
申请日2005.10.14
公开(公告)日2006.05.31
IPC分类号C02F9/14; C02F1/52; C02F3/30
摘要
本发明涉及一种节能型焦化废水脱氮工艺,该工艺包括预处理、生化处理、混凝沉淀处理阶段,其特征在于:在生化处理阶段,控制一部分废水中的氨氮硝化到亚硝酸盐氮阶段,再与另一部分原废水进行厌氧氨氧化脱氮,然后再进行二段好氧处理,将厌氧氨氧化池排出的亚硝酸盐及有机污染物进一步处理,使其出水达标。有益效果是利用原废水中的氨氮作为电子供体,不需外加碳源和酸碱中和药剂,且为部分废水供氧曝气,使氨氮氧化到亚硝化段,氧气量消耗较低,双向节省动力,外加药剂量也大大降低,可大大降低废水处理的基建投资和运行成本,提高脱氮率,处理成本可降至3-4元/m3。
权利要求书
1、节能型焦化废水脱氮工艺,该工艺包括预处理、生化处理、混凝沉淀处理阶段, 其特征在于:在生化处理阶段,控制一部分废水中的氨氮硝化到亚硝酸盐氮阶段,再与另 一部分原废水进行厌氧氨氧化脱氮,然后再进行二段好氧处理,将厌氧氨氧化池排出的亚 硝酸盐及有机污染物进一步处理,使其出水达标;在好氧生物反应池内控制温度为30-40 ℃,pH值为8.1~8.3,污泥龄50~60天,DO控制在1mg/l左右;厌氧反应池温度控制 在35-45℃。
2、根据权利要求1所述的节能型焦化废水脱氮工艺,其特征在于将氨氮氧化控制在 亚硝酸盐阶段,水力停留时间为8~12小时,在好氧生物反应池内控制氨氮亚硝酸化至 NH3-N∶NO2 --N=1.3~2∶1,在厌氧生物反应池内不需加原水,利用剩余氨氮和 NO2 --N发生厌氧氨氧化反应。
3、根据权利要求1所述的节能型焦化废水脱氮工艺,其特征在于将氨氮氧化控制在 亚硝酸盐阶段,水力停留时间为:10~18小时,在好氧生物反应池内将氨氮完全转化为 NO2 --N,在厌氧生物反应池内加入另一部分原水,使保证NH3-N∶NO2 --N=1.3~2∶ 1,利用原水中的氨氮与NO2 --N发生厌氧氨氧化反应。
说明书
节能型焦化废水脱氮工艺
技术领域
本发明涉及焦化废水处理技术领域,尤其是一种节能型焦化废水脱氮工艺。
背景技术
我国焦化废水生物脱氮技术是从八十年代末开始研究的,九十年代中期取得了A/O全 程硝化生物脱氮技术成果。而A-O-O亚硝化节能生物脱氮技术是在原来A/O全程硝化生物 脱氮工艺基础上开发的,是将好氧池中微生物培养驯化成亚硝化菌,再进行反硝化脱氮。 目前,国内外广泛采用上述工艺。但上述工艺存在许多弊端,例如,能耗高,反硝化过程 中是以可生物降解的有机碳作为电子供体,对难生物降解的废水需外加碳源;氨氮硝化必 须外加大量酸碱中和来维持系统的正常运行;动力消耗大等。处理成本大致在7-8元/m3。
发明内容
本发明的目的是提供一种节能型焦化废水脱氮工艺,该工艺是控制一部分废水中的氨 氮硝化到亚硝酸盐氮阶段,再与另一部分原废水进行厌氧氨氧化脱氮,该工艺可大大降低 废水处理的基建投资和运行成本,提高脱氮率。
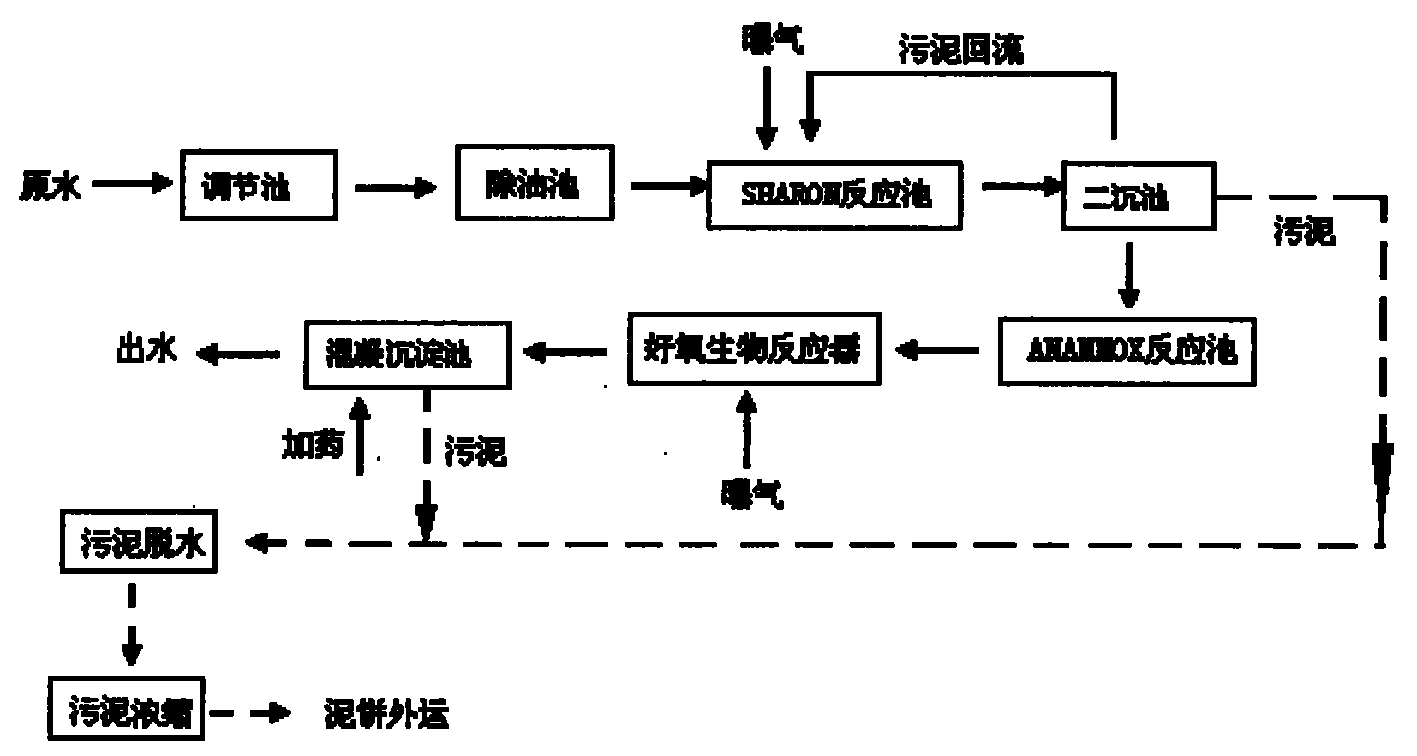
节能型焦化废水脱氮工艺,该工艺包括预处理、生化处理、混凝沉淀处理阶段,其特 征在于:在生化处理阶段,控制一部分废水中的氨氮硝化到亚硝酸盐氮阶段,再与另一部 分原废水进行厌氧氨氧化脱氮,然后再进行二段好氧处理,将厌氧氨氧化池排出的亚硝酸 盐及有机污染物进一步处理,使其出水达标;在好氧生物反应池内控制温度为30-40℃, pH值为8.1~8.3,污泥龄50~60天,DO控制在1mg/l左右;厌氧反应池温度控制在 35-45℃。
将氨氮氧化控制在亚硝酸盐阶段,通过控制水力停留时间控制氨氮亚硝酸化的程度, 可以采用两种不同的进水方式:
一种是将氨氮氧化控制在亚硝酸盐阶段,水力停留时间为8~12小时,在好氧生物反 应池内控制氨氮亚硝酸化至NH3-N∶NO2 --N=1.3~2∶1,在厌氧生物反应池内不需加 原水,利用剩余氨氮和NO2 --N发生厌氧氨氧化反应;
另一种是将氨氮氧化控制在亚硝酸盐阶段,水力停留时间为10~18小时,在好氧生 物反应池内将氨氮完全转化为NO2 --N,在厌氧生物反应池内加入另一部分原水,使NH3-N ∶NO2 --N=1.3~2∶1,利用原水中的氨氮与NO2 --N发生厌氧氨氧化反应。
本发明节能型焦化废水脱氮工艺与现有技术相比的有益效果是:利用原废水中的氨氮 作为电子供体,不需外加碳源和酸碱中和药剂,且为部分废水供氧曝气,使氨氮氧化到亚 硝化段,氧气量消耗较低,双向节省动力,外加药剂量也大大降低,可大大降低废水处理 的基建投资和运行成本,提高脱氮率,将废水生物脱氮处理技术提高到一个新的水平。具 有流程短、建设资金节省、运行费用低、处理效率高等优点,处理后的水可直接回用于熄 焦或达标排放,处理成本可降至3-4元/m3。