
申请日2016.04.26
公开(公告)日2017.11.03
IPC分类号C02F9/10; C02F103/36; C02F101/34
摘要
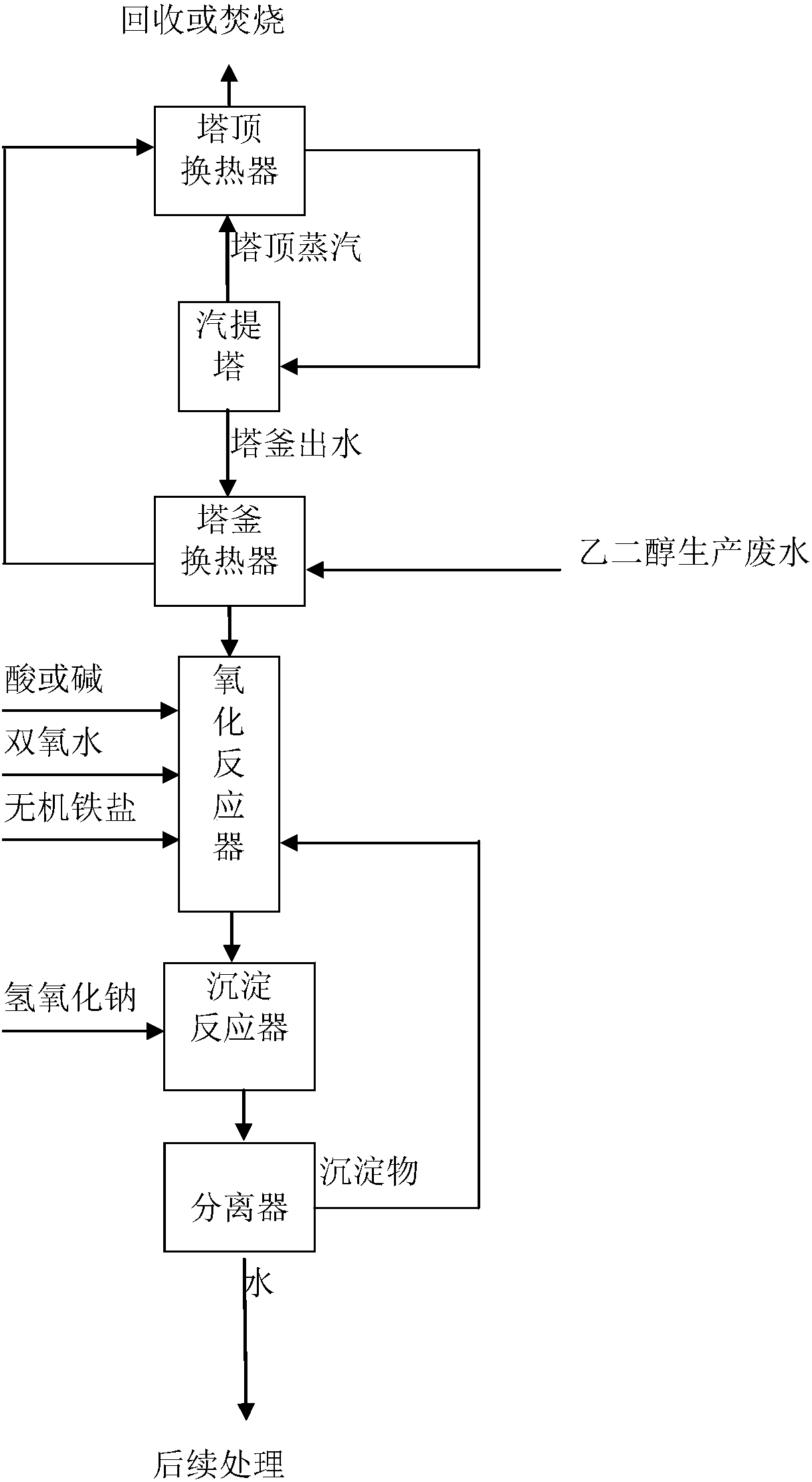
本发明涉及乙二醇生产废水的处理方法,包括以下步骤:第一步,草酸酯法乙二醇生产废水依次与汽提塔塔釜出水和汽提塔塔顶蒸汽间接换热升温后,进入汽提塔进行汽提处理;第二步,先将汽提塔出水的pH调节至2.0~4.5,然后对调节完pH的汽提塔出水进行高温催化氧化处理;第三步,高温催化氧化处理出水进入沉淀反应器,将沉淀反应器的pH调节至6~9,以进行溶解态铁的沉淀反应以及水中残留双氧水的分解;第四步,将第三步得到的沉淀混合物进行重力沉降分离或离心分离,分离出的铁沉淀物可以全部回到第二步循环使用。本发明所述的方法,废水中1,4‑二氧六环的含量可降低至1mg/L以下,COD可降至80mg/L以下,TOC可降至40mg/L以下。
权利要求书
1.一种乙二醇生产废水的处理方法,其特征在于,包括以下步骤:
第一步,乙二醇生产废水依次与汽提塔塔釜出水和汽提塔塔顶蒸汽间接换热升温后,进入汽提塔进行汽提处理;
第二步,将汽提塔出水的pH调节至2.0~4.5,然后对调节完pH的汽提塔出水进行高温催化氧化处理;
第三步,高温催化氧化处理出水进入沉淀反应器,将沉淀反应器的pH调节至6~9,进行溶解态铁的沉淀反应以及水中残留双氧水的分解;
第四步,将第三步得到的沉淀混合物进行重力沉降分离或离心分离。
2.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第一步中所述汽提塔的塔釜温度为102~120℃,汽提塔的塔顶压力为常压。
3.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第一步中所述汽提塔的理论板数为10~20块。
4.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第一步中所述汽提塔的塔顶流出量为入塔水量的10~20%。
5.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第一步中所述汽提塔塔顶蒸汽经过间接换热冷却后可回收或焚烧处理。
6.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第一步经汽提处理后汽提塔塔釜出水中1,4二氧六环的含量降低到200mg/L以内。
7.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第二步中所述高温催化氧化处理的氧化剂采用质量分数为27.5%的双氧水。
8.如权利要求7所述的乙二醇生产废水的处理方法,其特征在于:所述双氧水的用量为每升废水中投加5~10ml双氧水。
9.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第二步中所述高温催化氧化处理的催化剂采用水溶性无机铁盐。
10.如权利要求9所述的乙二醇生产废水的处理方法,其特征在于:所述水溶性无机铁盐的用量为每升废水投加50~200mg Fe。
11.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第二步中所述高温催化氧化处理的的温度为80~99℃,压力为常压。
12.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第二步中所述高温催化氧化处理的反应时间为10~90min。
13.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第三步中所述反应的温度为80~99℃,压力为常压。
14.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第三步中所述反应的时间为5~30min。
15.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第四步中所述重力沉降分离或离心分离的温度为60~90℃。
16.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第四步中所述重力沉降分离或离心分离的时间为10~240min。
17.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第四步分离出的铁沉淀物可以循环使用。
18.如权利要求1所述的乙二醇生产废水的处理方法,其特征在于:第四步处理后的出水水质为:1,4-二氧六环的含量≤1mg/L,COD≤80mg/L,TOC≤40mg/L。
说明书
一种乙二醇生产废水的处理方法
技术领域
本发明涉及一种有机化工废水的处理方法,具体说是一种难生物降解有机化工废水的处理方法。尤指一种草酸酯法生产乙二醇产生的废水的处理方法。
背景技术
乙二醇是一种重要的化工原料和战略物资,是世界上消费量最大的多元醇,可用于制造聚酯(可进一步生产涤纶、饮料瓶、薄膜)、炸药、乙二醛,并可作防冻剂、增塑剂、水力流体和溶剂等。传统乙二醇生产完全依赖石油乙烯路线,成本高。煤基乙二醇技术则是以煤代替石油乙烯生产乙二醇。此类技术路线符合我国缺油、少气、煤炭资源相对丰富的资源特点,具有明显的经济效益和社会效益。
目前以煤为原料制备乙二醇,主要有三条工艺路线:
直接法:以煤气化制取合成气(CO+H2),再由合成气一步直接合成乙二醇。此技术的关键是催化剂的选择,在相当长的时期内难以实现工业化。
2、烯烃法:以煤为原料,通过气化、变换、净化后得到合成气,经甲醇合成,甲醇制烯烃(MTO)得到乙烯,再经乙烯环氧化、环氧乙烷水合及产品精制,最终得到乙二醇。该过程将煤制烯烃与传统石油路线制乙二醇相结合,技术较为成熟,但成本相对较高。
3、草酸酯法:以煤为原料,通过气化、变换、净化及分离提纯后分别得到CO和H2,其中CO通过催化偶联合成及精制生产草酸酯,再经与H2进行加氢反应并通过精制后获得聚酯级乙二醇的过程。该工艺流程短,成本低,是目前国内受到关注度最高的煤制乙二醇技术。
采用草酸酯法生产工艺,生产每吨乙二醇产品将产生0.5~1.0吨高浓废水,该废水主要含1.4-二氧六环(二恶烷)、甲醇、硝氮等污染物,具有盐分高、难生物降解等特点,其中废水中有机污染物主要是以1.4-二氧六环(二恶烷)为主,其难于生物降解。
目前有关草酸酯法生产乙二醇产生的高浓生产废水的处理方法,还未见相关具体报道。
发明内容
针对现有技术中存在的缺陷,本发明的目的在于提供一种乙二醇生产废水的处理方法,可以有效降低废水的COD、TOC以及1.4二氧六环的含量。
本发明所指草酸酯法乙二醇生产废水的水质如下:废水中COD为10000~20000mg/L,TOC为3000~6000mg/L,属于一种高浓有机废水,废水中有机污染物绝大部分为1,4-二氧六环,其含量2000-7000mg/L。废水BOD5/CODcr小于0.1,难于生物降解。
为达到以上目的,本发明采取的技术方案是:
一种乙二醇生产废水的处理方法,包括以下步骤:
第一步,乙二醇生产废水依次与汽提塔塔釜出水和汽提塔塔顶蒸汽间接换热升温后,进入汽提塔进行汽提处理,
富含1,4二氧六环的汽提塔塔顶蒸汽经过间接换热冷却后可回收或焚烧处理。
汽提塔的塔釜温度控制为102~120℃,汽提塔的理论板数控制为10~20块,汽提塔的塔顶流出量控制为入塔水量的10~20%。汽提塔的塔顶压力控制为常压。
在上述操作条件下,汽提塔塔釜出水中1.4二氧六环的含量可以降低到200mg/L以内。采用汽提的方法对上述乙二醇生产废水进行处理,可以去除废水中大部分的1,4-二氧六环。
第二步,先将汽提塔出水的pH调节至2.0~4.5,目的是确保后续高温催化氧化处理所需要的pH条件。然后对调节完pH的汽提塔出水进行高温催化氧化处理,目的是有效分解废水中剩余的有机污染物。
高温催化氧化处理的氧化剂采用质量分数为27.5%的双氧水,双氧水的用量为每升废水中投加5~10ml双氧水。
高温催化氧化处理的催化剂采用水溶性无机铁盐,铁盐的用量为每升废水投加50~200mg Fe。
高温催化氧化处理的的温度控制为80~99℃,压力控制为常压,反应时间或平均停留时间控制为10~90min。
第三步,高温催化氧化处理出水进入沉淀反应器,将沉淀反应器的pH调节至6~9,以进行溶解态铁的沉淀反应以及水中残留双氧水的分解。
第三步中反应时间控制为5~30min,反应温度控制为80~99℃,反应压力为常压。
第三步的目的主要有三个:一是确保废水pH满足达标排放要求;二是让废水中溶解态的铁沉淀完全(溶解态总铁含量达到1mg/L以下);三是让废水中残留的H2O2分解完全。
在经过第三步操作之后,如果废水中还残留有较多的H2O2的话,将会产生以下不利影响:(1)干扰后续的沉降操作,因为在后续的沉降操作过程中,H2O2会继续分解,并产生气泡,如果粘附在铁沉淀物上,将导致铁沉淀物的沉降性能恶化,从而影响铁沉淀物的回收;(2)废水中存在的H2O2会贡献COD,可能导致废水COD不能达标。
第四步,将第三步得到的沉淀混合物进行重力沉降分离或离心分离,分离出的铁沉淀物可以全部回到第二步循环使用。
在本步骤中,重力沉降分离或离心分离的温度控制为60~90℃,重力沉降分离或离心分离的时间控制为10~240min。
第四步分离出的废水中,1,4-二氧六环的含量≤1mg/L,COD≤80mg/L,TOC≤40mg/L。
本发明所述的一种乙二醇生产废水的处理方法,本技术方案的创造性主要体现在以下两个方面:(1)实现了汽提处理与高温催化氧化处理的合理结合,采用汽提的方法对所述乙二醇生产废水进行处理,回收了废水中绝大部分的1.4二氧六环;降低了后续高温催化氧化处理所需的氧化剂用量和反应时间等,进而降低了高温催化氧化处理的费用和投资;同时较易完全去除有机物,有效降低了后续废水处理的压力。当然,仅仅依靠汽提处理还不能有效解决所述乙二醇生产废水的达标排放问题,而高温催化氧化处理正好可以解决汽提处理后废水中剩余1.4-二氧六环的处理难题。(2)汽提塔塔釜出水所具有的温度能够为后续高温催化氧化处理提供很好的温度条件,本专利发明人通过研究发现,在温度较高的条件下,高温催化氧化处理1.4二氧六环的速度和深度均要明显优于温度比较低的情况。
本发明的有益效果:
采用本发明所述的乙二醇生产废水的处理方法,处理后的废水中1,4-二氧六环的含量可降低至1mg/L以下,COD可降至80mg/L以下,TOC可降至40mg/L以下。