
申请日2009.07.20
公开(公告)日2010.05.12
IPC分类号C02F9/14; C02F103/36; C02F3/12; C02F3/30
摘要
本实用新型涉及一种1,3-丙二醇废水处理装置;是由集水箱、水质调节箱、泵、加热器、UASB厌氧反应器、SBR好氧反应器、二沉池依次连接组合而成;UASB厌氧反应器是升流式厌氧污泥床反应器,厌氧污泥床是由带有厌氧菌的填料构成,废水入口位于厌氧污泥床下方,消化气出口设在厌氧污泥床上方,床体底部是污泥反应区,中部是悬浮液反应区,上部是澄清区,澄清区设有气、液、固三相分离器,UASB厌氧反应器出水溢流口与SBR好氧反应器的上部入口连接;SBR好氧反应器内安装曝气头,内装有含有好氧菌群的活性污泥,SBR好氧反应器的排除口设在下部,与二沉池入口连接;可有效去除有机污染物,投资低、能耗低、生产成本低。
权利要求书
1.一种1,3-丙二醇废水处理装置,其特征在于:是由集水箱、水质调节箱、泵、加热器、UASB厌氧反应器、SBR好氧反应器、二沉池依次连接组合而成;UASB厌氧反应器是升流式厌氧污泥床反应器,厌氧污泥床是由带有厌氧菌的填料构成,废水入口位于厌氧污泥床下方,消化气出口设在厌氧污泥床上方,床体底部是污泥反应区,中部是悬浮液反应区,上部是澄清区,澄清区设有气、液、固三相分离器,UASB厌氧反应器出水溢流口与SBR好氧反应器的上部入口连接;SBR好氧反应器内安装曝气头,内装有含有好氧菌群的活性污泥,SBR好氧反应器的排水口设在下部,与二沉池入口连接。
说明书
一种1,3-丙二醇废水处理装置
技术领域:
本实用新型涉及的是一种高浓度有机废水1,3-丙二醇废水处理装置。
背景技术:
1,3-丙二醇(1,3-PDO)是一种重要的化工产品和化工原料,目前我国生产1,3-丙二醇的方法主要有化学合成法和生物发酵法两大类,化学合成法设备投资大、工艺要求严格、操作条件苛刻、副产物多、三废处理成本高。此外,化学合成法的最初原料是不可再生的石油,使得1,3-丙二醇的生产成本随石油资源的减少、油价的上升而上升,制约了1,3-丙二醇的发展。生物发酵法选择性高,操作条件温和,副产物少、污染少且容易处理,原料是可再生的淀粉或纤维素,因此近年来受到特别的重视。
目前,国内外有关生物发酵法生产1,3-丙二醇的研究报道不多,在其三废处理方面的研究尚未见报导。生物发酵法生产1,3-丙二醇所产生的废水,属于偏碱性高浓度有机物废水,此废水有机物含量高,其COD值约为30000mg/L,氨氮约为400mg/L,废水可生化性好,可采用生物处理技术对其废水进行处理。
实用新型内容:
本实用新型的目的是提供一种有效处理发酵法生产1,3-丙二醇废水的装置,采用UASB厌氧反应器与SBR好氧反应器组合。厌氧反应器内添加填料,增加微生物的生存空间,缩短厌氧反应器的启动时间。厌氧反应器出水再进入SBR好氧反应器中进行处理,该装置可承受较高负荷,对进水水质、水量的波动具有很好的适应性。可有效去除其中的有机污染物,具有设备投资低、运行能耗低、生产成本低等优点,使其出水满足污水综合排放GB8978-1996)的二级标准。
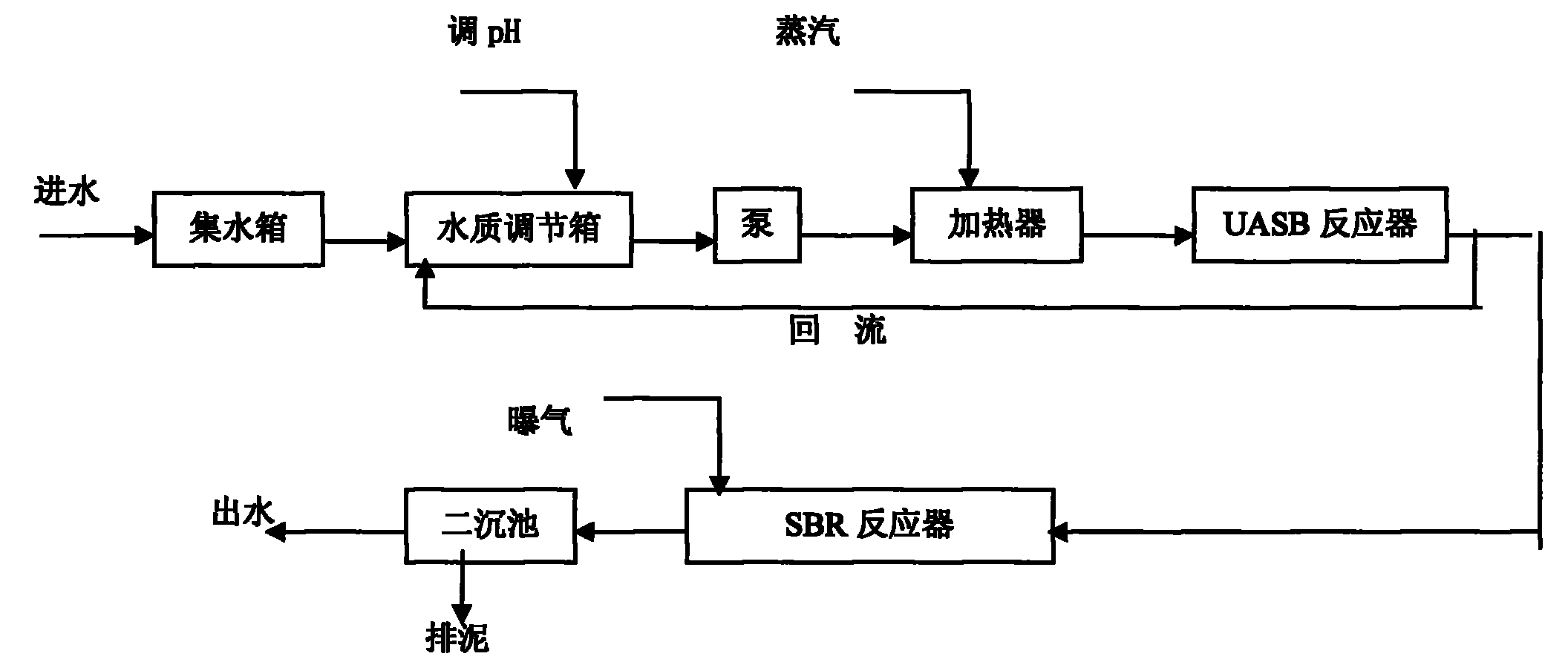
本实用新型所述的1,3-丙二醇废水处理装置是由集水箱、水质调节箱、泵、加热器、UASB厌氧反应器、SBR好氧反应器、二沉池依次连接组合而成;UASB厌氧反应器是升流式厌氧污泥床反应器,厌氧污泥床是由带有厌氧菌的填料构成,废水入口位于厌氧污泥床下方,消化气出口设在厌氧污泥床上方,床体底部是污泥反应区,中部是悬浮液反应区,上部是澄清区,澄清区设有气、液、固三相分离器,UASB厌氧反应器出水溢流口与SBR好氧反应器的上部入口连接;SBR好氧反应器内安装曝气头,内装有含有好氧菌群的活性污泥,SBR好氧反应器的排水口设在下部,与二沉池入口连接。
在水质调节箱内加入稀盐酸,电动搅拌,把废水的pH值调到8.8~9.0,通过循环泵打入UASB厌氧反应器内,通过微生物的厌氧发酵作用分解有机物。经UASB厌氧反应器处理后的水再进入SBR好氧反应器内,在反应器内加入一定量的活性污泥,曝气,通过电动搅拌进行有机物的进一步分解。
UASB厌氧处理工序,是指将1,3-丙二醇废水从UASB反应器的下部引入,废水在进入UASB前pH值调到8.8~9.0,反应器中放入填料,使废水中的大部分有机物在厌氧菌的作用下被分解,该菌群需经过驯化培养投放UASB反应器内,反应器内水流自下而上地通过厌氧污泥床,废水停留时间48小时,温度控制在34~36℃.SBR好氧处理工序,是指将经厌氧处理后从UASB反应器上部流出的废水引入SBR反应器内,废水pH值为7.0~7.2,反应器内安装曝气头,投加C、N、P及少量FeCl3、KCl、MgCl2、CaCl2等营养盐,使BOD5∶N∶P=100∶5∶1,曝气10~12小时。使未被分解的有机物被好氧菌群在曝气环境下氧化分解,水流采用下流式,即来自厌氧反应器的水流从好氧反应器的上部进入反应器内,好氧氧化分解后由反应器下部排出。
装置可承受较高负荷,对进水水质、水量的波动具有很好的适应性。
可有效去除有机污染物,具有设备投资低、运行能耗低、生产成本低等优点,且废水处理过程可以达到无害化,避免废水排放造成环境污染。
本发明具体的特点为:
1.UASB反应器属于高效厌氧反应器,废水在反应器内的停留时间较短,所需池容大大缩小。
2.良好的污泥床常可形成一个相当稳定的生物相,所形成的颗粒污泥或絮状污泥有良好的沉淀性能,对负荷冲击、温度和pH值的变化有一定的适应性。
3.设备简单,运行方便,不需设沉淀池和污泥回流装置。
4.SBR工艺系统组成简单,不设二沉池,无污泥回流设备。
5.运行操作灵活,通过调节各单元操作状态改变运行方式;各操作阶段及各运行指标可通过计算机加以控制,便于自控运行,易于维护管理。
6.污泥沉淀性能好,一般情况下不发生污泥膨胀。