
申请日2015.06.30
公开(公告)日2017.03.22
IPC分类号C02F9/10
摘要
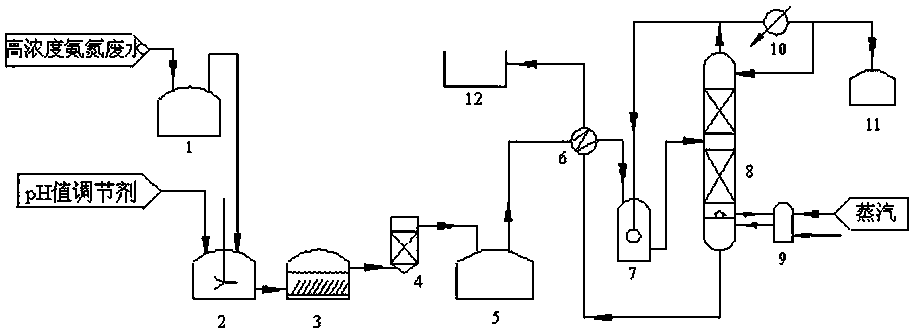
本发明公开了一种高浓度氨氮废水的处理工艺,包括以下步骤:(1)将高浓度氨氮废水进行预处理;(2)将预处理后的氨氮废水先换热处理,再增浓升温处理;(3)采用汽提蒸汽对增浓升温后的氨氮废水进行汽提处理,得到含氨蒸汽和脱氨废水;(4)将含氨蒸汽部分送至步骤(2)的增浓升温处理中,对经换热处理后的氨氮废水进行增浓升温,将另一部分含氨蒸汽进行冷凝,所得冷凝液部分回流至步骤(3)所述汽提处理中,另一部分冷凝液作为氨水成品进行储存。本发明的处理工艺步骤简单、设备投资少、氨氮脱除效率高、氨氮废水处理的蒸汽单耗低、可实现一次处理即可达标排放、且可回收具有经济价值的成品氨水。
权利要求书
1.一种高浓度氨氮废水的处理工艺,包括以下步骤:
(1)将高浓度氨氮废水进行预处理;
(2)将预处理后的氨氮废水先进行换热处理,再进行增浓升温处理;
(3)采用汽提蒸汽对步骤(2)增浓升温后的氨氮废水进行汽提处理,使氨氮废水组分分离,得到含氨蒸汽和脱氨废水;
(4)将步骤(3)得到的含氨蒸汽部分送至步骤(2)的增浓升温处理中,对经换热处理后的氨氮废水进行增浓升温,将另一部分含氨蒸汽进行冷凝,所得冷凝液部分回流至步骤(3)所述汽提处理中,另一部分冷凝液作为氨水成品进行储存;
所述步骤(3)得到的脱氨废水经加热后产生二次蒸汽和高温脱氨废水,所述二次蒸汽继续用于汽提处理,所述高温脱氨废水送至步骤(2)的换热处理中,与所述预处理后的氨氮废水进行换热;
所述步骤(4)中,所述冷凝液的温度不高于45℃。
2.根据权利要求1所述的处理工艺,其特征在于,所述步骤(1)中,所述高浓度氨氮废水的浓度为3000mg/L~50000mg/L;所述步骤(2)中,所述增浓升温处理后的氨氮废水的浓度为10000mg/L~50000mg/L,温度为73℃~85℃。
3.根据权利要求1所述的处理工艺,其特征在于,所述步骤(3)中,所述汽提处理的具体过程为:将所述步骤(2)增浓升温后的氨氮废水送至汽提塔内,与汽提塔底部进入的汽提蒸汽逆流接触,使氨氮废水中的游离氨挥发,并随汽提蒸汽离开汽提塔塔顶。
4.根据权利要求3所述的处理工艺,其特征在于,所述步骤(3)中,所述汽提塔为填料塔,所述填料塔中的填料为规整填料;所述汽提塔上设置有超声除垢装置。
5.根据权利要求1~4中任一项所述的处理工艺,其特征在于,所述步骤(3)中,所述汽提蒸汽为低压饱和蒸汽,所述低压饱和蒸汽的压力为0.2MPa~0.4MPa。
6.根据权利要求1~4中任一项所述的处理工艺,其特征在于,所述氨水成品的质量浓度为12%~25%。
7.根据权利要求1~4中任一项所述的处理工艺,其特征在于,所述步骤(4)中,所述送至步骤(2)的增浓升温处理中的部分含氨蒸汽与全部含氨蒸汽之比为3%~10%;所述回流至步骤(3)的汽提处理中的部分冷凝液与全部冷凝液之比为15%~30%。
8.根据权利要求1~4中任一项所述的处理工艺,其特征在于,所述步骤(2)的换热处理和增浓升温处理过程采用一增浓节能装置进行,所述增浓节能装置包括换热器和增浓装置,所述换热器的冷侧出口与所述增浓装置连通。
9.根据权利要求1~4中任一项所述的处理工艺,其特征在于,所述步骤(1)中,所述预处理的具体过程为:将高浓度氨氮废水先进行均质处理,然后调pH值至10.5~12.5,再进行沉淀和过滤,得到预处理后的氨氮废水;所述pH值的调节剂包括氢氧化钠、氢氧化钙、碳酸钠和碳酸氢钠中的一种或多种。
说明书
高浓度氨氮废水的处理工艺
技术领域
本发明属于氨氮废水处理技术领域,具体涉及一种高浓度氨氮废水的处理工艺。
背景技术
随着我国经济的高速发展,水污染问题日趋严重,其中氨氮废水的污染更是愈演愈烈。目前,化工、冶金、石化、制药、食品等行业均产生大量的高浓度氨氮废水。大量氨氮废水的排放已导致水体富营养化加剧,造成水体黑臭和鱼类的大量死亡。由此引发的重大水危机事件时有发生,严重影响了人们的正常生活,甚至危害了人们的身体健康,社会影响巨大。为了保护生态环境,减轻水体污染,国家对氨氮废水的排放实行了严格的规定和限制,并针对不同行业实行了分级排放标准。《污水综合排放标准》(GB8978-1996)规定一级标准氨氮浓度小于15mg/L,二级标准氨氮浓度小于25mg/L。可见,氨氮废水的治理已迫在眉睫。
常用的氨氮废水处理方法主要有生化法、折点加氯法、沸石吸附法、化学沉淀法、蒸氨法、吹脱法等。这些方法对于中低浓度氨氮废水处理效果明显,但由于受到技术和成本的限制,无法满足高浓度氨氮废水的处理要求。目前工业上对于含量≥5000mg/L的高浓度氨氮废水通常采取空气吹脱+生化法组合工艺,但是这种方法处理成本高,而且吹脱氨气直接排放到大气中,会造成二次污染。
蒸汽汽提法处理高浓度氨氮废水是近年来研究的热点。汽提法是高浓度氨氮废水在高pH值时与低压蒸汽在汽提塔中高温逆流接触,有效地脱除废水中的氨氮。相较于传统的空气吹脱法,其具有对废水氨氮浓度变化适应性强、氨氮脱除率高等优点,特别适用于处理浓度≥10000mg/L的氨氮废水。同时,可以根据需要采取对塔顶产品进行全凝、部分冷凝、酸液冷却中和等方式得到氨水、氨气和铵盐,有效地实现氨氮的资源化利用,具有很强的技术和经济优势。
但是,蒸汽汽提法也存在着诸多技术难题,限制了其在工业上的广泛应用:一方面,传统的蒸汽汽提脱氨技术,对于浓度为3000~8000mg/L的氨氮废水,一次处理后氨氮浓度通常降至100~300mg/L,不能满足国家排放标准要求;另一方面,传统的蒸汽汽提法在节能降耗方面存在着严重的不足,蒸汽单耗高(250~300kg蒸汽/吨废水),处理后的氨水浓度一般在5%左右,达不到成品氨水浓度要求,不具有经济价值。另外,传统蒸汽汽提法通常采用板式塔或散堆填料塔,存在塔体较高及塔设备易结垢堵塞的问题。这些缺陷导致运用传统蒸汽汽提法时设备投资大,运行成本高,从而导致企业不愿或无力承担其处理费用。
因此,探求一种高效率节能降耗的新型蒸汽汽提脱氨工艺成为汽提脱氨技术进一步推广应用的必经之路。
发明内容
本发明要解决的技术问题是克服现有技术的不足,重点针对传统蒸汽汽提脱氨技术存在的问题和技术瓶颈,提供一种工艺简单、设备投资少、氨氮脱除效率高、氨氮废水处理的蒸汽单耗低、可实现一次处理即可达标排放、可回收具有经济价值的成品氨水的高浓度氨氮废水的处理工艺。
为解决上述技术问题,本发明采用以下技术方案:
一种高浓度氨氮废水的处理工艺,包括以下步骤:
(1)将高浓度氨氮废水进行预处理;
(2)将预处理后的氨氮废水先进行换热处理,再进行增浓升温处理;
(3)采用汽提蒸汽对步骤(2)增浓升温后的氨氮废水进行汽提处理,使氨氮废水组分分离,得到含氨蒸汽和脱氨废水;
(4)将步骤(3)得到的含氨蒸汽部分送至步骤(2)的增浓升温处理中,对经换热处理后的氨氮废水进行增浓升温,将另一部分含氨蒸汽进行冷凝,所得冷凝液部分回流至步骤(3)所述汽提处理中,另一部分冷凝液作为氨水成品进行储存。
上述的处理工艺中,优选的,所述步骤(1)中,所述高浓度氨氮废水的浓度为3000mg/L~50000mg/L;所述步骤(2)中,所述增浓升温处理后的氨氮废水的浓度为10000mg/L~50000mg/L,温度为73℃~85℃。
上述的处理工艺中,优选的,所述步骤(3)中,所述汽提处理的具体过程为:将所述步骤(2)增浓升温后的氨氮废水送至汽提塔内,与汽提塔底部进入的汽提蒸汽逆流接触,使氨氮废水中的游离氨挥发,并随汽提蒸汽离开汽提塔塔顶。
上述的处理工艺中,优选的,所述步骤(3)中,所述汽提塔为填料塔,所述填料塔中的填料为规整填料;所述汽提塔上设置有超声除垢装置。
上述的处理工艺中,优选的,所述步骤(3)得到的脱氨废水经加热后产生二次蒸汽和高温脱氨废水,所述二次蒸汽继续用于汽提处理,所述高温脱氨废水送至步骤(2)的换热处理中,与所述预处理后的氨氮废水进行换热。
上述的处理工艺中,优选的,所述步骤(3)中,所述汽提蒸汽为低压饱和蒸汽,所述低压饱和蒸汽的压力为0.2MPa~0.4MPa。
上述的处理工艺中,优选的,所述步骤(4)中,所述冷凝液的温度不高于45℃;所述氨水成品的质量浓度为12%~25%。
上述的处理工艺中,优选的,所述步骤(4)中,所述送至步骤(2)的增浓升温处理中的部分含氨蒸汽与全部含氨蒸汽之比为3%~10%;所述回流至步骤(3)的汽提处理中的部分冷凝液与全部冷凝液之比为15%~30%。
上述的处理工艺中,优选的,所述步骤(2)的换热处理和增浓升温处理过程采用一增浓节能装置进行,所述增浓节能装置包括换热器和增浓装置,所述换热器的冷侧出口与所述增浓装置连通。
上述的处理工艺中,优选的,所述步骤(1)中,所述预处理的具体过程为:将高浓度氨氮废水先进行均质处理,然后调pH值至10.5~12.5,再进行沉淀和过滤,得到预处理后的氨氮废水;所述pH值的调节剂包括氢氧化钠、氢氧化钙、碳酸钠和碳酸氢钠中的一种或多种。
本发明中,氨氮废水的浓度通常是指游离氨NH3和铵离子NH4+的综合。
本发明的处理工艺可根据实际所处理的氨氮废水量、氨氮废水中氨氮含量、所需氨水成品的浓度等来确定增浓罐的处理量、设备大小及冷凝液的回流量。
与现有技术相比,本发明的优点在于:
(1)本发明的处理工艺中,通过换热处理回收了塔釜的热能,提高了进入增浓罐氨氮废水的温度,减少了汽提塔塔顶进入增浓罐的含氨蒸汽的量;增浓升温处理同时也减少了汽提塔的蒸汽耗量,其浓度的增加保证了汽提塔副产品成品氨水的品质。本发明可处理废水氨氮含量高:3000~50000mg/L;一次性处理后排放废水氨氮含量低至15mg/L以下,达到国家一级排放标准;吨废水蒸汽耗量80 kg~110kg,大大降低了运行成本;副产品:12wt%~25wt%的成品氨水,具有较高的经济效益。
(2)本发明的处理工艺中,首次使用了增浓节能装置,增浓节能装置包括换热器和增浓罐,其中增浓罐带有鼓泡装置,增加塔顶含氨蒸汽回流至增浓罐时与罐内氨氮废水的接触面积达到增浓升温的效果,通过含氨蒸汽的调节保证增浓罐中废水氨氮浓度10000mg/L~50000mg/L,温度为73℃~85℃。
(3)本发明的处理工艺中,优选采用填料塔作为汽提塔,填料塔中的填料为规整填料,可显著提高废水与蒸汽之间的传质传热效率,使填料塔在较少的蒸汽用量上获得更高的脱氨效率,同时也减小了塔设备体积。本发明还优选在汽提塔上设置超声除垢装置,防止水蒸气作为汽提介质时,在加热的条件下,易产生沉淀结垢的问题,解决了常规汽提脱氨工艺中塔设备结垢问题,降低了塔设备运行负荷。
(4)本发明的处理工艺中,在预处理过程通过调节氨氮废水的pH值在10.5~12.5之间,可保证塔釜出水pH值不低于10.8,使汽提塔容易汽提出氨氮。
综上,本发明创造性的提出了高浓度氨氮废水的增浓节能工艺,采取多项节能技术回收系统热量,可一次性高效处理高浓度氨氮废水,并确保成品氨水的浓度达到要求。