
申请日2017.03.31
公开(公告)日2017.07.14
IPC分类号C02F1/44; C02F101/16; C02F101/30; C02F103/36
摘要
本发明公开了一种硫氰酸红霉素提取废水处理方法,它包括a、将提取废水通入至第一膜过滤系统,所述第一膜过滤系统保证提取废水在12‑15bar的运行压力下膜通量为14‑16lmh、回收率为55%‑60%,提取废水经过第一膜过滤系统之后分离出第一浓液和第一清液;b、将第一浓液通入至第二膜过滤系统,所述第二膜过滤系统保证第一浓液在26‑30bar的运行压力下膜通量为17‑20lmh、回收率为55%‑60%,第一浓液经过第二膜过滤系统之后分离出第二清液;c、将第一清液与第二清液混合回用,将第二浓液通入生化处理系统。本发明还公开了一种用于上述方法的处理设备。采用本发明能够使得硫氰酸红霉素提取废水达到理想的处理效果,处理过程中不会发生装置堵塞现象。
权利要求书
1.硫氰酸红霉素提取废水处理方法,它包括以下步骤:
a、将提取废水通入至第一膜过滤系统(1),所述第一膜过滤系统(1)保证提取废水在12-15bar的运行压力下膜通量为14-16lmh、回收率为55%-60%,提取废水经过第一膜过滤系统(1)之后分离出第一浓液和第一清液;
b、将第一浓液通入至第二膜过滤系统(2),所述第二膜过滤系统(2)保证第一浓液在26-30bar的运行压力下膜通量为17-20lmh、回收率为55%-60%,第一浓液经过第二膜过滤系统(2)之后分离出第二清液;
c、将第一清液与第二清液混合回用,将第二浓液通入生化处理系统(3)。
2.如权利要求1所述的硫氰酸红霉素提取废水处理方法,其特征在于,所述第二膜过滤系统(2)中的膜过滤组件为使得第一浓液进入该膜过滤组件之后以涡流方式沿逐层叠放的膜片构成的柱状过滤结构流动过滤并最终分离出浓液与清液的膜过滤组件。
3.如权利要求2所述的硫氰酸红霉素提取废水处理方法,其特征在于,所述膜过滤组件为DTRO膜过滤组件。
4.如权利要求2所述的硫氰酸红霉素提取废水处理方法,其特征在于,所述膜片包括由纳滤膜或反渗透膜构成的膜片主体。
5.如权利要求1所述的硫氰酸红霉素提取废水处理方法,其特征在于,所述第一膜过滤系统(1)为反渗透膜过滤系统。
6.硫氰酸红霉素提取废水处理设备,其特征在于,包括第一膜过滤系统(1)、与第一膜过滤系统(1)的第一浓液出口相连的第二膜过滤系统(2)、与第二膜过滤系统(2)的第二浓液出口相连的生化处理系统(3),所述第一膜过滤系统(1)为保证提取废水在12-15bar的运行压力下膜通量为14-16lmh、回收率为55%-60%的过滤系统,所述第二膜过滤系统(2)为保证第一浓液在26-30bar的运行压力下膜通量为17-20lmh、回收率为55%-60%的过滤系统。
7.如权利要求6所述的硫氰酸红霉素提取废水处理设备,其特征在于,所述第二膜过滤系统(2)中的膜过滤组件为使得第一浓液进入该膜过滤组件之后以涡流方式沿逐层叠放的膜片构成的柱状过滤结构流动过滤并最终分离出浓液与清液的膜过滤组件。
8.如权利要求7所述的硫氰酸红霉素提取废水处理设备,其特征在于,所述膜过滤组件为DTRO膜过滤组件。
9.如权利要求7所述的硫氰酸红霉素提取废水处理设备,其特征在于,所述膜片包括由纳滤膜或反渗透膜构成的膜片主体。
10.如权利要求6所述的硫氰酸红霉素提取废水处理设备,其特征在于,所述第一膜过滤系统(1)为反渗透膜过滤系统。
说明书
硫氰酸红霉素提取废水处理方法及其设备
技术领域
本发明属于废水处理技术领域,具体而言,涉及一种硫氰酸红霉素提取废水处理方法及其设备。
背景技术
在硫氰酸红霉素的生产过程中会产生大量的废水,废水来源主要是发酵废水、提取废水、溶剂回收废水、菌渣压滤废水、清洗设备、釜残液、冲洗滤布以及底面废水。其中提取废水为硫氰酸红霉素在提取、纯化过程中产生的大量含有污染物的高盐度难降解的废水,该废水具有以下特点:高有机负荷;NH3-N的含量很高;高SCN_;高COD;存在生物抑制物质,如残留有机溶媒、表面活性物质、高浓度盐类等;悬浮物高、色度重、气味重。由此可见,上述硫氰酸红霉素的提取废水还具有极高的回用价值,如果直接排出不仅会造成环境污染,还会造成水资源的浪费。
现有技术中处理上述硫氰酸红霉素提取废水的方法主要有以下几种:第一,物化方法,物化方法主要包括混凝沉淀、吸附、气浮等方法,该处理方法目前存在处理成本高、操作复杂、易造成二次污染等诸多问题;第二,厌氧方法和好氧方法,微生物进行厌氧处理或好氧处理也是近年来较多采用的废水处理方法,其具有成本低、重复利用度高,但具体到抗生素工业废水的处理,由于抗生素残留的效价和有机溶媒会严重抑制厌氧微生物和好氧微生物的正常代谢活动,严重影响着活性污泥的寿命和工业废水的处理效果。若直接采用好氧处理,如利用好氧活性污泥法直接处理这种废水,将难以达标排放;第三,酵母菌处理技术,利用酵母菌处理有机废水技术是近年来发展起来的一种新型有机废水处理技术,但仅使用酵母菌单一处理单元处理后的废水难以达到规定的排放标准。例如,在中国专利文献CN20l310282914、CN20l310289942、CN20l210592405中各公开了一种硫氰酸红霉素废水的处理方法,这三个专利文献中均采用上述三种处理方法或三种处理方法的组合方法对硫氰酸红霉素进行处理。
中国专利文献CN200710139522中公开了一种抗生素清洁生产方法,该方法包括发酵液稀释和预处理-过滤-脱色-碱化结晶-二次过滤步骤,该工艺过程中增设有膜处理步骤,具体实施方式一为将该膜处理步骤增设在过滤步骤与脱色步骤之间,具体实施方式二为将膜处理步骤增设在在二次过滤步骤之后,膜处理步骤可以采用微滤,超滤,纳滤三种处理方式之一。该方法旨在将主要污染物由末端治理改为中间控制,实现污染物减排,废水回用。采用上述方法生产硫氰酸红霉素时,采用具体实施方式一,虽然最终所得废水中污染物得到降低,但是也导致了最终所得产品收率不高,产品纯度也有所下降;采用具体实施方式二,由于最终所得的废水中还是具有上述高有机负荷;NH3-N的含量很高;高SCN_;高COD;存在生物抑制物质,如残留有机溶媒、表面活性物质、高浓度盐类等;悬浮物高、色度重、气味重等特点,因此仅仅通过膜处理步骤很难达到理想的废水处理效果,在过滤过程中容易发生膜堵塞。
发明内容
本发明的主要目的在于提供一种硫氰酸红霉素提取废水处理方法及其设备,以解决现有技术中硫氰酸红霉素提取废水达不到理想处理效果的问题。
为了实现上述目的,根据本发明具体实施方式的一个方面,提供了一种硫氰酸红霉素提取废水处理方法,它包括以下步骤:
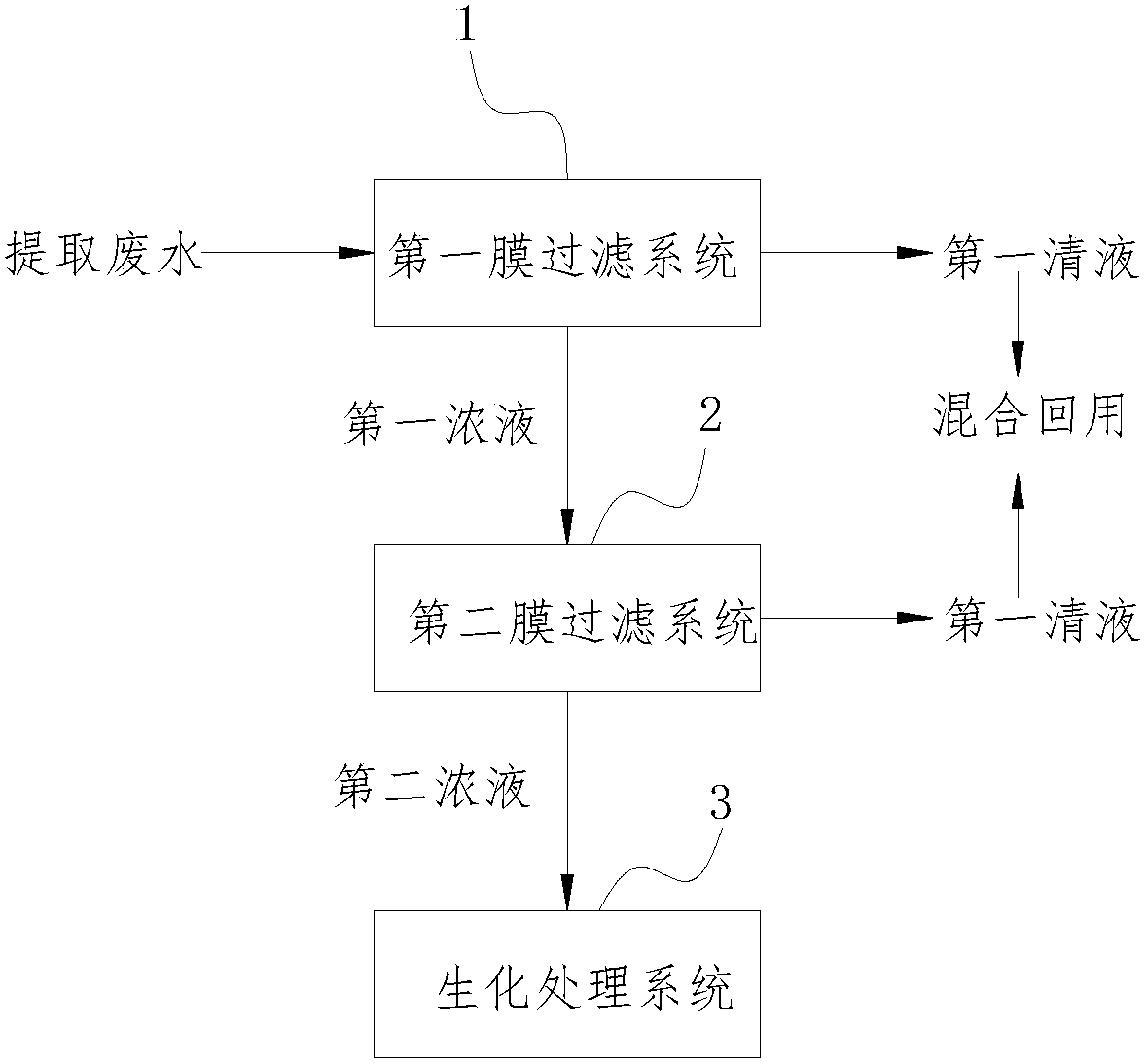
a、将提取废水通入至第一膜过滤系统,所述第一膜过滤系统保证提取废水在12-15bar的运行压力下膜通量为14-16lmh、回收率为55%-60%,提取废水经过第一膜过滤系统之后分离出第一浓液和第一清液;
b、将第一浓液通入至第二膜过滤系统,所述第二膜过滤系统保证第一浓液在26-30bar的运行压力下膜通量为17-20lmh、回收率为55%-60%,第一浓液经过第二膜过滤系统之后分离出第二清液;
c、将第一清液与第二清液混合回用,将第二浓液通入生化处理系统。
进一步地,所述第二膜过滤系统中的膜过滤组件为使得第一浓液进入该膜过滤组件之后以涡流方式沿逐层叠放的膜片构成的柱状过滤结构流动过滤并最终分离出浓液与清液的膜过滤组件。
进一步地,所述膜过滤组件为DTRO膜过滤组件。
进一步地,所述膜片包括由纳滤膜或反渗透膜构成的膜片主体。
进一步地,所述第一膜过滤系统为反渗透膜过滤系统。
为了实现上述目的,根据本发明具体实施方式的另一个方面,提供了一种硫氰酸红霉素提取废水处理设备,它包括第一膜过滤系统、与第一膜过滤系统的第一浓液出口相连的第二膜过滤系统、与第二膜过滤系统的第二浓液出口相连的生化处理系统,所述第一膜过滤系统的第一清液出口与第二膜过滤系统的第二清液出口汇合相连,所述第一膜过滤系统为保证提取废水在12-15bar的运行压力下膜通量为14-16lmh、回收率为55%-60%的过滤系统,所述第二膜过滤系统为保证第一浓液在26-30bar的运行压力下膜通量为17-20lmh、回收率为55%-60%的过滤系统。
进一步地,所述第二膜过滤系统中的膜过滤组件为使得第一浓液进入该膜过滤组件之后以涡流方式沿逐层叠放的膜片构成的柱状过滤结构流动过滤并最终分离出浓液与清液的膜过滤组件。
进一步地,所述膜过滤组件为DTRO膜过滤组件。
进一步地,所述膜片包括由纳滤膜或反渗透膜构成的膜片主体。
进一步地,所述第一膜过滤系统为反渗透膜过滤系统。
本发明相对于现有技术的有益效果在于:能够针对提取废水的高有机负荷;NH3-N的含量很高;高SCN_;高COD;存在生物抑制物质,如残留有机溶媒、表面活性物质、高浓度盐类等;悬浮物高、色度重、气味重等特点进行处理。在上述工艺条件下,第一膜过滤系统过滤之后,能够拦截提取废水中的有机物、SCN_、NH3-N、生物抑制物质、高浓度盐等污染物,降低提取废水中的COD,并输出第一清液。从第一膜过滤系统中输出的第一浓液为浓缩后的提取废水,其中的污染物浓度相较于原先的提取废水更高,通过第二膜过滤系统能够实现继续对更高浓度污染物的第一浓液进行过滤,最终输出上述第二清液,进一步降低第一浓液中的COD,上述的工艺条件使得输出第二清液的过程中不会出现膜堵塞现象。所述第一清液与第二清液COD<200mg/L,水质清澈透明,其中的悬浮物、色度完全被截留,其水质控制指标达到车间回用水标准。第二浓液通过生化处理系统进行统一处理。
下面结合附图和具体实施方式对本发明做进一步的说明。本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。