
申请日2009.07.30
公开(公告)日2009.12.30
IPC分类号C02F9/10; C01C1/02; C02F1/20; C02F1/66; C02F1/02
摘要
本发明公开了一种高浓度氨氮废水资源化处理工艺,该工艺采用组合工艺对氨氮废水进行资源化处理。经本发明处理后,废水中氨氮由23200mg/L下降为8mg/L,达到国家一级排放标准,处理后的水可回用及景观绿化。同时,从高浓度氨氮废水中脱出来的氨气通过吸收塔吸收后,可回收18%~25%以上浓度的氨水,有一定的经济效益,且废水中氨氮浓度越高,效益越明显。
权利要求书
1.一种高浓度氨氮废水资源化处理工艺,其特征在于:该工艺包括如下步 骤:
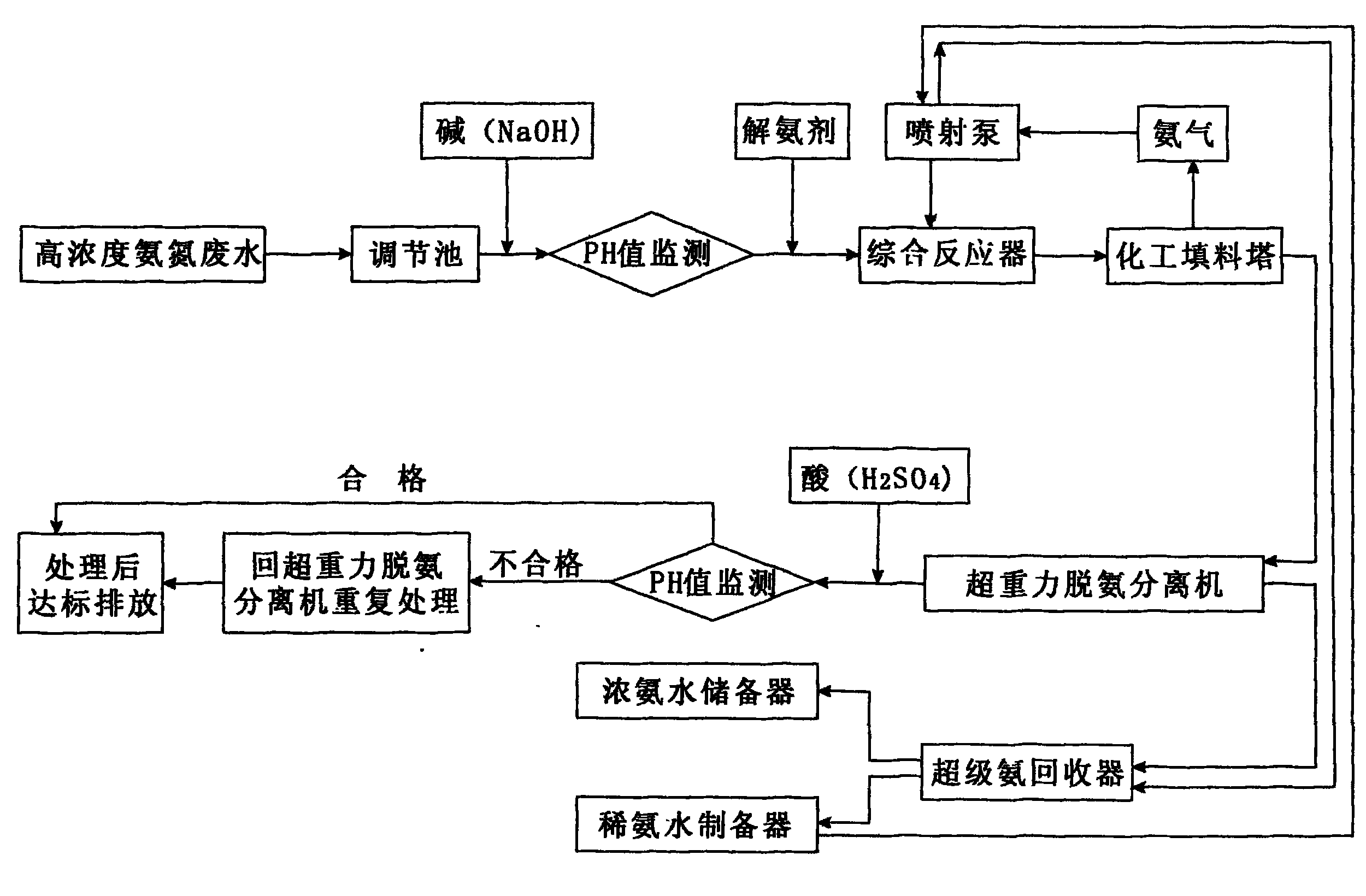
a.首先将高浓度氨氮废水注入调节池,在调节池内均质;
b.调节池出水经废水提升泵进入综合反应器,在进入综合反应器前加入pH 值调质剂,调节pH值到10.5~11.5,同时加入0.08%解氨剂,在综合反应器中 稀碱液泵和喷射泵循环喷射后回收解吸氨气的热量,同时将pH值调质剂和解氨 剂充分混匀;
c.预加热废水经废水泵控制流量送至化工填料塔,从塔上部进入,经废水 分布器均匀分布在填料上与塔底部上升的蒸汽热气流传质传热,塔内含氨气体 在塔上部与回流的雾化氨水接触传质传热,增浓后的氨气从塔顶排出,被喷射 泵抽出后送入超级氨回收器回收;
d.解吸氨后的塔底废水被高温泵泵入超重力脱氨分离机,进一步将少量残 留氨氮脱出达标后,向出水中加入硫酸,调节pH值至7~8后排放,未达标的 废水则返回超重力脱氨分离机重复进行处理,直至达标后排放,而脱出的含氨 气体进入超级氨回收器。
2.根据权利要求1所述一种高浓度氨氮废水资源化处理工艺,其特征在于: 该工艺还包括这一步骤:超级氨回收器回收的稀氨水进入稀氨水制备槽,稀氨 水制备槽中的稀氨水则被送回综合反应器进行增浓处理,最后浓氨水进入浓氨 水储备槽。
3.根据权利要求2所述一种高浓度氨氮废水资源化处理工艺,其特征在于: 所述超级氨回收器,其回收氨水第一级为循环氨水,回送到综合反应器回收水 份,同时清洗综合反应器上部分填料,确保回收氨水的质量,采用普通循环水 冷却;第二级为产品氨水,可能有少量的不凝性气体夹带氨气,在尾气吸收器 内被系统均匀补充的纯水净化后排至大气,采用低温冷水冷却。
4.根据权利要求1所述一种高浓度氨氮废水资源化处理工艺,其特征在于: 所述pH值调质剂为氢氧化钠或氢氧化钙。
5.根据权利要求1所述一种高浓度氨氮废水资源化处理工艺,其特征在于: 所述步骤b还包括提高进料的pH值,以加速氨的解吸,同时综合反应器中废水 pH值较高,可防止氨气溶解在喷射液中,造成温升过高及溶液蒸汽压过高,影 响喷射泵真空度。
说明书
高浓度氨氮废水资源化处理工艺
技术领域
本发明涉及废水处理技术领域,特别涉及一种高浓度氨氮废水资源化处理 工艺。
背景技术
近年来,随着城市人口的日益膨胀和工农业的不断发展,水环境污染事故 屡屡发生,对人、畜构成严重危害。许多湖泊和水库因氮、磷的排放造成水体 富营养化,严重威胁到人类的生产生活和生态平衡。氨氮是引起水体富营养化 的主要因素之一,为满足公众对环境质量要求的不断提高,国家对氮制订了越 来越严格的排放标准,研究开发经济、高效的除氮处理技术已成为水污染控制 工程领域研究的重点和热点。
氨氮存在于许多工业废水中,特别是钢铁、化肥、无机化工、铁合金、玻 璃制造、肉类加工和饲料等生产过程,均排放氨氮废水,其浓度取决于原料性 质、工艺流程、水的耗量及水的复用等。对一给定废水,选择技术方案主要取 决于:一是水的性质;二是处理效果;三是经济效益。以及处理后出水的最后 处置方法等。虽然有许多方法都能有效地去除氨,如物理方法有反渗透、蒸馏、 土壤灌溉;化学法有离子交换法、氨吹脱、化学沉淀法、折点氯化、电渗析、 电化学处理、催化裂解;生物方法有硝化及藻类养殖,但其应用于工业废水的 处理,必须具有应用方便、处理性能稳定、适应于废水水质及比较经济等优点, 因此,目前氨氮处理实用性较好的技术为:(1)生物脱氮法;(2)氨吹脱、汽 提法;(3)折点氯化法;(4)离子交换法。
生物脱氮可去除多种含氮化合物,其处理效果稳定,不产生二次污染,而 且比较经济,但有占地面积大、低温时效率低、易受有毒物质影响且运行管理 比较麻烦。氨吹脱、汽提工艺具有流程简单、处理效果稳定、基建费和运行费 较低等优点,但其缺点是生成水垢,在大规模的氨吹脱、汽提塔中,生成水垢 是一个严重的操作问题。如果生成软质水垢,可以安装水的喷淋系统;而如果 生成硬质水垢,不论用喷淋或刮刀均不能消除此问题。折点氯化法效果最佳, 不受水温影响,操作方便,投资省,但对于高浓度氨氮废水的处理运行成本很 高。离子交换法具有投资省、工艺简单、操作较为方便的优点,但对于高浓度 的氨氮废水,会使树脂再生频繁而造成操作困难,且再生液仍为高浓度氨氮废 水,需再处理。
因此,至今还没有寻找到一种通用的有效方法。
发明内容
本发明公开了一种高浓度氨氮废水资源化处理工艺,该工艺包括如下步骤:
a.首先将高浓度氨氮废水注入调节池,在调节池内均质;
b.调节池出水经废水提升泵进入综合反应器,在进入综合反应器前加入pH 值调质剂,调节pH值到10.5~11.5,同时加入0.08%解氨剂,在综合反应器中 稀碱液泵和喷射泵循环喷射后回收解吸氨气的热量,同时将pH值调质剂和解氨 剂充分混匀;
c.预加热废水经废水泵控制流量送至化工填料塔,从塔上部进入,经废水 分布器均匀分布在填料上与塔底部上升的蒸汽热气流传质传热,塔内含氨气体 在塔上部与回流的雾化氨水接触传质传热,增浓后的氨气从塔顶排出,被喷射 泵抽出后送入超级氨回收器回收;
d.解吸氨后的塔底废水被高温泵泵入超重力脱氨分离机,进一步将少量残 留氨氮脱出达标后,向出水中加入硫酸,调节pH值至7~8后排放,未达标的 废水则返回超重力脱氨分离机重复进行处理,直至达标后排放,而脱出的含氨 气体进入超级氨回收器。
该工艺还包括这一步骤:超级氨回收器回收的稀氨水进入稀氨水制备槽, 稀氨水制备槽中的稀氨水则被送回综合反应器进行增浓处理,最后浓氨水进入 浓氨水储备槽。
其中,所述超级氨回收器,其回收氨水第一级为循环氨水,回送到综合反 应器回收水份,同时清洗综合反应器上部分填料,确保回收氨水的质量,采用 普通循环水冷却;第二级为产品氨水,可能有少量的不凝性气体夹带氨气,在 尾气吸收器内被系统均匀补充的纯水净化后排至大气,采用低温冷水冷却;
所述pH值调质剂为氢氧化钠或氢氧化钙;
所述步骤b还包括提高进料的pH值,以加速氨的解吸,同时综合反应器中 废水pH值较高,可防止氨气溶解在喷射液中,造成温升过高及溶液蒸汽压过高, 影响喷射泵真空度。
本发明的有益效果是:经本发明处理后,废水中氨氮由23200mg/L下降为 8mg/L,达到国家一级排放标准,处理后的水可回用及景观绿化。同时,从高浓 度氨氮废水中脱出来的氨气通过吸收塔吸收后,可回收18%~25%以上浓度的氨 水,有一定的经济效益,且废水中氨氮浓度越高,效益越明显。