
申请日2014.02.28
公开(公告)日2016.04.27
IPC分类号C02F9/10; C01D5/00; C02F1/66; C02F1/26; C02F1/44
摘要
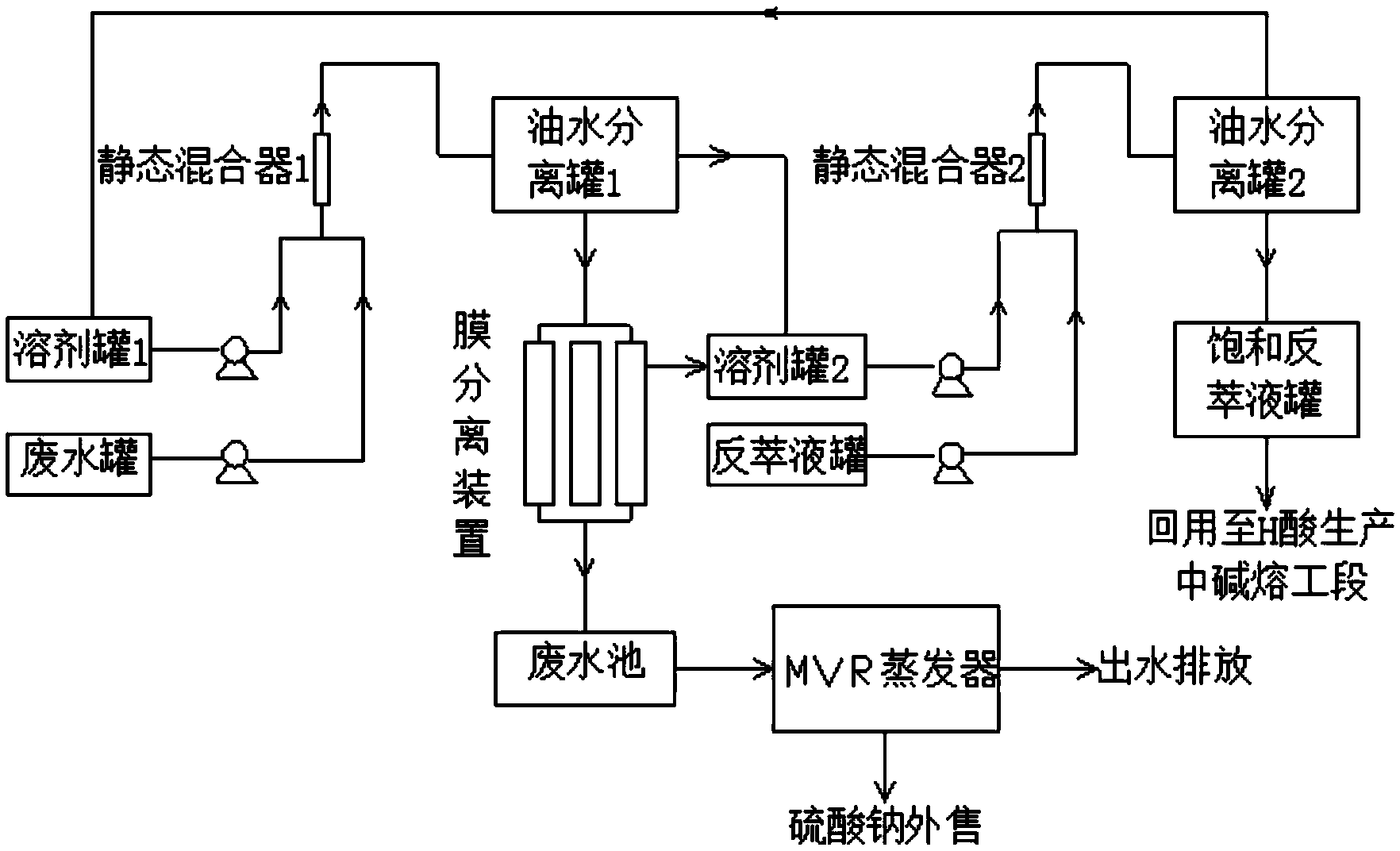
本发明公开了一种H酸工业废水的综合回收处理方法,属于工业废水回收处理方法领域。其步骤为:(1)H酸工业废水调节pH值至1.0~1.5后,采用络合萃取法进行萃取,使有机物从废水中分离,萃取出水经膜过滤减少萃取剂流失,萃取剂利用13%氢氧化钠溶液进行反萃,反萃油碱比4:1,实现萃取剂的再生循环利用和废水中有机物的富集;(2)反萃碱液达到饱和后,反萃液直接回用到H酸生产中的碱熔工段,继续进行H酸的生产;(3)调节萃取出水的pH值至6~9,再用MVR工艺对萃取出水进行浓缩蒸发,回收得硫酸钠。本发明萃取技术、膜分离工艺和MVR工艺的结合使用可节约运行成本,蒸发出水COD值达到化工园区污水处理厂接管标准。
权利要求书
1.一种H酸工业废水的综合回收处理方法,其步骤为:
(1)H酸工业废水调节pH值至1.0~1.5后,采用络合萃取法进行萃取,使有机物从废水中分离,萃取出水经膜过滤减少萃取剂流失,萃取剂利用13%氢氧化钠溶液进行反萃,反萃油碱比4:1,实现萃取剂的再生循环利用和废水中有机物的富集;
(2)反萃碱液达到饱和后,反萃碱液直接回用到H酸生产中的碱熔工段,继续进行H酸的生产;
(3)调节萃取出水的pH值至6~9,再用MVR工艺对萃取出水进行浓缩蒸发,回收得到硫酸钠;
其中,所述步骤(1)中的H酸工业废水调节pH值所用酸为工业硫酸;
其中,所述步骤(1)中的萃取过程操作温度为30~40℃;
其中,所述步骤(1)中的膜过滤采用超滤膜过滤,操作条件为温度25~35℃、压力0.3~0.5MPa;
其中,所述的H酸工业废水为H酸生产过程的最后工序离析工段产生的H酸母液,H酸含量在3000mg/L以上;
其中,所述步骤(1)中的萃取剂为三烷基叔胺与磺化煤油按照质量比1:2混合而成。
2.根据权利要求1所述的一种H酸工业废水的综合回收处理方法,其特征在于,所述步骤(3)中MVR工艺为连续运行操作,蒸发浓缩比为1:1~2:3。
说明书
一种H酸工业废水的综合回收处理方法
技术领域
本发明属于工业废水回收处理方法领域,更具体地说,涉及一种H酸工业废水的综合回收处理方法。
背景技术
H酸为重要的染料中间体之一,在其生产过程中产生大量萘磺酸系类废水。该废水COD值高、色度深、pH=2,属高浓度、高酸度、高盐度和高色度的有机废水,不可能采用传统的生化和物化等方法处理。如何将其中有机物和无机盐分离出来,一直是H酸废水治理中的难点。
目前对于此类染料中间体废水的处理方法有吸附法、浓缩法、碳化和焚烧法、膜分离法、冷冻法、电解法、化学氧化法、有萃取法等。吸附法分活性炭吸附和树脂吸附,活性炭吸附适用于浓度较低的废水处理,树脂吸附是利用树脂吸附有机物;浓缩法适于处理高浓度、高盐分有机废水,缺点是能耗高;碳化和焚烧法适用于浓度特别高的废水,但投资昂贵,对燃料质量及燃烧操作条件要求较高;膜分离法操作简单,但效果不够理想,膜孔易堵塞;电解法适用于处理COD0.01~1g/L的废水,缺点是电耗大,金属极板损耗严重;化学氧化法常用臭氧氧化和H2O2氧化,臭氧氧化法适用于浓度较低的废水治理,H2O2氧化法直接用于浓度高的废液,处理时费用高;萃取法比较适于处理毒性大、浓度高、难生物降解的废水,选用合适的萃取剂,处理效果较好。所以,对于高浓度、高酸度废水的治理可将萃取和化学处理联合起来,能取得较好的治理效果,但是萃取技术只能去除废水中的有机物,废水中大量的无机盐仍然仍存,且目前化工园区企业废水全部进入园区污水处理厂接管,高盐废水不能进入园区污水处理厂的处理系统,同时直接排放也会造成大量无机盐的浪费,因此,该废水一直未得到最佳处理方法。
邓兵、王祥云在萘磺酸类废水络合萃取研究中探讨了络合萃取法处理萘磺酸类废水,该方法萃取出水COD仍然较高,萃取操作温度过高会加大萃取剂在水中溶解度,没有加装膜分离装置使萃取剂损失量变大,同时反萃碱液不能重复使用,造成用碱量过大和反萃液过多,增加了运行成本,容易造成二次污染,并且萃取出水需要经过再次处理排放,萃取出水中溶解的大量硫酸钠直接排放,对环境造成污染。陈金龙、张炜铭等在H酸生产废水的净化和资源回收的利用方法中采用DN-910络合吸附树脂实现H酸废水有机物的分离回用,吸附出水 饱和硫酸钠溶液回用至H酸、T酸滤饼洗涤工艺。树脂吸附工艺操作复杂,需要非常专业的技术人员才能保证吸附和脱附效果。目前H酸生产工艺经过不断改进已经不使用饱和硫酸溶液进行滤饼洗涤,并且该方法没有对洗涤出水进行进一步跟踪处理,没有说明H酸废水中的无机盐最终处理方法。
发明内容
1.技术问题
针对现有技术H酸工业废水处理中存在的萃取出水COD值偏高、萃取剂损失量大、反萃碱液过多、高盐废水直接排放的问题,本发明提供了一种H酸工业废水的综合回收处理方法,该方法可以实现出水COD值达到化工园区污水处理厂接管标准,萃取剂损失量低于万分之五(萃取10000吨废水损失5吨萃取剂),废水中有机物回用到生产中,并通过MVR工艺副产元明粉(十水合硫酸钠),实现废水完全达标排放。
2.技术方案
一种H酸工业废水的综合回收处理方法,其步骤为:
(1)H酸工业废水调节pH值至1.0~1.5后,采用络合萃取法进行萃取,使有机物从废水中分离,萃取出水经膜过滤减少萃取剂流失,萃取剂利用13%(质量比)氢氧化钠溶液进行反萃,反萃油碱比4:1(体积比),实现萃取剂的再生循环利用和废水中有机物的富集;
这是由于在酸性条件萃取剂与H酸废水中奈磺酸类发生络合反应,有机物转移至萃取剂中,当废水pH值在1.0~1.5之间是萃取效果最佳;萃取剂加入液碱后pH值变为碱性,萃取剂与H酸废水中奈磺酸类发生解络反应,有机物再次转移至反萃液中,采用13%的氢氧化钠溶液(质量比)作为反萃液,反萃油碱比4:1,可以保证反萃液重复使用20次以后达到饱和;萃取出水经超滤膜过滤后可以实现萃取剂与萃取出水有效分离,使萃取剂流失率控制在万分之五以内;
(2)反萃碱液达到饱和后,反萃液直接回用到H酸生产中的碱熔工段,继续进行H酸的生产;
(3)调节萃取出水的pH值至6~9,再用MVR工艺对萃取出水进行浓缩蒸发,回收得到硫酸钠。
萃取出水清澈明亮,存在大量的无机盐,仍不符合化工园区接管标准,且造成大量无机盐的浪费,调节pH值后用MVR工艺对萃取出水进行浓缩蒸发,回收得到硫酸钠可做为副产外售获得经济价值,蒸发出水达到园区接管标准可直接排放。
MVR是重新利用它自身产生的二次蒸汽的能量,从而减少对外界能源的需求的一项节能 技术,目前因为其高效节能广泛应用于固液分离工艺中。
优选地,所述步骤(1)中的H酸工业废水调节pH值所用酸为工业硫酸。
优选地,所述步骤(1)中的萃取过程操作温度为30~40℃。
优选地,所述步骤(1)中的萃取剂为三烷基叔胺与磺化煤油按照质量比1:2混合而成。
优选地,所述步骤(1)中的膜分离工艺采用超滤膜过滤,操作条件为温度25~35℃、压力0.3~0.5MPa。
优选地,所述的H酸工业废水为H酸生产过程的最后工序离析工段产生的H酸母液,H酸含量在3000mg/L以上。
优选地,所述步骤(3)中MVR工艺为连续运行操作,蒸发浓缩比为1:1~2:3(蒸馏量和蒸馏残液的体积比)。
H酸生产废水中硫酸钠经“萃取+膜分离+MVR”处理后实现资源化回收,H酸生产废水中有机物经“萃取+反萃浓缩+回用至碱熔工段”处理后实现资源化回收。
3.有益效果
相比于现有技术,本发明的优点在于:
(1)萃取法是利用难溶于水的萃取剂与废水接触,使废水中磺酸类物质与萃取剂进行物理或化学的结合,实现有机物的相转移,再通过调节萃取剂的化学性质,实现有机物的转移富集。MVR是机械蒸汽再压缩技术(mechanicalvaporrecompression)的简称。mvr是重新利用它自身产生的二次蒸汽的能量,从而减少对外界能源的需求的一项节能技术。本发明采用萃取与MVR组合工艺实现H酸废水的资源化;本发明能较好的应用于H酸生产废水工业放大中,是一种满足工业化需求、实用性很强的新工艺;
(2)本发明所采用作为胺类化合物萃取剂(三烷基叔胺与磺化煤油按照质量比1:2混合而成),对H酸废水进行萃取,实现废水中的有机物与水分离,再通过碱液进行反萃实现有机物与萃取剂分离,萃取剂循环利用。将饱和的反萃液回用到生产中的碱熔工段,实现H酸的回收,使废水中的有机物得到回收利用,最大限度的减少有机物的排放,实现资源化;
(3)本发明实现了萃取出水有机物含量低,出水中含有大量硫酸钠,经蒸发浓缩后,提纯出工业级的硫酸钠可以外售,为企业带来经济利益的同时实现废水达标排放;
(4)本发明涉及的萃取方法易于操作,采用膜分离技术最大限度的减少萃取剂流失节约了运行成本,蒸发浓缩采用MVR技术,能量利用率高,运行简单维护方便;
(5)本发明操作简单、运行成本低、能耗低,回收的H酸、元明粉可以出售带来经济利益,减少企业废水处理负担。