
申请日2014.01.17
公开(公告)日2014.07.02
IPC分类号C02F9/04; C02F101/20; C02F103/18
摘要
本实用新型属于化工电镀废水处理技术领域,具体涉及一种含镍废水净化预处理系统。本实用新型要解决的技术问题是提供一种自动化程度高、维护成本低、不易出现故障的一种含镍废水净化预处理系统。为了解决上述技术问题,本实用新型提供了这样一种含镍废水净化预处理系统,包括有沉淀池、增压泵系统、石英砂过滤器等,在沉淀池内设有液位传感器Ⅱ,在回用水池内设有液位传感器Ⅰ,PLC控制系统与液位传感器Ⅰ、液位传感器Ⅱ、增压泵系统和吸水增压泵连接。实现了含镍废水净化预处理系统的自动化工作,降低了系统的维护成本,提高了系统工作的可靠性,减少了工作人员。
权利要求书
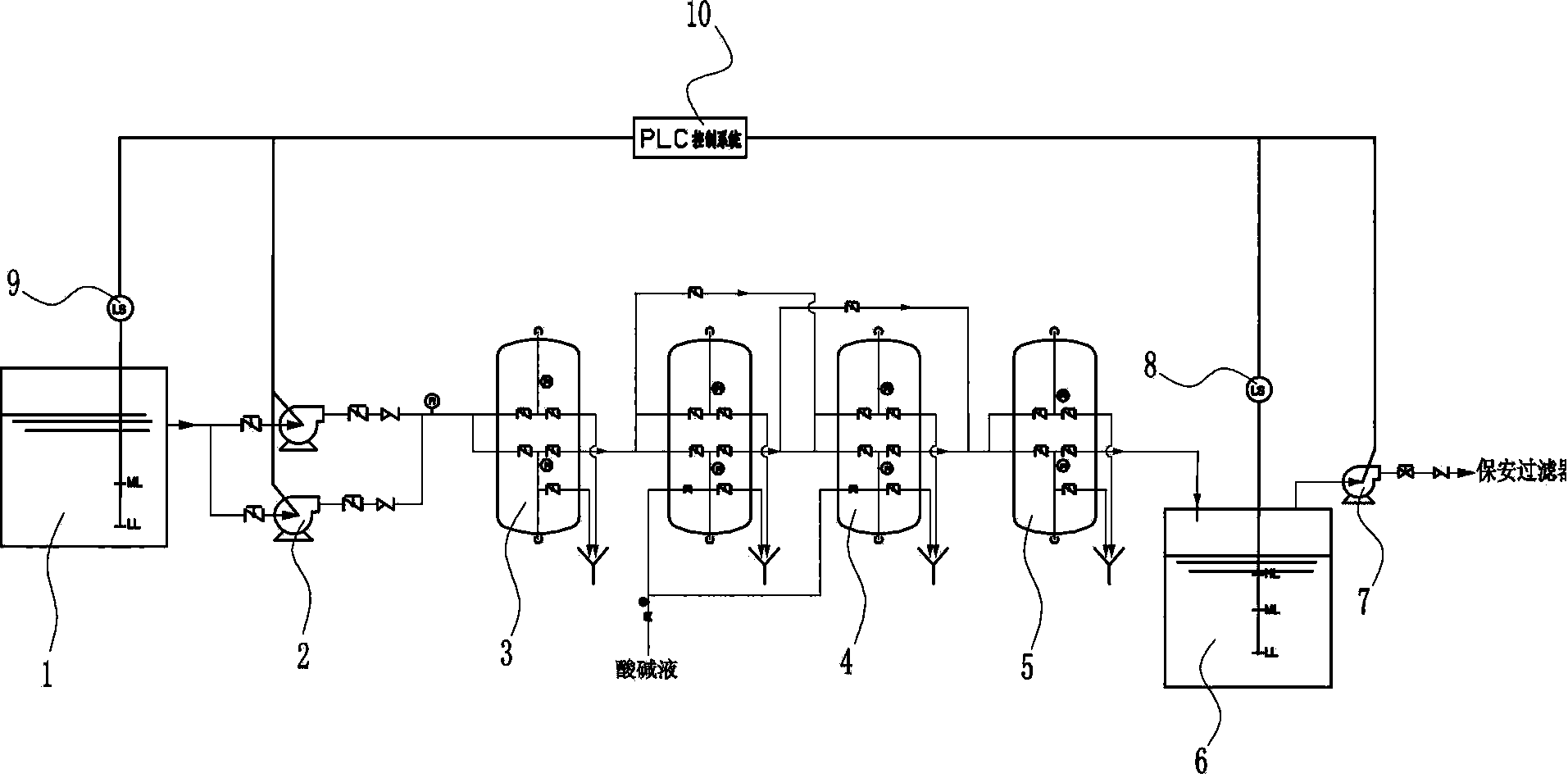
1.一种含镍废水净化预处理系统,其特征在于:包括有沉淀池(1)、增压泵系统(2)、石英砂过滤器(3)、阳离子树脂交换器系统(4)、活性碳过滤器(5)、回用水池(6)、吸水增压泵(7)、液位传感器Ⅰ(8)、液位传感器Ⅱ(9)和PLC控制系统(10),沉淀池(1)与回用水池(6)之间依次连接有增压泵系统(2)连接、石英砂过滤器(3)、阳离子树脂交换器系统(4)和活性碳过滤器(5),吸水增压泵(7)与回用水池(6)连接,在沉淀池(1)内设有液位传感器Ⅱ(9),在回用水池(6)内设有液位传感器Ⅰ(8),PLC控制系统(10)与液位传感器Ⅰ(8)、液位传感器Ⅱ(9)、增压泵系统(2)和吸水增压泵(7)连接。
2.根据权利要求1所述的一种含镍废水净化预处理系统,其特征在于:所述增压泵系统(2)为两个并联的增压泵。
3.根据权利要求1所述的一种含镍废水净化预处理系统,其特征在于:液位传感器Ⅰ(8)和液位传感器Ⅱ(9)为LS05型液位传感器。
4.根据权利要求1所述的一种含镍废水净化预处理系统,其特征在于:阳离子树脂交换器系统(4)为一个阳离子树脂交换器。
5.根据权利要求1所述的一种含镍废水净化预处理系统,其特征在于:阳离子树脂交换器系统(4)为两个串联的阳离子树脂交换器。
说明书
一种含镍废水净化预处理系统
技术领域
本实用新型属于化工电镀废水处理技术领域,具体涉及一种含镍废水净化预处理系统。
技术背景
电镀废水的来源一般为:(1)镀件清洗水;(2)废电镀液;(3)其他废水,包括冲刷车间地面,刷洗极板洗水,通风设备冷凝水,以及由于镀槽渗漏或操作管理不当造成的“跑、冒、滴、漏”的各种槽液和排水;(4)设备冷却水,冷却水在使用过程中除温度升高以外,未受到污染。
电镀废水的水质、水量与电镀生产的工艺条件、生产负荷、操作管理与用水方式等因素有关。电镀废水的水质复杂,成分不易控制,其中含有铬、镉、镍、铜、锌、金、银等重金属离子和氰化物等,有些属于致癌、致畸、致突变的剧毒物质。
当前,国内对含镍电镀废水主要采用离子交换法处理,在进行超滤、渗透之前,需要对含镍电镀废水进行预处理,现有的含镍电镀废水预处理系统,都是人工进行控制处理,有时沉淀池或者回用水池内的水处理不及时会存在溢出或者泵的空转现象,而且维护成本高、经常出现运行故障。
实用新型内容
(1)要解决的技术问题
本实用新型为了克服现有含镍电镀废水预处理系统存在自动化程度低、维护成本高、易出现运行故障的缺点,本实用新型要解决的技术问题是提供一种自动化程度高、维护成本低、不易出现故障的一种含镍废水净化预处理系统。
(2)技术方案
为了解决上述技术问题,本实用新型提供了这样一种含镍废水净化预处理系统,包括有沉淀池、增压泵系统、石英砂过滤器、阳离子树脂交换器系统、活性碳过滤器、回用水池、吸水增压泵、液位传感器Ⅰ、液位传感器Ⅱ和PLC控制系统,沉淀池与回用水池之间依次连接有增压泵系统连接、石英砂过滤器、阳离子树脂交换器系统和活性碳过滤器,吸水增压泵与回用水池连接,在沉淀池内设有液位传感器Ⅱ,在回用水池内设有液位传感器Ⅰ,PLC控制系统与液位传感器Ⅰ、液位传感器Ⅱ、增压泵系统和吸水增压泵连接。
优选地,所述增压泵系统为两个并联的增压泵。
优选地,液位传感器Ⅰ和液位传感器Ⅱ为LS05型液位传感器。
优选地,阳离子树脂交换器系统为一个阳离子树脂交换器。
为了进一步地提高过滤效果,防止一个阳离子树脂交换器饱和后不能够有效地工作,优选地,阳离子树脂交换器系统为两个串联的阳离子树脂交换器。
工作原理:工作时,当液位传感器Ⅱ检测到沉淀池内的水高于最高液位时,液位传感器Ⅱ反馈信号给PLC控制系统,PLC控制系统发出报警。当液位传感器Ⅱ检测到沉淀池内的水低于最低液位时,PLC控制系统控制发出报警并控制增压泵系统停止工作。PLC控制系统控制两个并联的增压泵每隔3个小时交替工作,避免了单个增压泵长时间工作,提高了系统的可靠性。当液位传感器Ⅰ检测到回用水池内的水高于最高液位时,反馈给PLC控制系统,PLC控制系统控制发出报警并控制增压泵系统停止工作。当液位传感器Ⅰ检测到回用水池内的水低于最低液位时,PLC控制系统控制发出报警并停止吸水增压泵。
PLC控制系统控制增压泵系统和吸水增压泵运转为现有技术,在此不再赘述。
(3)有益效果
实现了含镍废水净化预处理系统的自动化工作,降低了系统的维护成本,提高了系统工作的可靠性,减少了工作人员。