
申请日2018.08.16
公开(公告)日2018.12.14
IPC分类号C02F9/14; C02F103/32
摘要
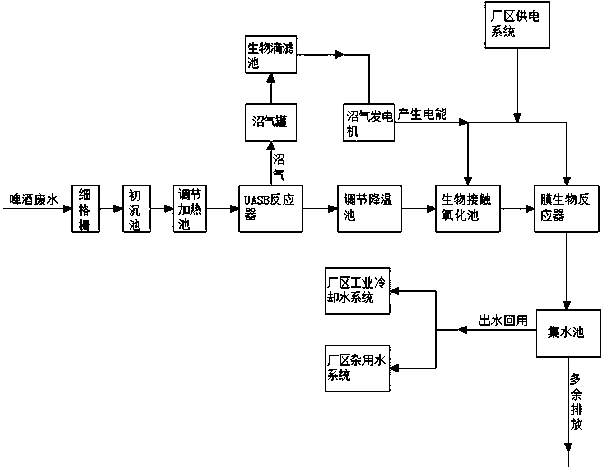
本发明公开了一种自供能循环式处理啤酒厂废水的方法,经过预处理的废水依次经过UASB反应器、生物接触氧化池、膜生物反应器处理后,再回用;其中,UASB反应器产生的沼气经生物滴滤池脱硫后,供沼气发电机为生物接触氧化池、膜生物反应器供电。本发明通过将三种技术联用,形成组合工艺,充分发挥了三种反应单元的效能,较传统处理技术更加高效对啤酒厂混合废水中的有机污染物进行降解并进行深度处理,节约成本,较大地降低了废水对于环境的污染,同时对处理过程中产生的沼气及处理后的中水进行回用,实现了沼气与废水的资源化利用,改善了传统啤酒生产工艺中高耗能、高耗水的问题,其具有很强的实用性和广泛的适用性及更加广阔的发展前景。
权利要求书
1.一种自供能循环式处理啤酒厂废水的方法,其特征在于,经过预处理的废水依次经过UASB反应器、生物接触氧化池、膜生物反应器处理后,再回用;
其中,UASB反应器产生的沼气经生物滴滤池脱硫后,供沼气发电机为生物接触氧化池、膜生物反应器供电。
2.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述预处理包括进水断面设有细格栅的初沉池。
3.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述UASB反应器的进水端设有调节水质、水量的调节加热池;
所述水质的调节方法包括:废水自然接触空气、于池中设置曝气装置;
所述水量的调节方法包括:于出水端设置水量调节阀;
所述加热的调节方法包括:在池壁四周布设电热丝,在池中央设置温度传感器并通过电导线连接至池边的控制箱中。
4.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述生物接触氧化池的进水端设有调节溶氧含量的调节降温池;
所述溶氧含量的调节方法包括:废水自然接触空气、于池中设置曝气装置;
所述降温的调节方法包括:自然冷却、于池中设置曝气装置。
5.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述UASB反应器的工作流程为:
T1、废水经提升泵提升至 UASB 反应器,进行厌氧发酵产酸产气反应,降解BOD与COD;
T2、UASB反应器产生的沼气通入沼气罐进行储存。
6.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述UASB反应器的启动过程,依次包括:污泥驯化期、提高负荷期和满负荷运行期;
其中,污泥驯化期包括:
B1、在 UASB 反应器中接种城市污水处理厂的厌氧消化脱水污泥;
B2、用啤酒厂混合废水活化接种污泥;
B3、向反应器中进水,进行厌氧反应器的启动调试;
B4、启动过程中采用连续进水,保持进水浓度为啤酒厂混合废水原废水浓度,逐步增加水力负荷,使厌氧污泥得到驯化。
7.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述生物接触氧化池为一段鼓风曝气直流式接触氧化池,废水进入后进行好氧生化反应。
8.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述膜生物反应器为一体式好氧膜生物反应器,工作流程包括:
V1、废水流入膜生物反应器,反应器中曝气区的活性污泥去除废水中残存的有机污染物,并通过膜组件中的微滤膜截留悬浮物质、微生物、病原体、细菌。
9.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述再回用包括:
处理后的废水储存于集水池中,经离心泵抽取至啤酒厂中冷却系统或厂区内杂用水系统,循环利用。
10.根据权利要求1所述的一种自供能循环式处理啤酒厂废水的方法,其特征在于,所述生物滴滤池装填聚丙烯填料,循环液pH值为6-8,温度在 26-30 ℃,气体空床停留时间为160S。
说明书
一种自供能循环式处理啤酒厂废水的方法
技术领域
本发明涉及一种处理废水的方法,具体涉及一种自供能循环式处理啤酒厂废水的方法。
背景技术
啤酒是世界通用性饮料,啤酒生产过程中用水量很大,特别是酿造、灌装工序过程中,使用大量新鲜水,相应废水量也较大。
啤酒废水主要含糖类、醇类等有机物,同时含有费硅藻土、食物残渣、碎土石渣等物质,有机物浓度较高,无毒,但易于腐败,排入水中需要消耗大量溶解氧,对水体环境造成严重危害。
自20世纪80年代以来,我国啤酒行业迅速崛起,目前为止我国啤酒生产厂已有1000多家,啤酒年产量达4483.04万吨;啤酒厂废水如不经处理,每生产100吨啤酒所排放出的BOD值相当于14000人生活污水的生化需氧量值,悬浮固体相当于8000人生活污水的SS,污染程度十分严重。随着啤酒行业的日益发展,啤酒废水的排放量逐年增加。因此,如何高效处理啤酒废水已经引起了广大研究者的关注。
目前,国内多数啤酒厂主要采用传统生化法处理废水,该类传统处理方法往往类型单一、能耗高、占地大、抗冲击能力差、处理效率低且处理后的水质无法达到回用标准而直接排放,对水资源造成了极大地浪费。
鉴于此,迫切需要一种新的组合方法,在满足啤酒厂废水处理效果的前提下,节约成本,并尽可能多的对啤酒厂处理废水进行回用及对处理啤酒厂废水过程中所产生的能源进行再利用,满足当下对于水环境保护与废水资源化利用的要求。
发明内容
为解决现有技术的不足,本发明的目的在于提供一种能够节约成本、减少能耗,有较好的处理效果的适用于啤酒厂的自供能循环式废水处理方法。
为了实现上述目标,本发明采用如下的技术方案:
一种自供能循环式处理啤酒厂废水的方法,包括如下步骤:
(1)废水预处理阶段,
(2)UASB反应器污染物厌氧发酵产酸产气阶段,
(3)生物接触氧化池好氧降解污染物阶段,
(4)膜生物反应器深度处理废水阶段,
(5)处理后中水、脱硫后沼气再利用阶段。
步骤(1)所述的废水预处理阶段的具体步骤为:
S1、啤酒厂混合废水经细格栅去除悬浮物后进入初沉池,沉淀废水中的细小悬浮物;
S2、采用连续流运行方式,废水经初沉池泥水分离后,自流入调节加热池,对废水的水质水量进行调节,并在水温较低时进行加热至适宜UASB反应器的反应温度;
步骤(2)所述的UASB反应器污染物厌氧发酵产酸产气阶段的具体步骤为:
T1、废水经调节加热池调节后,由提升泵提升至 UASB 反应器,进行厌氧发酵产酸产气反应,使大部分的BOD与COD得到降解,UASB反应器单元污泥床层的污泥颗粒化,污泥体积指数高、剩余污泥量少、HRT短、产水能力大、能产生沼气、能耗低、不需要搅拌动力,运行稳定,对进水有机物浓度波动具有较大的适应性;
T2、将UASB反应器产生的沼气首先通入沼气罐进行储存,再从沼气罐进入生物滴滤池进行脱硫反应,将脱硫后的沼气通入沼气发电机进行发电。
步骤(3)所述的生物接触氧化池好氧降解污染物阶段的具体步骤为:
U1、UASB反应器的出水自流入调节降温池,待温度降低、溶氧含量恢复后自流入生物接触氧化池,进行好氧生化反应;生物接触氧化池对冲击负荷有较好的适应能力,能够较好的适应啤酒厂不同阶段的进水负荷,且操作简单、维护管理方便,不发生污泥膨胀现象,污泥产量少。
步骤(4)所述的膜生物反应器深度处理废水阶段的具体步骤为:
V1、生物接触氧化池的出水自流入膜生物反应器,反应器中曝气区的活性污泥对废水中残存有机污染物进行深度去除,并通过膜组件中微滤膜截留悬浮物质、微生物、病原体、细菌等;膜生物反应器出水水质稳定,基本没有悬浮物,微滤膜的机械截流作用能够避免微生物流失,始终保持较高的污泥浓度,SRT长,剩余污泥量少,结构紧凑,易于一体化自动控制,管理方便。
处理后水质达到工业回用水水质标准及市政杂用水水质标准。
步骤(5)所述的处理后中水、脱硫后沼气再利用阶段的具体步骤为:
W1、生物接触氧化池的出水自流入集水池进行储存,多余的出水进行排放,抽水泵抽取集水池中储水回流至啤酒厂中冷却系统或厂区内杂用水系统,循环利用;
W2、沼气发电机的产电分别供给至生物接触氧化池的曝气系统及膜生物反应器的曝气系统,以上两系统优先使用沼气发电机产电,不足的电能由厂区供电系统供给。
进一步的,所述步骤S1中细格栅为转鼓式细格栅,根据啤酒厂实际废水量大小设置2-3台。
进一步地,所述步骤S2中的调节加热池优选呈长方体状,通过在池壁四周布有电热丝调节加热,在池中央设有温度传感器并通过电导线连接至池边控制箱中;
通过出水端设置的水量调节阀调节水量;
通过废水自然接触空气,或于池中设置曝气装置调节水质,曝气装置可由沼气发电机的产电供给。
进一步地,所述步骤T1中的启动UASB反应器的过程为:
反应器的启动过程可分为 3 个阶段:污泥驯化期、提高负荷期和满负荷运行期。
首先,在 UASB 反应器中接种城市污水处理厂的厌氧消化脱水污泥,之后用啤酒厂混合废水活化接种污泥,使污泥基本适应啤酒厂生产废水水质,然后向反应器中进水,进行厌氧反应器的启动调试。
UASB 反应器在启动过程中采用连续进水,保持进水浓度为啤酒厂混合废水原废水浓度,逐步增加水力负荷,使厌氧污泥得到驯化。
进一步地,所述步骤T2中的沼气罐呈圆柱形,根据UASB反应器实际产气量设计大小与数量。
进一步地,所述步骤T2中的生物滴滤池装填聚丙烯填料,控制循环液 pH值在6-8,优选为7,温度在26-30℃,优选为28.5 ℃,气体空床停留时间 160S。
进一步地,所述步骤U1中的生物接触氧化池为一段鼓风曝气直流式接触氧化池。
进一步地,所述步骤U1中的调节降温池呈长方体状,优选采用自然降温,敞开式设计,池四周设置较好的通风条件。
池内也可设置由沼气发电机的产电供给的曝气装置,通过曝气增加氧容量,同时搅动水体,热交换提高降温的效率。
进一步地,所述步骤V1中的膜生物反应器为一体式好氧膜生物反应器。
进一步地,所述步骤W1中的集水池优选呈长方体状,且在池末端设有两台自吸式离心泵,一用一备,向啤酒厂冷却系统及啤酒厂厂区杂用水系统供水。
进一步地,所述步骤W2中生物接触氧化池曝气系统及膜生物反应器曝气系统均设有自动电源切换装置,优先使用沼气发电机产电供电,供电不足时自动切换连接至厂区电源供电。
本发明的有益之处在于:
与现有技术相比,本发明的一种自供能循环式处理啤酒厂废水的方法,具有以下优点:
(1)、UASB反应器能够对啤酒厂混合废水中高浓度的有机污染物进行初步有效的去除,并能同时产生沼气作为能源。
(2)、经过 UASB反应器厌氧处理后,进入生物接触氧化池的有机物含量大大减少,能够降低好氧处理阶段的能耗及污泥产量,因此采用占地较小一段鼓风曝气直流式接触氧化池便能取得较好的好氧处理效果。
(3)、一体式膜生物反应器对污染物去除效率高,能够对经前两个单元处理后的废水进行充分的深度处理,且废水经前两个单元处理后有机物浓度已较低,悬浮物质较少,不易堵塞微滤膜,能够提高微滤膜的使用寿命。
(4)、将UASB反应器、生物接触氧化、膜生物反应器三种工艺有机结合形成厌氧-好氧-好氧组合工艺,物理处理与生物处理相结合,能够充分发挥三种处理单元的效能,较传统处理工艺能更加高效地降解去除啤酒厂混合废水中的有机污染物并对废水进行深度处理达到工业回用水水质标准及市政杂用水水质标准,同时能够较大地减少初期投资及运行管理费用。
(5)、UASB反应器前后分别设置的调节加热池与调节降温池能够对进入反应单元的水质、水量进行调节,同时能够保持进水水温在各反应单元的最适温度范围内,使各反应单元始终在高效段运转。
(6)、生物滴滤池能够对UASB反应器产生沼气进行充分脱硫,使沼气发电机能够更高效完全地利用沼气。
(7)、沼气发电机能够利用脱硫后沼气进行发电并将电能直接用于生物接触氧化池与膜生物反应器的曝气系统,大大降低所需能耗。
(8)、经膜生物反应器深度处理后的达标中水可回用于啤酒厂中冷却系统或供给厂区杂用水,循环利用,降低了生产过程中的水耗,实现了废水的资源化利用。
(9)、整个过程自动化程度高,耗能少,占地小,操作简便。