
申请日2019.07.29
公开(公告)日2019.10.15
IPC分类号C02F11/00; C01B7/19; C01B21/46; C01B13/18; C02F101/20; C02F103/16
摘要
本发明提供了不锈钢混酸废液污泥无害化处理方法,包括如下步骤:1)将酸洗废酸打入沉淀单元中预沉淀处理,在沉淀单元底部形成混酸废液污泥;2)将混酸废液污泥过滤后,输送至污泥储存单元中搅拌混合均化;3)将均化后的混酸废液污泥喷入焙烧炉中发生化学反应,生成固态金属氧化物、HF气体和HNO3气体;4)固态金属氧化物落入焙烧炉底部通过刮耙排出,HF气体和HNO3气体由焙烧炉顶部经预浓缩器进入吸收塔形成再生酸。该发明不仅减少了酸性污泥产量,降低冶金企业的处置成本,而且可将酸性污泥资源化,提高了F‑、NO3‑的回收率,并大量回收酸性污泥中的镍、铬、钛、钼等高价值金属离子,形成附加值高的固体金属氧化物,具有较高的经济价值。
权利要求书
1.一种不锈钢混酸废液污泥无害化处理方法,其特征在于,包括如下步骤:
1)将酸洗废酸打入沉淀单元中进行预沉淀处理,在沉淀单元底部形成混酸废液污泥;
2)将混酸废液污泥经污泥过滤器过滤后,输送至污泥储存单元中进行搅拌混合均化;
3)将均化后的混酸废液污泥经污泥喷淋泵送至焙烧炉上部,并通过污泥喷枪喷入焙烧炉中发生化学反应,生成固态金属氧化物、HF气体和HNO3气体;
4)固态金属氧化物落入焙烧炉底部通过刮耙和旋转阀排出,HF气体和HNO3气体由焙烧炉顶部经预浓缩器进入吸收塔形成再生酸。
2.如权利要求1所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:所述酸洗废酸在沉淀单元中自然沉淀,且沉淀停留时间不小于20h。
3.如权利要求1所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:所述沉淀单元底部混酸废液污泥的含水率为97~99%。
4.如权利要求1所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:所述污泥过滤器采用10~20目的过滤网。
5.如权利要求1所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:所述焙烧炉底部的刮耙转速小于1r/min。
6.如权利要求1所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:焙烧炉内处理混酸废液污泥时,焙烧炉顶部温度高于320℃。
7.如权利要求1所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:所述沉淀单元上部的酸洗废酸通过预浓缩器浓缩后,依次经预浓缩泵、焙烧炉泵、浓缩废酸过滤器、废酸喷枪喷入焙烧炉中,与混酸废液污泥一起进行化学反应处理。
8.如权利要求7所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:所述焙烧炉中混酸废液污泥与酸洗废酸的喷入量比例不大于1:5.5。
9.如权利要求7所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:酸洗废酸与混酸废液污泥一起处理时,焙烧炉顶部温度不小于320℃。
10.如权利要求7所述的一种不锈钢混酸废液污泥无害化处理方法,其特征在于:所述焙烧炉中混酸废液污泥与酸洗废酸的总喷淋量不高于仅处理酸洗废酸时的处理量。
说明书
一种不锈钢混酸废液污泥无害化处理方法
技术领域
本发明属于冶金行业不锈钢混酸废液污泥处理技术领域,具体涉及一种采用混酸再生焙烧炉对不锈钢混酸废液污泥进行无害化处理方法。
背景技术
冶金行业采用硝酸和氢氟酸的混合液对不锈钢进行酸洗,酸洗废液会产生大量含FeF3的污泥。其产生反应方程式如下:
Fe + 4HNO3= Fe(NO3)3 + NO + 2H2O
Fe(NO3)3+3HF → FeF3↓+ 3HNO3
Fe2O3 + 6HNO3= 2Fe(NO3)3 + 3H2O
FeO + 4HNO3= 2Fe(NO3)3 + 2H2O + NO2
Fe3O4 + 10HNO3= 3Fe(NO3)3 + 5H2O + NO2
Fe(NO3)3+3HF → FeF3+ 3HNO3
MeO(固)+2HNO3 → Me(NO3)2 +H2O
MeO + 2HF → MeF2↓ +H2O
……
这些酸洗废液污泥中含有水、废酸及各种重金属(如镍、铬、钛、钼等),危害极大,属冶金行业的有害废弃物。废酸中含有这部分重金属离子或沉淀物(含FeF3污泥),在酸洗线处理时一般通过简单的压滤系统,将污泥含水率直接降低到60%~70%左右,形成含水率较低的酸性泥饼。在前端有冶炼系统的企业,一般会收集后运至冶金企业的冶炼系统做原料使用,与铁矿石等原材料混合处理,但因污泥中仍含有大量的F-、NO3-,在冶炼系统加热的过程,会产生大量的HF、HNO3-,对冶炼设备腐蚀非常严重,常造成设备严重损坏,甚至造成企业停产,给企业造成巨大的经济损失。除此之外,也有企业将酸洗线污泥外送处理,但处理成本居高不下;也有企业将其直接污水化排至废水处理站处理,通过投加石灰或碱液,将酸液中重金属离子或污泥沉淀,但会产生更大量的黄泥,给企业造成更大的处置困扰。
鉴于此,为彻底消除废酸污泥对环境的危害,降低企业的处理成本和运行成本,需要设计出一种对此种不锈钢混酸废液污泥进行无害化处理的方法。
发明内容
本发明的目的是为彻底消除废酸污泥对环境的危害,降低企业的处理成本和运行成本,提供一种不锈钢混酸废液污泥无害化处理方法,实现不锈钢冶金企业酸性污泥彻底的无害化处理目的。
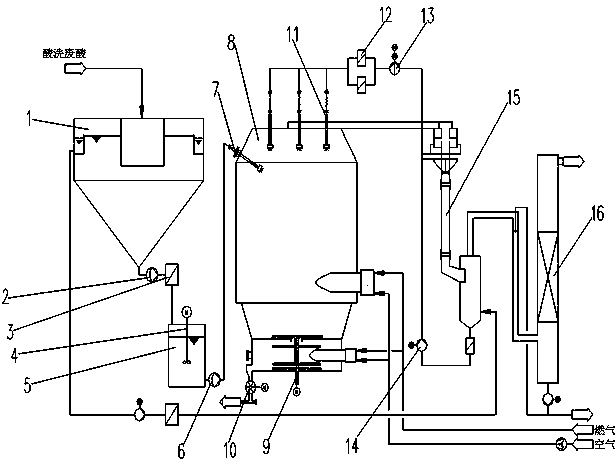
本发明的技术方案是提供了一种不锈钢混酸废液污泥无害化处理方法,包括如下步骤:
1)将酸洗废酸打入沉淀单元中进行预沉淀处理,在沉淀单元底部形成混酸废液污泥;
2)将混酸废液污泥经污泥过滤器过滤后,输送至污泥储存单元中进行搅拌混合均化;
3)将均化后的混酸废液污泥经污泥喷淋泵送至焙烧炉上部,并通过污泥喷枪喷入焙烧炉中发生化学反应,生成固态金属氧化物、HF气体和HNO3气体;
4)固态金属氧化物落入焙烧炉底部通过刮耙和旋转阀排出,HF气体和HNO3气体由焙烧炉顶部经预浓缩器进入吸收塔形成再生酸。
进一步的,所述酸洗废酸在沉淀单元中自然沉淀,且沉淀停留时间不小于20h。
进一步的,所述沉淀单元底部混酸废液污泥的含水率为97~99%。
进一步的,所述污泥过滤器采用10~20目的过滤网。
进一步的,所述焙烧炉底部的刮耙转速小于1r/min。
进一步的,焙烧炉内处理混酸废液污泥时,焙烧炉顶部温度高于320℃。
进一步的,所述沉淀单元上部的酸洗废酸通过预浓缩器浓缩后,依次经预浓缩泵、焙烧炉泵、浓缩废酸过滤器、废酸喷枪喷入焙烧炉中,与混酸废液污泥一起进行化学反应处理。
进一步的,所述焙烧炉中混酸废液污泥与酸洗废酸的喷入量比例不大于1:5.5。
进一步的,酸洗废酸与混酸废液污泥一起处理时,焙烧炉顶部温度不小于320℃。
进一步的,所述焙烧炉中混酸废液污泥与酸洗废酸的总喷淋量不高于仅处理酸洗废酸时的处理量。
本发明采用对混酸废液污泥进行预处理后,喷入混酸再生系统的焙烧炉对其进行无害化处理,其工艺原理如下:
H2O(液)= H2O(气);
HNO3(水溶液)= HNO3(气),硝酸蒸发;
HF(水溶液)= HF(气),氢氟酸蒸发;
MeF2(水溶液)+H2O(气)= MeO(固)+2HF(气),氟化物分解;
Me(NO3)2 +H2O(气)→ MeO(固)+2HNO3(气),硝酸盐解;
2 HNO3(气)= NO2(气)+H2O(气)+O2(气),硝酸分解;
NO2 → NO+1/2O2;
……
后续,通过混酸再生系统的其它工艺段(吸收、洗涤、冷却、氧化等),实现硝酸及氢氟酸的回收,氧化物则通过酸再生铁粉回收工艺段实现回收。
与现有技术相比,本发明的有益效果:
本发明提供的这种不锈钢混酸废液污泥无害化处理方法,一方面可极大地减少酸性污泥产量,降低冶金企业的处置成本;另一方面也可将酸性污泥资源化,有利于混酸再生系统提高了F-、NO3-的回收率,并大量回收酸性污泥中的镍、铬、钛、钼等高价值金属离子,形成附加值高的固体金属氧化物,具有较高的经济价值,也可消除污泥产生的固体金属氧化物对企业前端冶炼系统的腐蚀,有效地保护前序设备的稳定运行。(发明人:郭金仓;高俊峰;丁煜;王军)