
申请日2015.06.25
公开(公告)日2017.01.11
IPC分类号C02F9/14
摘要
一种IBR反应器的废水处理一体化设备及处理工艺,包括:A/O生化池、反应和释气池、沉淀池四个部分,沉淀池置于A池和O池之间,A池底部设有与O池连通的管道,A池内设有混合液回流气提泵、搅拌机,O池内设有曝气管、反应和释气池进水气提泵,其进水口设有计量堰,反应和释气池的出水口与沉淀池的入水口连接,沉淀池的底部设有污泥回流孔及剩余污泥排放管,沉淀池的出水口设置在顶部。其处理工艺包含六个步骤,A池废水处理;O池废水处理;混合液回流A池处理;反应和释气池处理;通过沉淀池将污泥回流到A池;通过沉淀池将泥水分离。本发明的优点是采用多池一体化、液位两步提升的设计,动力设备少,占地面积小,运行费用低。
权利要求书
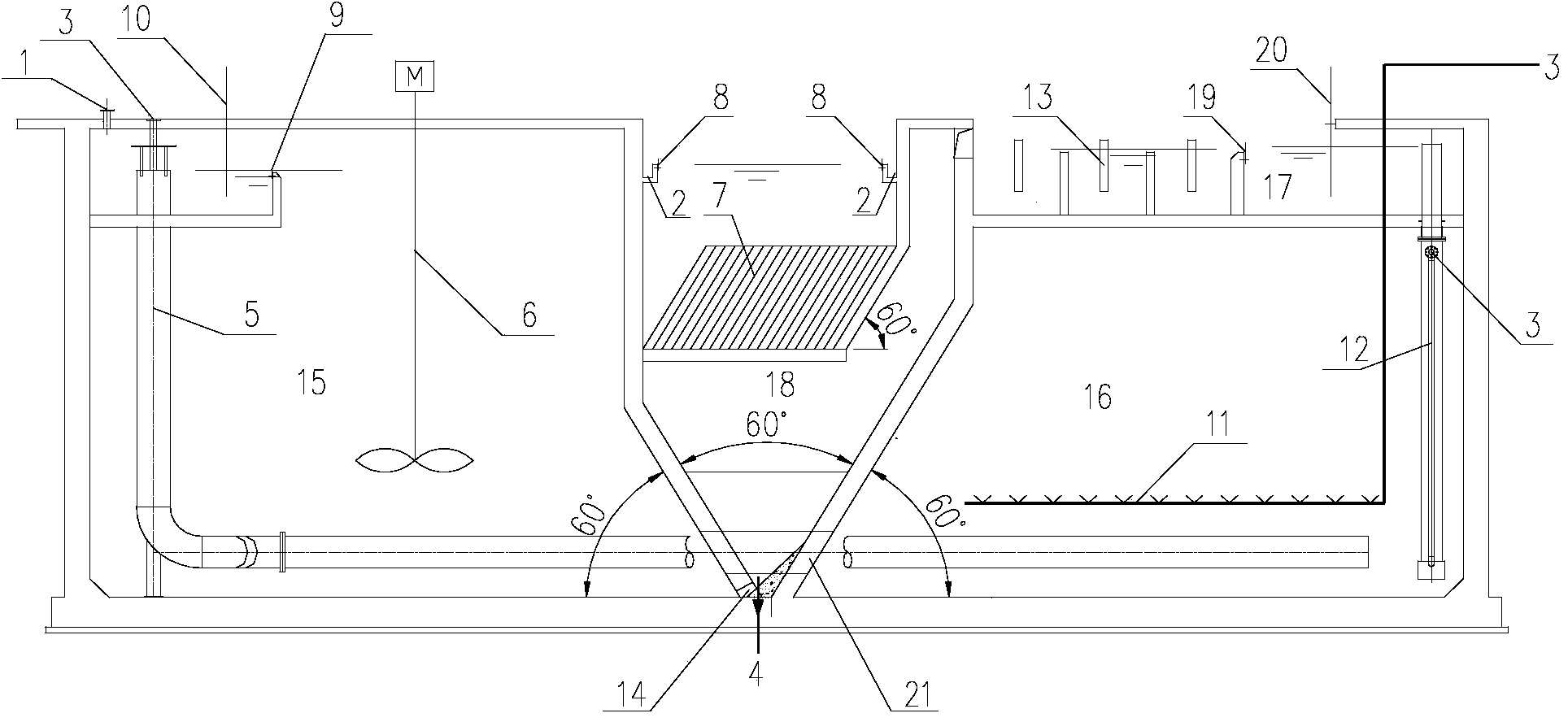
1.一种IBR反应器的废水处理一体化设备,IBR反应器为一体式,包括:A/O生化池、反应和释气池、沉淀池四个部分,A/O生化池分为A池、O池,其特征在于所述沉淀池置于A池和O池之间,将A池和O池分开,A池设有废水进水口、混合液回流口,A池底部设有与O池连通的管道,A池内设有混合液回流气提泵、空气管、搅拌机,A池的混合液回流口设有A池计量堰和A池计量标尺,混合液回流气提泵的进水口设置在O池的出水口,混合液回流气提泵出水口经管道与A池计量堰相连,O池内设有曝气管、反应和释气池进水气提泵,反应和释气池进水口设有计量堰和计量标尺,反应和释气池进水气提泵出水口经管道与反应和释气池的进水口的连接,反应和释气池内设有反应和释气隔板、反应和释气池的出水口与沉淀池的入水口连接,沉淀池内设有用于过滤的斜板管,沉淀池的底部设有污泥回流孔及剩余污泥排放管,沉淀池的出水口设置在顶部,出水口设有出水堰。
2.根据权利要求1所述的IBR反应器的废水处理一体化设备,其特征在于所述IBR反应器为一体式其总高度在6~8m之间,IBR反应器为钢筋混凝土结构或钢结构。
3.根据权利要求1所述的IBR反应器的废水处理一体化设备,其特征在于所述A池为敞开口式或半敞口或全封闭式,泥水混合采用机械搅拌,搅拌机械为立式搅拌机或潜水式搅拌机。
4.根据权利要求1所述的IBR反应器的废水处理一体化设备,其特征在于所述O池为敞开口式,设有泡沫挡墙或不设置泡沫挡墙,曝气管为穿孔曝气管,曝气孔径5~8mm,斜向下45度交错排列。
5.根据权利要求1所述的IBR反应器的废水处理一体化设备,其特征在于所述沉淀池为多斗式重力排泥结构,泥斗倾角为60°。
6.根据权利要求1所述的IBR反应器的废水处理一体化设备,其特征在于所述混合液回流气提泵调节空气量实现调节混合液回流量,混合液回流量为20~30:1。
7.根据权利要求1所述的IBR反应器的废水处理一体化设备,其特征在于所述反应和释气池进水气提泵的流量为原处理水量的3~5倍。
8.一种用权利要求1的IBR反应器的废水处理一体化设备的废水处理工艺,包括下列步骤:
(1)原水经进水管进入A池,将有机高分子物质水解为易生化除解的小分子物质,反硝化菌利用有机物将O池回流的硝酸盐氮转化为氮气来脱除总氮;
(2)将经步骤(1)处理的脱除硝态氮但仍含有氨氮的废水送入O池利用硝化自氧菌将氨氮转化为硝酸盐氮,或去除有机废水的有机物主体;
(3)污泥回流及混合液回流:沉淀池的污泥通过重力自流进入A池来实现污泥回流,再由A池重力自流进入O池,从O池通过混合液回流气提泵使污泥大比例的回流,使整个系统的生物量增加;
(4)O池的反应和释气池进水气提泵提升废水到反应和释气池,经反应和释气池多级跌水来释放气泡,并投加混凝剂以提高沉淀效果;
(5)通过沉淀池将污泥回流到A池并进行泥水分离。
9.根据权利要求8所述的IBR反应器的废水处理一体化设备的处理工艺,其特征在于所述步骤(3)混合液回流量约20~30:1。
10.根据权利要求8所述的IBR反应器的废水处理一体化设备的处理工艺,其特征在于所述步骤(5)污泥回流量为3~5:1,污泥浓度可达到8000~10000mg/L左右。
说明书
IBR反应器的废水处理一体化设备及处理工艺
技术领域
本发明涉及一种水处理设备及处理工艺,,特别是涉及一种集生化、沉淀、污泥回流、混合液回流于一体的整体生化反应器(integral biological reactor,简称IBR反应器)的废水处理一体化设备及处理工艺。
背景技术
随着人们对环保要求的不断提高,原来的焦化、煤气化、合成氨等行业对氨氮的排放标准也随着发展进一步地提高,对总氮排放也提出了要求,一般要求氨氮的排放标准为5mg/L,总氮的排放标准为15mg/L。目前,大多采用两级A/O((缺氧/好氧)和沉淀工艺,该工艺流程长,动力设备多,占地面积大,运行费用高。因此,急需一种安全的、低成本、低运行费用的设备来满足这个要求。
发明内容
本发明的目的是针对已有技术中存在的缺陷,提供一种IBR反应器的废水处理一体化设备及处理工艺。本发明包括:A/O(缺氧/好氧)生化池、反应和释气池、沉淀池四个部分,A/O生化池分为A池、O池,其特征在于所述沉淀池置于A池和O池之间,自然地将A/O系统分开,A池设有废水进水口、混合液回流口,A池底部设有与O池连通的管道,A池内设有混合液回流气提泵、空气管、搅拌机,A池的混合液回流口设有A池计量堰和A池计量标尺,混合液回流气提泵的进水口设置在O池的出水口,混合液回流气提泵出水口经管道与A池计量堰相连,O池内设有曝气管、反应和释气池进水气提泵,反应和释气池进水口设有计量堰和计量标尺,反应和释气池进水气提泵出水口经管道与反应和释气池的进水口的连接,反应和释气池内设有反应和释气隔板、反应和释气池的出水口与沉淀池的入水口连接,沉淀池内设 有用于过滤的斜板管,斜板管沉淀保证了出水的低固体悬浮物,同时保障了高的污泥浓度,可省去浓缩池。沉淀池的底部设有污泥回流孔及剩余污泥排放管,沉淀池的出水口设置在顶部,出水口设有出水堰。
所述IBR反应器为一体式,总高度在6~8m之间,IBR反应器为钢筋混凝土结构或钢结构。
所述A池为敞开口式或半敞口或全封闭式,泥水混合采用机械搅拌,搅拌机械为立式搅拌机或潜水式搅拌机。
所述O池为敞开口式,设有泡沫挡墙或不设置,曝气管为穿孔曝气管,曝气孔径5~8mm,斜向下45度交错排列。
所述沉淀池为多斗式重力排泥结构,泥斗倾角为60°。
所述混合液回流量依靠混合液回流气提泵调节空气量来实现混合液回流。
所述反应和释气池进水气提泵的流量为进水量的3~5倍。
本发明还提供一种IBR反应器的废水处理一体化设备的处理工艺,包括下列步骤:
(1)原水经进水管进入A池,将有机高分子物质水解为易生化除解的小分子物质,反硝化菌利用有机物将硝酸盐氮转化为氮气来脱除总氮;
(2)将经步骤(1)处理的脱除硝态氮但仍含有氨氮的废水送入O池利用硝化自氧菌将氨氮转化为硝酸盐氮,或去除有机废水的有机物主体;
(3)污泥回流及混合液回流:沉淀池的污泥通过重力自流进入A池来实现污泥回流,再由A池重力自流进入O池,从O池通过混合液回流气提泵使污泥大比例的回流,使整个系统的生物量增加;
(4)O池的反应和释气池进水气提泵提升废水到反应和释气池,经反应和释气池多级跌水来释放气泡,并投加混凝剂以提高沉淀效果;
(5)通过沉淀池将污泥回流到A池并进行泥水分离。
所述步骤(3)混合液回流量约20~30:1。
所述步骤(5)污泥回流量为3~5:1,污泥浓度可达到8000~10000mg/L左右。
本发明的优点如下:
1.采用多池一体化布置,减小了占地面积,其占地面积仅为传统的1/3左右;
2.大比例的污泥回流保障了进入A池的回流污泥量,也使整个系统的生物量增加,污泥浓度是传统活性污泥法的2~3倍,生化池容积减少1/2左右,降低了土建造价;
3.大比例的混合液回流保证了总氮脱除率在90%以上,也增强了抗毒性物质的冲击能力,允许进水的毒性物质浓度比传统活性污泥法提高3倍左右;
4采用斜管沉淀池提高了沉淀效率,减小了沉淀池池容,也省掉了污泥浓缩系统;
5.用多泥斗排泥代替传统的刮泥机,减少了机电设备费用和能耗;
6.采用穿孔管曝气有效防止泡沫产生,设备成本低,易于维护;
7.污泥和混合液回流都通过气提泵来实现而不是传统的离心泵,减少了机电设备的费用和动力消耗;
8.污泥和混合液回流通过计量堰和计量标尺计量,减少了仪表的费用。