H2SO4=(NH4)2SO4
NH3+HCl=NH4Cl
NH3+HNO3=NH4NO3
NH3+H2O→NH4OH+H2O
生成的铵盐质量浓度可达20%~30%,成为清洁的工业原料。
根据上述方法,设计出以下设备:
一种高氨氮工业废水处理设备,其特征是:主要包括一定数量的气水分离膜组件; 所述的气水分离膜组件的膜材料为聚丙烯或聚偏氟乙烯或聚四氟乙烯,气水分离膜的形 态为中空纤维膜或平板膜;所述的一定数量的气水分离膜组件之间通过管道相互连接构 成一个气水分离膜单元;即每支气水分离膜组件的料液进口通过管道依次连接在一起, 每支气水分离膜组件的料液出口通过管道依次连接在一起,每支气水分离膜组件的吸收 液进口通过管道依次连接在一起,每支气水分离膜组件的吸收液出口通过管道依次连接 在一起;在气水分离膜单元之前连接增压泵;多个气水分离膜单元之间再通过串联或并 联连接组成多级气水分离膜单元。
串联连接时各级气水分离膜单元与各级间的增压泵依次连接,即第一级增压泵的出 口连接第一级气水分离膜单元的料液进口,第一级气水分离膜单元的料液出口连接第二 级增压泵的进口,第二级增压泵的出口连接第二级气水分离膜单元的料液进口,其它各 级的连接依次类推。
并联连接时只需要一个增压泵,各级气水分离膜单元的料液进口通过管道依次连接 到总进水管,增压泵的出口接入总进水管,为各级气水分离膜单元提供进水,各级气水 分离膜单元的料液出口通过管道依次连接到总出水管。
多级气水分离膜单元氨氮分离系统,各级气水分离膜单元串联连接。第一级气水分 离膜单元的料液进口端,通过管道接入增压泵;第一级气水分离膜单元的料液出口端, 通过管道接入增压泵。其它各级气水分离膜单元和增压泵的连接同上。
PH调节泵的出口通过管道在一级气水分离膜单元前的增压泵之前接入高氨氮废水 输送管道,PH调节泵的进口插入石灰或烧碱溶液池中;加药泵(加药泵和PH调节泵 的作用都是一样的,是为了对正在处理过程中的废水的PH进一步调节而补加石灰或烧 碱用的)的出口通过管道接入二级及其后各级气水分离膜单元的料液进口端,加药泵的 进口插入石灰或烧碱溶液池中。
酸循环泵的出口通过管道接入各级气水分离膜单元的吸收液进口端,酸循环泵的进 口接入吸收液池A和吸收液池B。各级气水分离膜单元的吸收液出口端通过管道连接吸 收液池A和吸收液池B。
补酸计量泵的出口端通过管道连接吸收池,补酸计量泵的进口端接入系统外的供酸 的容器;当吸收液中酸的浓度不足以吸收氨时,利用补酸计量泵18向吸收液池A 19(或 吸收液池B 20)中加酸,两个酸吸收池轮换使用。
吸收液外排泵的进口端通过管道连接吸收池,吸收液外排泵的出口端接入铵盐蒸发 设备。
原理:气水分离膜的一侧是高浓度氨氮工业废水,另一侧是含有H+的吸收液。每 一级气水分离膜单元都能使废水中的游离氨透过,并与吸收液中的H+生成相应的铵盐, 因此出水氨氮减少。当各级气水分离膜串联时,废水经过上一级气水分离膜处理后氨氮 浓度降低,出水进入下一级气水分离膜单元继续处理,其出水氨氮进一步减少,该过程 连续进行,直至出水氨氮浓度达到预定的要求。
与现有技术相比,本发明的有益效果是:采用本发明的方法经过气水分离膜分离后 水中剩余氨氮可达到15mg/L和8mg/L以下(被处理废水是氨氮超标的废水,氨氮浓度 可以在几百毫克每升到几万毫克每升),废水中99.9%左右的氨氮回收变成铵盐,成为清 洁的工业原料。本发明形成了一整套氨氮强化处理技术,具备了规模化生产与推广的条 件。