
某公司的酒厂是以高梁、小麦等为原料,采用传统的酿造和制曲工艺制成曲酒,年产酒量2000t。生产过程中排放的污水有:
(1)生产污水:酿酒底锅水302m3/d,冲洗晾堂水72m3/d,蒸酒冷却水2775m3/d,锅炉房排水77m3/d,洗瓶水1700m3/d。待处理污水包括酿酒底锅水和冲洗晾堂水。
(2)设计水量:400m3/d,24h运行,16m3/h。
设计水质见表1:
|
表 1 进出水设计水质 | |||||
|
项目 |
CODcr/(mg・L-1) |
BOD5/(mg・L-1) |
SS/(mg・L-1) |
pH |
色度 / 倍 |
|
进水 |
10000 |
4500 |
700 |
4 |
200 |
|
出水 |
100 |
30 |
70 |
6 - 9 |
50 |
设计标准:污水治理工程出水水质执行中华人民共和国国家标准《污水综合排放标准》GB 8978-1996 Ⅲ类水域一级标准。
一、工艺设计、主要构筑物及设备
酒厂污水处理:1、处理系统设计目标
根据原水水质、水量和处理后排放标准,处理系统的设计指标见表2:
|
表 2 处理系统设计总指标 | |||
|
序号 |
参数 |
指标 |
备注 |
|
1 |
CODcr 总去除率 |
99.5 % |
按达到国家污水综合排放标准 |
|
2 |
BOD5 去除率 |
99.9 % | |
|
3 |
SS 去除率 |
95.0 % | |
|
4 |
色度去除率 |
160 倍 | |
|
5 |
pH 调节 |
6 ~ 9 | |
酒厂污水处理:2、工艺选择
酿酒底锅水属高浓度有机污水,其特点是:CODcr高,PH低,色度较高,间断排放,负荷波动较大。污水来源于蒸煮工段,含有少量漏出的酿酒原料:高梁、谷壳等。污水BOD5/CODcr的比值约0.45,可生化性较好。冲洗晾堂水也是间断排放,两种污水混合后,CODcr平均值为10000mg/L。污水中的污染物属第Ⅱ类污染物。
根据污水性质,我们采用了三个处理单元去除污染物:第一单元采用格栅脱渣,去除污水中粗颗粒的悬浮物,可回收作为饲料或肥料;第二单元采用脱色和水解酸化预处理,提高污水的可生化性,同时沉淀去除悬浮物,通过物化作用脱色。第三单元采用厌氧、好氧、兼氧生化处理,彻底降解有机物。厌氧采用上流式厌氧流化床反应器(UASB),好氧采用间歇式活性污泥反应池(SBR),整个处理系统耐冲击负荷能力强。
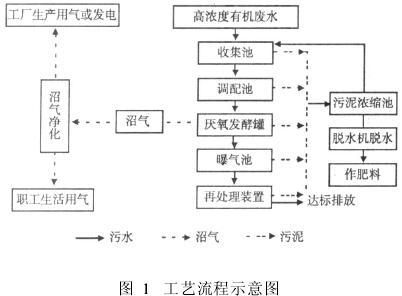
酒厂污水处理:3、工艺流程
工艺设计流程如图1。
二、酒厂污水处理
1、工艺流程
将高浓度有机污水输至收集池除渣和沉砂后,用泵输至储存调配池,再用泵输至厌氧发酵罐,经厌氧发酵后产生的沼气经过净化,用作厂区生产和职工生活燃料,发酵液自流或用泵输至曝气池好氧曝气,进一步去除污染物,出水可再经处理使出水水质达到国家《污水综合排放标准》(GB8978-1996)中一级排放标准: CODcr≤100 mg•L-1, BOD5≤20 mg•L-1, SS≤70 mg•L-1, pH值6-9。收集池、调配池、厌氧发酵罐、曝气池的污泥用泵输至污泥浓缩池,浓缩污泥脱水后形成污泥饼以用作肥料,浓缩池上清液及脱水机压滤液回流到收集池,酒厂污水处理(图1)。具体参见http://www.dowater.com更多相关技术文档。
2、能源回收
采用厌氧发酵工艺治理高浓度有机污水产生附产物沼气,在目前能源发展中有着重要作用。按每千克CODcr理论上可产沼气0. 35 m3/kgCOD(0℃大气压),而实际工程中以进入厌氧消化装置的COD计算,可达到0. 4m3/kgCOD左右。以我国每年畜禽粪便含CODcr 10 000 mg/L以上的污水量计算,经过厌氧消化装置处理可回收沼气1. 656亿m3,按有效热利用计算相当1. 656亿吨原煤,因此,在高浓度酒厂污水处理中要更加重视沼气的回收。
3、减少后续好氧投资
沼气回收量越大,厌氧阶段去除污染物效率就越高,后续好氧处理的投资就越少。
4、经济与环保效益
已有的高浓度酒厂污水处理工程表明通过沼气回收可以降低运行管理费,缩短工程投资回收年限,有着显著的经济及环保效益。