
申请日2019.08.12
公开(公告)日2019.10.15
IPC分类号C02F11/04; C02F11/121; C02F11/13
摘要
本发明涉及一种市政污泥高温纯氧曝气发酵生产系统及工艺,属于环保工程技术领域。该生产系统以脱水污泥为基础原料,包括搅拌模块、发酵模块、干燥模块和仓储模块,通过输送通道依次连接,所述搅拌模块包括混合搅拌器、发酵菌投加器和有机辅料仓,所述混合搅拌器设有脱水污泥自动输入装置,所述发酵模块包括高温发酵主机、制氧机和尾气处理装置,并设有加热装置,所述干燥模块为筛分空气干燥机,所述干燥模块和仓储模块分别设有输送通道连接回混合搅拌器。本发明设计的污泥发酵生产系统利用高温发酵菌、纯氧发酵,实现高温、快速作业;利用返料降低成本,整体运行能耗成本较低,占地面积小、节约空间。
权利要求书
1.一种市政污泥高温纯氧曝气发酵生产系统,其特征在于,所述生产系统包括搅拌模块、高温发酵模块、干燥模块和仓储模块,各模块之间通过输送通道依次连接,所述搅拌模块用于混合搅拌生产用的原料及各种辅料,制成发酵料,所述高温发酵模块对搅拌模块输送的发酵料在90℃高温和纯氧曝气的条件下进行发酵,发酵在24~48小时内完成;所述干燥模块对发酵模块输送来的发酵完毕的物料进行干燥,并回收部分有机辅料;所述仓储模块储存干燥模块输送来的干燥完毕的最终产物;所述干燥模块和仓储模块分别设有输送通道连接搅拌模块,将各自处理的部分物料回输到搅拌模块,进行返料。
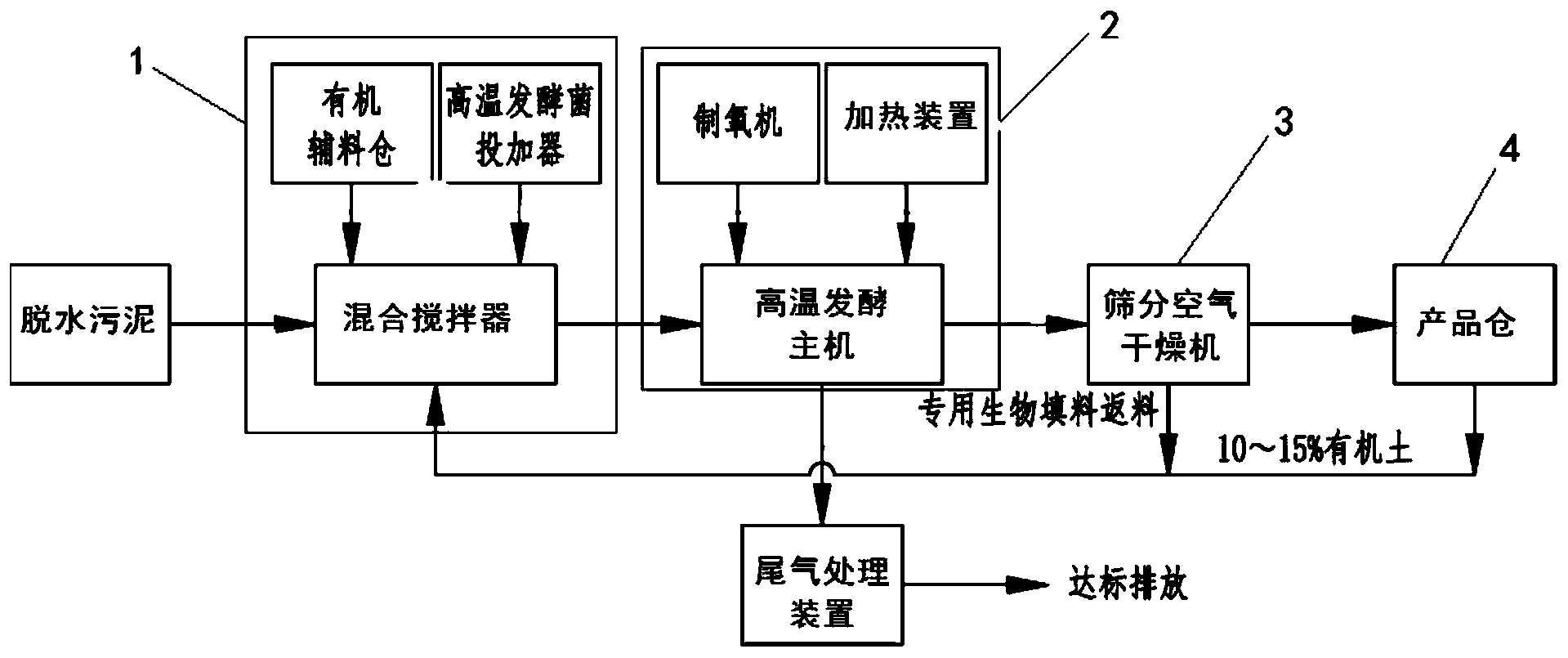
2.根据权利要求1所述的市政污泥高温纯氧曝气发酵生产系统,其特征在于,所述搅拌模块包括混合搅拌器、发酵菌投加器和有机辅料仓,所述混合搅拌器设有自动输料装置,所述发酵菌投加器定量向混合搅拌其中投加耐高温发酵菌,所述有机辅料仓通过螺旋输送器向混合搅拌器中投加辅料;所述高温发酵模块包括高温发酵主机、制氧机和尾气处理装置,并设有加热装置,所述加热装置为高温发酵主机提供热源,所述制氧机管道连接发酵主机内部为其提供氧气,所述尾气处理装置管道连接高温发酵主机,处理发酵过程中排放的气体;所述干燥模块包括筛分空气干燥机;所述仓储模块为产品仓,所述混合搅拌器、高温发酵主机、筛分空气干燥机和产品仓通过输送通道依次连接,所述筛分空气干燥机和产品仓分别通过输送通道连接混合搅拌器的进料端。
3.根据权利要求2所述的市政污泥高温纯氧曝气发酵生产系统,其特征在于,所述高温发酵主机中设有氧含量传感器和温度传感器,并信号连接所述高温发酵主机的控制单元,所述高温发酵主机的控制单元电连接制氧机和加热装置,通过氧含量传感器检测的数据信号控制制氧机的启停,通过温度传感器检测的温度数据控制加热装置的启停。
4.根据权利要求3所述的市政污泥高温纯氧曝气发酵生产系统,其特征在于,所述生产系统以脱水污泥为基础原料生产出能够再利用的有机土,所述产品仓存储的是生产系统制得的有机土,所述产品仓通过输送通道将部分有机土输送回混合搅拌器中,所述产品仓回输到混合搅拌器中的有机土的量占混合搅拌器中脱水污泥总量的10%~15%。
5.根据权利要求4所述的市政污泥高温纯氧曝气发酵生产系统,其特征在于,所述混合搅拌器中投加的辅料中包括发酵专用生物填料,所述筛分空气干燥机在干燥过程中筛分回收发酵专用生物填料,并通过输送通道回输到混合搅拌器中。
6.根据权利要求5所述的市政污泥高温纯氧曝气发酵生产系统,其特征在于,所述混合搅拌器、高温发酵主机和筛分空气干燥机均设有定时自动卸料装置,达到设定的操作时间后,会将其中的物料自动卸到输送通道上,送往下一个功能模块。
7.根据权利要求5所述的市政污泥高温纯氧曝气发酵生产系统,其特征在于,脱水污泥的初始含水量为60%~80%,经混合搅拌器处理后含水量降为50%,再经高温发酵主机处理后含水量降为35%以下,最后经筛分空气干燥机处理后含水量降为30%~25%。
8.一种如根据权利要求7所述的市政污泥高温纯氧曝气发酵生产系统的工艺,其特征在于,包括以下步骤:
(1)向混合搅拌器内加入脱水污泥,脱水污泥经搅拌破碎后,与投加的高温发酵菌、有机辅料、回收的发酵专用生物填料返料、有机土返料混合,将污泥的含水率从60%~80%降至50%,卸料后由螺旋输送器输送入高温发酵主机;
(2)在高温发酵主机内,通过加热装置预热,混料迅速反应升温,在纯氧曝气,90℃以上的环境下,进行24~48小时高温、快速发酵,发酵过程中由高温发酵主机的控制单元依据氧含量传感器和温度传感器检测的环境条件数据控制制氧机和加热装置工作,发酵完毕后,将污泥的含水率从50%降至35%以下,卸料后再由螺旋输送器输送到筛分空气干燥机;
(3)在筛分空气干燥机内,进行风干,常温下将污泥的含水率从35%降至30%~25%,干燥的同时通过筛分回收发酵专用生物填料,并通过输送带将回收的发酵专用生物填料运送回混合搅拌器中参与下一生产过程,减少有机辅料的用量;
(4)经发酵、干燥后的脱水污泥即得有机土产品,由螺旋输送器运送到产品仓中存储,有机土产品仓通过输送带对混合搅拌器进行10%~15%有机土返料,进一步减少有机辅料用量。
说明书
一种市政污泥高温纯氧曝气发酵生产系统及工艺
技术领域
本发明涉及环保工程技术领域,具体涉及一种市政污泥高温纯氧曝气发酵生产系统及工艺。
背景技术
目前我国市政污泥的日产量已超过10万吨/天,处理后含水率低于60%的技术通常为热干化。热干化是不在常温条件下的干化处理技术,系统耗能,运营成本高;同时配套设备较多,占地面积大;加热过程中会产生烟气、臭气,污染环境;且污泥资源未加以应用。现有技术中也存在通过对污泥进行发酵利用的做法,但大多发酵效率低、生产成本高,技术难以大范围的推广利用。
发明内容
为解决现有技术中存在的问题,本发明专利设计了一种发酵效率高、实现污泥再利用的高温纯氧曝气生产系统,所述生产系统包括搅拌模块、高温发酵模块、干燥模块和仓储模块,各模块之间通过输送通道依次连接,所述搅拌模块用于混合搅拌生产用的原料及各种辅料,制成发酵料,所述高温发酵模块对搅拌模块输送的发酵料在90℃高温和纯氧曝气的条件下进行发酵,发酵在24~48小时内即可完成;所述干燥模块对发酵模块输送来的发酵完毕的物料进行干燥,并回收部分有机辅料;所述仓储模块储存干燥模块输送来的干燥完毕的最终产物;所述干燥模块和仓储模块分别设有输送通道连接搅拌模块,将各自处理的部分物料回输到混合搅拌器中,进行返料。本生产系统以市政污水处理产生的污泥,进行脱水后将脱水污泥在90℃高温的条件下进行发酵最后制得可以再利用的有机土,发酵效率高,同时发酵是在纯氧曝气的环境下进行,进一步的促进了发酵菌的高效催化,发酵速度块,最后还通过干燥模块和仓储模块进行返料,有效的降低了生产成本,提高了生产效率。得到的最终产物有机土可以直接应用于农业生产中,实现了污泥的再利用。
进一步的,所述搅拌模块包括混合搅拌器、发酵菌投加器和有机辅料仓,所述混合搅拌器设有自动输料装置,所述发酵菌投加器定量向混合搅拌其中投加耐高温发酵菌,所述有机辅料仓通过螺旋输送器向混合搅拌器中投加辅料;所述高温发酵模块包括高温发酵主机、制氧机和尾气处理装置,并设有加热装置,所述加热装置为高温发酵主机提供热源,所述制氧机管道连接发酵主机内部为其提供氧气,所述尾气处理装置管道连接发酵主机,处理发酵过程中排放的气体;所述干燥模块包括筛分空气干燥机;所述仓储模块为产品仓,所述混合搅拌器、高温发酵主机、筛分空气干燥机和产品仓通过输送通道依次连接,所述筛分空气干燥机和有机土产品仓分别通过输送通道连接混合搅拌器的进料端。
进一步的,所述高温发酵主机中设有氧含量传感器和温度传感器,并信号连接所述高温发酵主机的控制单元,所述高温发酵主机的控制单元电连接制氧机和加热装置,通过氧含量传感器检测的氧含量数据信号控制制氧机的启停,通过温度传感器检测的温度数据控制加热装置的启停。通过传感器实时监测高温发酵主机中的发酵环境条件,随时补充氧气和热源,保证发酵能在最佳的条件下进行,维持高的生产效率。
进一步的,所述生产系统以脱水污泥为基础原料生产出能够再利用的有机土,所述产品仓存储的是生产系统制得的有机土,所述产品仓通过输送通道将部分有机土输送回混合搅拌器中,所述产品仓回输到混合搅拌器中的有机土的量占混合搅拌器中脱水污泥总量的10%~15%。有机土干燥,混合后可降低脱水污泥的含水量,同时有机土加入到发酵物料中,可增加发酵物料的孔隙,使发酵菌充分接处氧气,提高发酵的速率。
进一步的,所述混合搅拌器中投加的辅料中包括发酵专用生物填料,所述筛分空气干燥机在干燥过程中筛分回收发酵专用生物填料,并通过输送通道回输到混合搅拌器中。发酵专用生物填料不参与发酵反应,通过筛分空气干燥机进行干燥回收,并输送回搅拌器,实现填料的循环利用,有效的减少了新辅料的用量,降低了生产成本。
进一步的,所述混合搅拌器、高温发酵主机和筛分空气干燥机均设有定时自动卸料装置,达到设定的操作时间后,会自动卸料到输送通道上,送往下一个功能模块。对每一个功能模块都设定处理时间,在达到处理时间后自动卸料输送,混合搅拌器也实现定时定量自动向内加料,整个生产过程自动运行,生产高效有序。
进一步的,整个生产系统中脱水污泥的初始含水量为60%~80%,经混合搅拌器处理后含水量降为50%左右,再经高温发酵主机发酵处理后含水量降为35%以下,最后经筛分空气干燥机处理后含水量降为30%~25%。经三级处理,脱水污泥的含水量明显下降。
同时,本发明还设计了上述市政污泥高温纯氧曝气发酵生产系统的生产工艺,包括以下步骤:
1)向混合搅拌器内加入脱水污泥,脱水污泥经搅拌破碎后,与投加的高温发酵菌、有机辅料、回收的发酵专用生物填料返料、有机土返料等混合,将污泥的含水率从60%~80%降至50%左右,卸料后由螺旋输送器输送入高温发酵主机;
2)在高温发酵主机内,通过加热装置预热,混料迅速反应升温,在纯氧曝气,90℃以上的环境下,进行24~48小时高温、快速发酵,发酵过程中由高温发酵主机的控制单元依据氧含量传感器和温度传感器检测的环境条件数据控制制氧机和加热装置工作,发酵完毕后,将污泥的含水率从50%降至35%以下,卸料后再由螺旋输送器输送到筛分空气干燥机;
3)在筛分空气干燥机内,进行风干,常温下将污泥的含水率从35%降至30%~25%,干燥的同时通过筛分回收发酵专用生物填料,并通过输送带将回收的发酵专用生物填料运送回混合搅拌器中参与下一生产过程,减少有机辅料的用量;
4)发酵、干燥后的脱水污泥即得有机土产品,由螺旋输送器运送到产品仓中存储,有机土产品仓通过输送带对混合搅拌器进行10%~15%有机土返料,进一步减少有机辅料用量。
与现有技术相比,本发明专利设计的市政污泥高温纯氧曝气发酵生产系统具有以下进步,首先,添加的是高温发酵菌,高温发酵主机在90℃高温下进行发酵,发酵效率高;再者,发酵全过程采用纯氧曝气,与传统的空气曝气相比,发酵菌催化速率明显提升,进一步的提高了发酵效率;还有,设计了筛分空气干燥机对发酵完毕的物料中的发酵填料进行回收并返料至混合搅拌器中,增加搅拌器中物料的孔隙率、减少有机辅料应用,降低了生产成本。发明专利的生产系统通过混合搅拌器、高温曝气发酵机组、筛分空气干燥机将污泥分三级处理,将含水量高达60%~80%的污泥制成含水量25%的有机土,并经发酵处理消除其中的有害物质,进行再利用,整个生产过程高效、成本低,便于推广利用。(发明人:李地超;刘胜军;黄志刚)