
申请日2019.10.29
公开(公告)日2020.01.03
IPC分类号C02F3/32; C02F3/30; C02F3/34; C02F103/10; C02F101/16
摘要
本发明涉及一种基于车载式微生物处理稀土氨氮废水的装置。所述的车载式处理系统,由平板卡车、废水处理池、通气混合装置、菌液添加系统、温控系统、pH调节药剂添加系统和监测控制系统构成,废水处理池、通气混合装置、pH调节药剂添加系统依序分布在平板卡车的平板式车厢上,通气混合装置、pH调节药剂添加系统、菌液添加系统分别通过对应的输气管、输液管、输送管与处理池相连。本发明采用大型或中型平板卡车,可根据尾水处理的地点分散的特点,近距离处理尾水。经处理的尾水,优于国家《稀土工业污染物排放标准》要求。吨处理成本极低,效益极其显著,更便于推广应用。
权利要求书
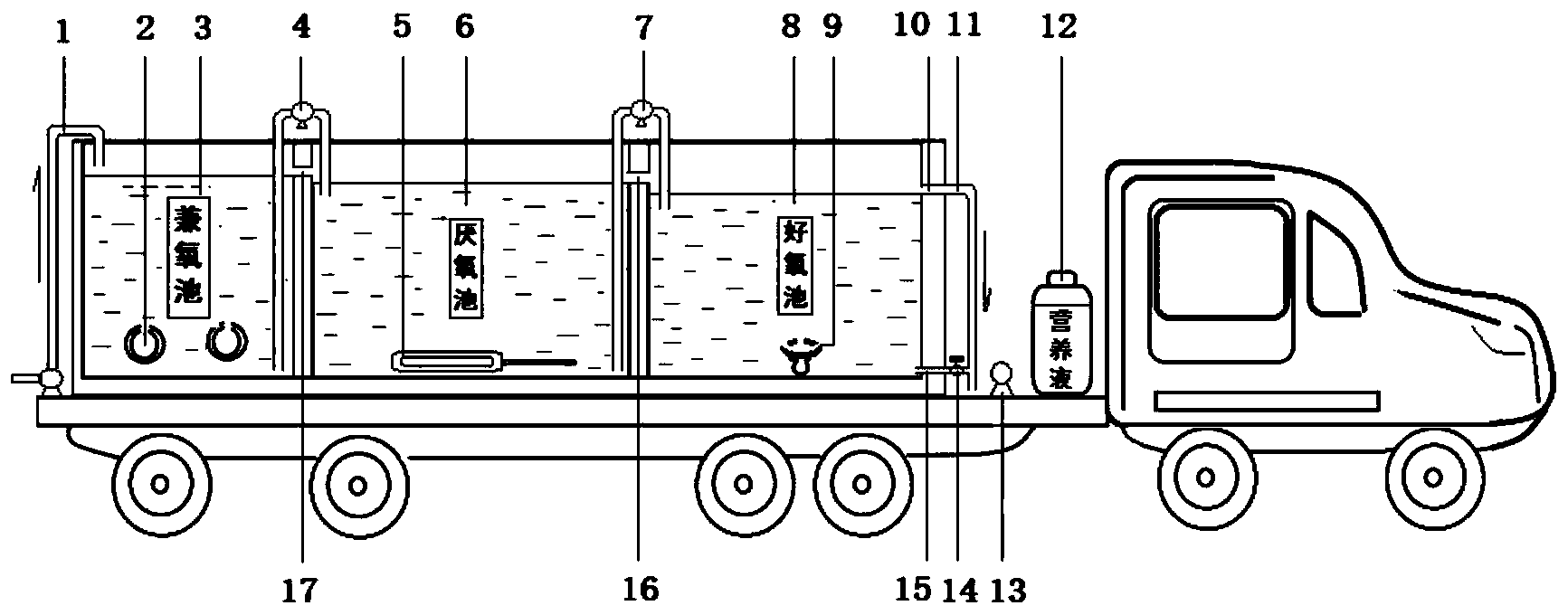
1.一种车载式微生物处理稀土氨氮废水装置,其特征是所述的车载式处理系统由平板卡车、废水处理池、通气混合装置、菌液添加系统、温控系统、pH调节药剂添加系统和监测控制系统构成,污水处理池、通气混合装置的鼓风机和菌液系统中的菌液罐、pH调节药剂添加系统中pH调节药剂储存罐依序分布在平板卡车的平板式车厢上,通气混合装置、pH调节药剂添加系统、菌液添加系统分别通过对应的输气管、输液管、输送管与处理池相连。
2.根据权利要求1所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的废水处理池分别由兼氧池、厌氧池和好氧池串联构成由兼氧池、厌氧池和好氧池串联构成;兼氧池和厌氧池之间、厌氧池和好氧池之间通过上溢水管以及兼氧池-厌氧池抽水泵、厌氧池-好氧池抽水泵连接。
3.根据权利要求1所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的通气混合装置,由鼓风机、输气管和曝气盘或输气孔构成,曝气盘分布于兼氧池、厌氧池,通过曝气有利于搅动水体,输气孔设置于好氧池的底部;输气管通过自动控制分流阀分别与兼氧池、厌氧池和好氧池的底部的曝气盘和输气孔连接。
4.根据权利要求1所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的菌液添加系统由菌液罐、菌液输液泵、流量计、输液管构成,输液管中设置有自动控制分流阀,与菌液罐相连的输液管通过自动控制分流阀分别开口于兼氧池、厌氧池和好氧池内。
5.根据权利要求1所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的pH调节药剂添加系统由pH调节药剂储存罐、输送泵、输送管和流量计构成,输送管中设置有自动控制分流阀,与储存罐相连的输送管通过自动控制分流阀分别开口于兼氧池、厌氧池和好氧池内。
6.根据权利要求1所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的监测控制系统由监测系统和控制器构成,控制器与菌液添加系统、通气混合装置和pH调节药剂添加系统相连;控制器中设置有微处理器,其中微处理器内部含有存储器和模数转换器,或根据需要在微处理器的外部扩展存储器和模数转换器。
7.根据权利要求6所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的监测系统由氨氮在线监测传感器、pH值在线监测传感器、溶解氧在线监测传感器构成;微处理器分别与氨氮在线监测传感器、pH值在线监测传感器、溶解氧在线监测传感器相连,微处理器定时接收各传感器氨氮含量、pH值、溶解氧数据,微处理器根据获得的数据决定是否启动pH调节药剂添加系统中营pH调节药剂输入泵、通气混合装置中的鼓风机;同时pH值在线监测传感器实时监测pH值,一旦发现超标微处理器控制添加pH调节药剂校正pH。
8.根据权利要求7所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的氨氮在线监测传感器,位于兼氧池、厌氧池和好氧池处理池的内侧壁的水体中,通过信号传输导线和微处理器相连,实时将浓度数据发送给微处理器;当氨氮浓度数值达到设定值时,微处理器发出指令,菌液输液泵启动,菌液添加系统自动将一单位体积的光合自异养混合菌液注入至相应的处理池中。
9.根据权利要求7所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的pH值在线监测传感器,位于尾水处理池的内侧壁的水体中,通过信号传输导线和微处理器相连,实时将pH值数据发送给微处理器。
10.根据权利要求7所述的一种车载式微生物处理稀土氨氮废水装置,其特征是所述的溶解氧在线监测传感器,位于兼氧池和好氧池的内侧壁的水体中,通过信号传输导线和微处理器相连,实时将兼氧池和好氧池溶解氧数据发送给微处理器。
说明书
一种车载式微生物处理稀土氨氮废水装置
技术领域
本发明涉及一种基于车载式微生物处理稀土氨氮废水的装置。
背景技术
南方离子型稀土是我国宝贵不可再生的重要战略性资源,目前主要采用原地浸矿开采工艺,用硫酸铵为浸矿剂,当矿山开采后存留大量含高浓度氨氮尾水,以及由外渗或雨水带出的废水(以下统称为氨氮废水),这些氨氮废水长达十几年都会影响当地的地表水质,因而需要高效、安全且经济可行的配套氨氮净化处理技术。当前国内外处理氨氮废水工艺主要有蒸氨法、折点氯法、化学沉淀法、反渗透膜法和生物脱氨法等,其中生物脱氨法成本相对低廉,但因现有菌株对碳源的需求量高,稀土尾水中又几乎不含碳源,需要大量补入糖质碳源,成本非常昂贵而无法在产业中推广应用。另一方面,由于主要采用“原地”浸矿开采工艺,存留和排出的氨氮尾水分散,将分散的氨氮尾水集中处理工程量更大,投入资金多,成本高。因此,氨氮污染造成环境问题成为现今限制我国稀土产业发展的全行业关键性难题。本发明将通过分离和选育光合自养型微生物,以空气中的CO2为碳源,以太阳光为能源,大量吸收氨氮并合成有机碳源和菌体供后续的硝化和反硝化微生物生长及脱氨氮,无需任何补糖工艺,最终将稀土采矿污水中的氨氮净化至国家《稀土工业污染物排放标准》(GB26451-2011)要求的15mg/L以下,实现无需外加糖质碳源,使氨氮处理成本根本性降低,为稀土行业健康稳定发展奠定基础。
脱氨氮反应机理及参与的微生物类群如下:

发明内容
针对现有技术的情况,本发明的目的在于提供一种能够长期运行,移动方便,且能够重复使用,有效发挥净水作用的一种车载式微生物处理稀土氨氮废水的装置。
为了实现上述的技术目的,本发明采用的技术方案为:
车载式微生物处理稀土氨氮废水的装置,由平板卡车、废水处理池、通气混合装置、菌液添加系统、温控系统、pH调节药剂添加系统和监测控制系统构成,废水处理池、通气混合装置的鼓风机和菌液系统中的菌液罐、pH调节药剂添加系统中pH调节药剂储存罐依序分布在平板卡车的平板式车厢上。通气混合装置、pH调节药剂添加系统、菌液添加系统分别通过对应的输气管、输液管、输送管与处理池相连。
所述的废水处理池分别由兼氧池、厌氧池和好氧池串联构成由兼氧池、厌氧池和好氧池串联构成;兼氧池和厌氧池之间、厌氧池和好氧池之间通过上溢水管以及兼氧池-厌氧池抽水泵、厌氧池-好氧池抽水泵连接。
所述的通气混合装置,由鼓风机、输气管和曝气盘或输气孔构成,曝气盘分布于兼氧池、厌氧池,通过曝气有利于搅动水体,输气孔设置于好氧池的底部,有利于溶氧。输气管通过自动控制分流阀分别与兼氧池、厌氧池和好氧池的底部的曝气盘和输气孔连接。
所述的菌液添加系统由菌液罐、菌液输液泵、流量计、输液管构成,输液管中设置有自动控制分流阀,与菌液罐相连的输液管通过自动控制分流阀分别开口于兼氧池、厌氧池和好氧池内。
所述的pH调节药剂添加系统由pH调节药剂储存罐、输送泵、输送管和流量计构成,输送管中设置有自动控制分流阀,与储存罐相连的输送管通过自动控制分流阀分别开口于兼氧池、厌氧池和好氧池内。
所述的监测控制系统由监测系统和控制器构成,控制器与菌液添加系统、通气混合装置和pH调节药剂添加系统相连;控制器中设置有微处理器,其中微处理器内部含有存储器和模数转换器,或根据需要在微处理器的外部扩展存储器和模数转换器。
所述的监测系统由氨氮在线监测传感器、pH值在线监测传感器、溶解氧在线监测传感器构成。微处理器分别与氨氮在线监测传感器、pH值在线监测传感器、溶解氧在线监测传感器相连,微处理器定时接收各传感器氨氮含量、pH值、溶解氧数据,微处理器根据获得的数据决定是否启动pH调节药剂添加系统中营pH调节药剂输入泵、通气混合装置中的鼓风机。同时pH值在线监测传感器实时监测pH值,一旦发现超标微处理器控制添加pH调节药剂校正pH。
所述的氨氮在线监测传感器,位于兼氧池、厌氧池和好氧池处理池的内侧壁的水体中,通过信号传输导线和微处理器相连,实时将浓度数据发送给微处理器。当氨氮浓度数值达到设定值时,微处理器发出指令,菌液输液泵启动,菌液添加系统自动将一单位体积的光合自异养混合菌液注入至相应的处理池中,提高处理池水体中的菌液浓度和作用能力。
所述的pH值在线监测传感器,位于尾水处理池的内侧壁的水体中,通过信号传输导线和微处理器相连,实时将pH值数据发送给微处理器。
所述的溶解氧在线监测传感器,位于兼氧池和好氧池的内侧壁的水体中,通过信号传输导线和微处理器相连,实时将兼氧池和好氧池溶解氧数据发送给微处理器。
应用本发明所述的车载式微生物处理稀土氨氮废水的装置对稀土氨氮废水进行处理,包括如下步骤:
(1)通过外设水泵将稀土矿区的相对集中的高污染待处理的氨氮废水输送至车载式处理系统兼氧池中,同时通过菌液添加系统将光合自异养混合菌液同步注入兼氧池中;氨氮废水与光合自异养混合菌液的加入量为9:1的体积比;
(2)兼氧池注满待处理的氨氮废水与光合自异养混合菌液后,启动车载式处理系统中通气混合装置,对兼氧池中的水体进行持续通气搅动混匀;
(3)通气5~10分钟后,开启车载式处理系统中的监测控制系统,测定兼氧池中水体pH值、含氧量和水温;
(4)在兼氧池中的水体指标符合要求后,持续通气24~100小时,期间测定兼氧池氨氮含量;当兼氧池氨氮含量小于100mg/L时,开始持续不断地向兼氧池注入待处理的氨氮废水;当兼氧池氨氮含量大于等于100mg/L时,延长持续通气的时间直至氨氮含量小于100mg/L;
(5)兼氧池的水体通过兼氧池与厌氧池之间的上溢水孔向厌氧池溢入,当厌氧池也注满后,厌氧池的水体通过厌氧池与好氧池之间的上溢水孔向好氧池溢入;
(6)设置在厌氧池和好氧池中的通气混合装置自动启动,对水体进行持续通气搅动,同时控制系统也实时跟踪监测厌氧池水体pH值、氨氮和水温数据、好氧池中水体pH值、氨氮、含氧量和水温数据;上述车载式处理系统每间隔10min监测对应指标数据,并在显示屏上显示;
(7)好氧池待处理的氨氮废水,通过好氧池尾水上排出管向外排放达标尾水;
(8)当相对集中的高污染待处理的氨氮废水抽取完毕后,关闭待处理的氨氮废水进水水泵,同时启动兼氧池-厌氧池排空抽水泵,将兼氧池中的水体抽入厌氧池,8~24小时抽取完毕;
(9)关闭兼氧池-厌氧池排空抽水泵,同时启动厌氧池-好氧池排空抽水泵,将厌氧池中的水体抽入好氧池,6~18小时抽取完毕;
(10)停留5~24小时,再打开好氧池尾水清空下阀门将好氧池中的尾水向外排放。
经检测,最终处理后的稀土采矿废水中的氨氮含量最低达到4mg/L,最高也仅达到14mg/L,优于国家《稀土工业污染物排放标准》(GB26451-2011)15mg/L的要求。
本发明所述的光合自异养菌液,由自养菌和异养菌等体积比混合构成。
所述的自养菌是指小球藻、栅藻、螺旋藻、紫球藻和红球藻,按照等体积比混合构成。
所述的异养菌由红螺菌和绿螺菌组成,按照等体积比混合构成。
所述的小球藻、栅藻、紫球藻和红球藻用BG11培养基培养,所述的螺旋藻使用Zarrouk氏培养基培养。
所述的红螺菌和绿螺菌等光合菌由下述配方培养:NH4C1 1.0g,CH3COONa 3.5g,MgC12 0.1g,CaC12 0.1g,KH2PO4 0.6g,K2HPO4 0.4g,酵母膏0.1g,水1000mI,pH7.2。
采用上述的技术方案,本发明的有益效果为:
1、本发明通过在处理系统中装配的氨氮在线监测传感器、pH值在线监测传感器、溶解氧在线监测传感器,从而实时有效地监控废水系统中的废水处理状况。
2、本发明采用大型或中型平板卡车作为基本载体,具有可移动的特点,可根据废水处理的地点分散的特点,近距离处理废水,一个地点处理完后即可转移到另一地点,有效避免废水集中带来的更多建设资金的投入。同时大型或中型平板卡车可直接为废水处理过程提供必要的工作电源,适用环境更加广泛。无需额外建设环保处理池,不破坏环境植被。
3、本发明提供的处理方法,效果极其显著,经处理后的氨氮指标可降低至4mg/L,最高也仅达到14mg/L,符合国家《稀土工业污染物排放标准》(GB26451-2011)的要求。
4、废水吨处理成本极低,仅仅为目前微生物补糖处理法的十分之一,效益极其显著,更便于推广应用。(发明人王明兹;郑梅清;黄洁;吴钦缘;陈必链)