
申请日2013.05.03
公开(公告)日2013.07.31
IPC分类号C02F9/14
摘要
本发明涉及污水处理、回用技术领域,具体公开了一种SBBR模块化污水处理设备及其智能控制系统、方法,该方法包括:步骤a,进水阶段:通过检测厌氧池高于进水管的任意水位与进水管下沿的水位差,以求得曝气比例系数K1;步骤b,当K1>0.5,进入曝气阶段,该曝气阶段分为6个小节;步骤c,初沉阶段;步骤d,污泥返回阶段;步骤e,二沉阶段:好氧生化池内泥水分离,污泥沉降形成泥水分离界面;步骤f,排水阶段;步骤g,静置阶段:静置时间t7≤1小时,静待下一个新的运行周期。本发明采用模块化设计,只需一台风机,通过独创的气动装置,较好的解决了现有的工程和结构难题,既可满足生化工艺要求,又能在最节能、最经济的状态下,降低污水处理成本。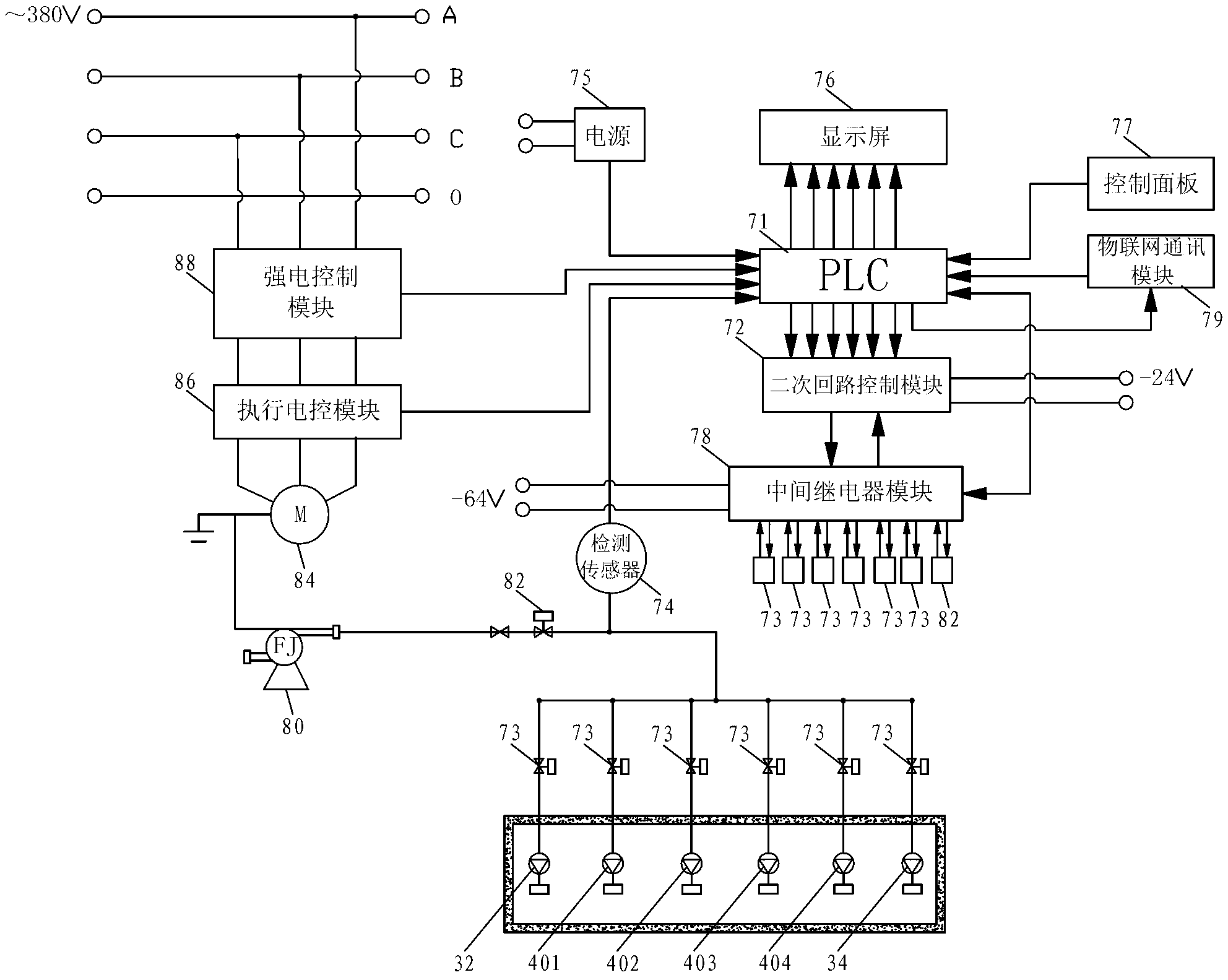
权利要求书
1.一种SBBR模块化污水处理设备,其特征在于,包括数个模块化组合箱 体,该数个模块化组合箱体分别构成调节池、厌氧池及好氧生化池,该调节池、 厌氧池及好氧生化池均采用数块模板组合拼接而成,每个面的模板之间焊接连 接。
2.如权利要求1所述的SBBR模块化污水处理设备,其特征在于,所述模 板采用钢混模板,该模板设有型钢外框,该型钢外框与两层钢筋焊接构成一整 体性龙骨;在箱体两两相对的四个侧面之间设有槽钢制成的数道网格式拉梁, 每一模板及模板焊接处均设有防腐涂层。
3.如权利要求1所述的SBBR模块化污水处理设备,其特征在于,所述调 节池、厌氧池及好氧生化池之间通过管道连通设置,该调节池前端还设有一格 栅井,该格栅井与调节池之间通过一进水管连通设置,该厌氧池内安装有进水 泵及排泥泵;所述好氧生化池内包括有好氧区、缺氧区、厌氧区、球状填料层 及活性污泥层;该好氧生化池内设有支撑件、导流筒、设于导流筒内的曝气薄 膜管、正对于导流筒上方设置的散水锥、设于好氧生化池底部的曝气管,以及 延伸出好氧生化池与外界连通设置的气管,该气管分别与曝气薄膜管及曝气管 连通设置。
4.如权利要求3所述的SBBR模块化污水处理设备,其特征在于,所述好 氧生化池内还安装有曝气泵、反硝化泵、污泥返回泵及排水泵,该进水泵、排 泥泵、曝气泵、反硝化泵、污泥返回泵及排水泵均采用气泵;该好氧生化池末 端还连接有膜组件及紫外光消毒模块,该膜组件前端还连接设有一升压水泵。
5.一种SBBR模块化污水处理的智能控制系统,其特征在于,包括:与模 块化组合箱体拼接构成的调节池、厌氧池及好氧生化池内的数个气泵控制连接 的气动装置,该气动装置内包括有PLC、与PLC电性连接的二次回路控制模块、 分别与二次回路控制模块电性连接的数个电磁阀,该数个电磁阀一端与数个气 泵对应连接,数个电磁阀另一端均与一检测传感器相连接,该检测传感器与PLC 电性连接,数个电磁阀与检测传感器之间还通过管道与一风机相连接。
6.如权利要求5所述的SBBR模块化污水处理的智能控制系统,其特征在 于,所述PLC电性连接有电源、显示屏及控制面板,该PLC还与一物联网通讯 模块通信连接;所述二次回路控制模块与数个电磁阀之间通过一中间继电器模 块电性连接,该中间继电器模块与PLC电性连接。
7.如权利要求6所述的SBBR模块化污水处理的智能控制系统,其特征在 于,所述与风机相连接的管道上设有一阀门,该风机另一端还电性连接有风机 电机,该风机电机一端接地,风机电机另一端依次电性连接有一执行电控模块 及强电控制模块,该执行电控模块及强电控制模块一端均分别与PLC电性连接, 该强电控制模块另一端还与一380V交流电源电性连接。
8.一种SBBR模块化污水处理的智能控制方法,其特征在于,包括如下步 骤:
步骤a,进水阶段:厌氧池污水进入好氧生化池,实际进水时间t1'≤30 分钟,通过检测厌氧池高于进水管的任意水位与进水管下沿的水位差,以求得 曝气比例系数K1,K1取值范围为0≤K1≤1;
步骤b,当K1>0.5,进入曝气阶段,该曝气阶段分为6个小节,每一小节 曝气时间t2'=15分钟×K1,停机0-0.35小时,循环搅拌0-0.4小时;
步骤c,初沉阶段:所有气泵停止工作,使污泥在好氧生化池达到一定的沉 降比例;
步骤d,污泥返回阶段:气动装置控制污泥返回泵运行时间t4=t1×20%×K1, K1取值0.5≤K1≤1,使得污泥返回量的变化与好氧生化池污水处理量的变化同 步;
步骤e,二沉阶段:沉淀时间t5≤2小时,在此阶段,好氧生化池内泥水分 离,污泥沉降形成泥水分离界面;
步骤f,排水阶段:气动装置控制排水泵工作时间t6'≤0.5小时,当t6'=t1' 时,排水泵停止工作;
步骤g,静置阶段:静置时间t7≤1小时,此阶段好氧生化池内的微生物处 于饥饿状态,活性增强,静待下一个新的运行周期。
9.如权利要求8所述的SBBR模块化污水处理的智能控制方法,其特征在 于,采用压力传感器作为检测传感器,通过检测进水泵、排水泵的气压变化以 求得曝气比例系数K1:
在所述步骤a中,把上个周期已测得的进水管下沿水位的进水泵气压值Pq 作为本周期的计算常量,进水泵启动后测开始水位的进水泵气压值Pt,则△ Pn=Pt-Pq,n=1,2,3;通过△P1求得第1次好氧生化池进水量Q1,每周期额定 进水量Qe=15×C1,C1为15m3污水的气压转换系数,△P单位为m.H2O;曝气 比例系数K1通过K1=Qn/Qe求得;当液位低于进水管管口下沿时,进水停止, 进水泵仍在空转,停止信号为Pt的变化率d(Pt)为0,将d(Pt)=0时的Pt 值储存保留,作下一周期的Pq值;
当K1<0.5时,进入停机待水阶段,此阶段时长为3小时;待机届满,再次 进水,并求△P2=Pt-Pq,求二次进水的总进水量Q2,Q2=f(△P1,△P2);求 K2,K2=Q2/Qe,当K2>0.5时,进入曝气阶段,当K2<0.5时,再次进入停机 待水阶段;直到待机-进水循环了3次后,自动运行转入曝气阶段;
在所述步骤b中,当0.5 在所述步骤d中,污泥返回泵运行时间t4=t1×20%×Kn,污泥返回量Qs=15 ×Kn×20%; 在步骤f中,每五分钟检测一次排水泵出气压力Pm,当△Pm=0时,排水 泵停止工作;当△Pm=0时,测取此次排水泵运行压力值Pm′,用排水之初测 得的排水泵运行压力Pmo,按排水量Qo=(Pmo-Pm′)×C2的公式求得Qo, 其中的C2为好氧生化池尺寸常数; 在步骤g中,当t7=1小时静置届满时,即转入下一个新的处理SBBR周期, 重复操作步骤a到步骤g。 10.如权利要求8所述的SBBR模块化污水处理的智能控制方法,其特征 在于,采用超声波测距传感器作为检测传感器,通过检测厌氧池进水开始时与 进水结束时的液位差以求得曝气比例系数K1: 在所述步骤a中,把上个周期已测得的进水管下沿水位水位值Sq作为本周 期的计算常量,进水泵启动后测开始水位的液位值St,则△Sn=St-Sq,n=1,2,3; 通过△S1求得第1次好氧生化池进水量Q1,每周期额定进水量Qe=15×C1,C1为15m3污水的气压转换系数;曝气比例系数K1通过K1=Qn/Qe求得;当液位低 于进水管管口下沿时,进水停止,进水泵仍在空转,停止信号为St=Sq,将St 的变化率d(St)→0时的St值储存保留,作下一周期的Sq值; 当K1<0.5时,进入停机待水阶段,此阶段时长为3小时;待机届满,再次 测量进水液位,并求△S2=St-Sq,求可二次进水的总进水量Q2,Q2=f(△S2); 求K2,K2=Q2/Qe,当K2>0.5时,开始向好氧生化池进水,进水结束后进入曝 气阶段,当K2<0.5时,再次进入停机待水阶段;直到待机-测可进水量循环了3 次后,自动启动进水泵进水过程并完成进水后自动进入曝气阶段; 在所述步骤b中,当0.5 在所述步骤d中,污泥返回泵运行时间t4=t1×20%×Kn,污泥返回量Qs=15 ×Kn×20%; 在步骤f中,排水量Qo=(Qn-Qs)×C2,其中的C2为好氧生化池尺寸常 数; 在步骤g中,当t7=1小时静置届满时,即转入下一个新的处理SBBR周期, 重复操作步骤a到步骤g。 说明书 SBBR模块化污水处理设备及其智能控制系统、方法 技术领域 本发明涉及污水处理、回用技术领域,尤其涉及一种序批式生物膜反应器 (SBBR:Sequencing Biofilm Batch Reactor)模块化污水处理设备,以及SBBR模 块化污水处理的控制系统与方法。 背景技术 序列间歇式活性污泥法(SBR:Sequencing Batch Reactor Activated Sludge Process)是一种按间歇曝气方式来运行的活性污泥污水处理技术,又称序批式 活性污泥法。SBR序批式活性污泥法污水处理工艺和设备是目前小城镇和远离 城市污水管网的厂矿、居民区、旅游景点、学校、医院等分散式污水站所广泛 使用的污水处理工艺和设备。然而该工艺和设备存在以下问题: 1、由于好氧生化池和沉淀池同体,不设回流机构,因此目前大量使用的SBR 工艺设备的脱氮除磷效果不好;在同一生化系统中,同池的除磷菌和反硝化菌 存在竞争和相互抑制关系,故处理水的总磷指标难以达到理想状态。 2、现有的SBR设备通常采用一体化设置,针对村镇分散式污水站等使用场 合,往往采用钢或玻璃钢结构机体及混凝土构筑物,由于存在村镇道路运输难, 土建施工周期长,管理难度大成本高,施工安全隐患多等问题的制约,造成采 用SBR工艺设备的污水站基建投资较大,建设周期较长,从而使一体化SBR设 备缺乏竞争优势。 3、小城镇和其它小规模污水处理设施一般缺乏环保专业人员的运营管理, 因此普遍存在系统运行故障多、维护难、效率低,消耗大、运营成本高,难以 达标排放等问题,对SBR活性污泥法系统有的甚至还会造成污泥膨胀而无法运 行。 4、目前所使用的SBR工艺设备,其序批式工作周期的设置是固定的,无论 每周期处理污水水量的多少,系统规定的曝气量和曝气时间是不变的。因此, 对变化的水量,曝气量和水力停留时间是不变的,污水处理成本是刚性的,不 能做到节能降耗。 发明内容 本发明的一目的在于,提出一种SBBR模块化污水处理设备,其采用模块 化设计,较好的解决了现有的工程和结构难题,满足了污水站中小型SBBR设 备的产品化、模块化、规格化、标准化的技术要求; 本发明的另一目的在于,提出一种SBBR模块化污水处理的智能控制系统, 其只需一台风机,通过独创的气动装置,克服了传统设备需要数台电动机械联 动配合操作的弊端; 本发明的又一目的在于,提出一种SBBR模块化污水处理的智能控制方法, 其提高了总脱氮水平,具有更好的除磷效果,既可满足生化工艺要求,又能在 最节能、最经济的状态下,降低污水处理成本。 为实现上述目的,本发明提供了一种SBBR模块化污水处理设备,其包括: 数个模块化组合箱体,该数个模块化组合箱体分别构成调节池、厌氧池及好氧 生化池,该调节池、厌氧池及好氧生化池均采用数块模板组合拼接而成,每个 面的模板之间焊接连接。 其中,所述模板采用钢混模板,该模板设有型钢外框,该型钢外框与两层 钢筋焊接构成一整体性龙骨;在箱体两两相对的四个侧面之间设有槽钢制成的 数道网格式拉梁,每一模板及模板焊接处均设有防腐涂层。 本发明中,所述的调节池、厌氧池及好氧生化池之间通过管道连通设置, 该调节池前端还设有一格栅井,该格栅井与调节池之间通过一进水管连通设置, 该厌氧池内安装有进水泵及排泥泵;所述好氧生化池内包括有好氧区、缺氧区、 厌氧区、球状填料层及活性污泥层;该好氧生化池内设有支撑件、导流筒、设 于导流筒内的曝气薄膜管、正对于导流筒上方设置的散水锥、设于好氧生化池 底部的曝气管,以及延伸出好氧生化池与外界连通设置的气管,该气管分别与 曝气薄膜管及曝气管连通设置。 再者,所述好氧生化池内还安装有曝气泵、反硝化泵、污泥返回泵及排水 泵,该进水泵、排泥泵、曝气泵、反硝化泵、污泥返回泵及排水泵均采用气泵; 该好氧生化池末端还连接有膜组件及紫外光消毒模块,该膜组件前端还连接设 有一升压水泵。 进一步地,本发明还提供了一种SBBR模块化污水处理的智能控制系统, 其包括:与模块化组合箱体拼接构成的调节池、厌氧池及好氧生化池内的数个 气泵控制连接的气动装置,该气动装置内包括有PLC、与PLC电性连接的二次 回路控制模块、分别与二次回路控制模块电性连接的数个电磁阀,该数个电磁 阀一端与数个气泵对应连接,数个电磁阀另一端均与一检测传感器相连接,该 检测传感器与PLC电性连接,数个电磁阀与检测传感器之间还通过管道与一风 机相连接。 其中,所述PLC电性连接有电源、显示屏及控制面板,该PLC还与一物联 网通讯模块通信连接;所述二次回路控制模块与数个电磁阀之间通过一中间继 电器模块电性连接,该中间继电器模块与PLC电性连接。 再者,所述与风机相连接的管道上设有一阀门,该风机另一端还电性连接 有风机电机,该风机电机一端接地,风机电机另一端依次电性连接有一执行电 控模块及强电控制模块,该执行电控模块及强电控制模块一端均分别与PLC电 性连接,该强电控制模块另一端还与一380V交流电源电性连接。 更进一步地,本发明还提供了一种SBBR模块化污水处理的智能控制方法, 其包括如下步骤: 步骤a,进水阶段:厌氧池污水进入好氧生化池,实际进水时间t1'≤30 分钟,通过检测厌氧池高于进水管的任意水位与进水管下沿的水位差,以求得 曝气比例系数K1,K1取值范围为0≤K1≤1; 步骤b,当K1>0.5,进入曝气阶段,该曝气阶段分为6个小节,每一小节 曝气时间t2'=15分钟×K1,停机0-0.35小时,循环搅拌0-0.4小时; 步骤c,初沉阶段:所有气泵停止工作,使污泥在好氧生化池达到一定的沉 降比例; 步骤d,污泥返回阶段:气动装置控制污泥返回泵运行时间t4=t1×20%×K1, K1取值0.5≤K1≤1,使得污泥返回量的变化与好氧生化池污水处理量的变化同 步; 步骤e,二沉阶段:沉淀时间t5≤2小时,在此阶段,好氧生化池内泥水分 离,污泥沉降形成泥水分离界面; 步骤f,排水阶段:气动装置控制排水泵工作时间t6'≤0.5小时,当t6'=t1' 时,排水泵停止工作; 步骤g,静置阶段:静置时间t7≤1小时,此阶段好氧生化池内的微生物处 于饥饿状态,活性增强,静待下一个新的运行周期。 具体的,本发明可以采用压力传感器作为检测传感器,通过检测进水泵、 排水泵的气压变化以求得曝气比例系数K1: 在所述步骤a中,把上个周期已测得的进水管下沿水位的进水泵气压值Pq 作为本周期的计算常量,进水泵启动后测开始水位的进水泵气压值Pt,则△ Pn=Pt-Pq,n=1,2,3;通过△P1求得第1次好氧生化池进水量Q1,每周期额定进 水量Qe=15×C1,C1为15m3污水的气压转换系数,△P单位为m.H2O;曝气比 例系数K1通过K1=Qn/Qe求得;当液位低于进水管管口下沿时,进水停止,进 水泵仍在空转,停止信号为Pt的变化率d(Pt)为0,将d(Pt)=0时的Pt值储 存保留,作下一周期的Pq值; 当K1<0.5时,进入停机待水阶段,此阶段时长为3小时;待机届满,再次 进水,并求△P2=Pt-Pq,求二次进水的总进水量Q2,Q2=f(△P1,△P2);求 K2,K2=Q2/Qe,当K2>0.5时,进入曝气阶段,当K2<0.5时,再次进入停机 待水阶段;直到待机-进水循环了3次后,自动运行转入曝气阶段; 在所述步骤b中,当0.5 在所述步骤d中,污泥返回泵运行时间t4=t1×20%×Kn,污泥返回量Qs=15 ×Kn×20%; 在步骤f中,每五分钟检测一次排水泵出气压力Pm,当△Pm=0时,排水 泵停止工作;当△Pm=0时,测取此次排水泵运行压力值Pm′,用排水之初测 得的排水泵运行压力Pmo,按排水量Qo=(Pmo-Pm′)×C2的公式求得Qo, 其中的C2为好氧生化池尺寸常数; 在步骤g中,当t7=1小时静置届满时,即转入下一个新的处理SBBR周期, 重复操作步骤a到步骤g。 或者,本发明还可以采用超声波测距传感器作为检测传感器,通过检测厌 氧池进水开始时与进水结束时的液位差以求得曝气比例系数K1: 在所述步骤a中,把上个周期已测得的进水管下沿水位水位值Sq作为本周 期的计算常量,进水泵启动后测开始水位的液位值St,则△Sn=St-Sq,n=1,2,3; 通过△S1求得第1次好氧生化池进水量Q1,每周期额定进水量Qe=15×C1,C1为15m3污水的气压转换系数;曝气比例系数K1通过K1=Qn/Qe求得;当液位低 于进水管管口下沿时,进水停止,进水泵仍在空转,停止信号为St=Sq,将St 的变化率d(St)→0时的St值储存保留,作下一周期的Sq值; 当K1<0.5时,进入停机待水阶段,此阶段时长为3小时;待机届满,再次 测量进水液位,并求△S2=St-Sq,求可二次进水的总进水量Q2,Q2=f(△S2); 求K2,K2=Q2/Qe,当K2>0.5时,开始向好氧生化池进水,进水结束后进入曝 气阶段,当K2<0.5时,再次进入停机待水阶段;直到待机-测可进水量循环了3 次后,自动启动进水泵进水过程并完成进水后自动进入曝气阶段; 在所述步骤b中,当0.5 在所述步骤d中,污泥返回泵运行时间t4=t1×20%×Kn,污泥返回量Qs=15 ×Kn×20%; 在步骤f中,排水量Qo=(Qn-Qs)×C2,其中的C2为好氧生化池尺寸常 数; 在步骤g中,当t7=1小时静置届满时,即转入下一个新的处理SBBR周期, 重复操作步骤a到步骤g。 本发明SBBR模块化污水处理设备及其智能控制系统、方法,其采用钢混 模板组合、拼连搭建,模板按规格化设计,在工厂实行标准化生产,在污水站 的施工现场安装,很好的解决了上述提到的所有工程和结构难题,满足了污水 站中小型SBBR设备的产品化、模块化、规格化、标准化的技术要求;同时, 其只设计安装了一台风机,通过独创的气动装置,使本工艺系统内的进水、曝 气、反硝化搅拌、污泥返回、排水、排污泥等机械动作全部按工艺流程实行序 批式气动操作,从而克服了传统设备需要数台电动机械联动配合操作的弊端, 具有较好的可靠性、可维护性、安全性和经济性;再者,其采用智能化运行控 制,在污水好氧生化处理工艺中,对溶解氧的控制是系统运行经济性的技术关 键,通过研制溶解氧控制的专用软件和独创的自动检测方法,精确测定处理水 量,精确无级调控曝气量,使系统的溶解氧控制既可满足生化工艺要求,又能 在最节能、最经济的状态,从而降低污水处理成本;此外,其还具有较好的除 磷效果,还可以实现无人值守,远程智能化控制及专业化管理等目的。