
混凝效果会受到很多因素的影响,如温度、pH、混凝剂的投加量以及混凝搅拌强度等等,在实际水处理过程中,混凝剂的投加量和pH往往是相对比较重要的因素。因此,有必要对影响混凝效果的相关因素进行分析研究。4.2.1PAC投加量的确定分别取250mL经活性污泥曝气生化处理后的乳化液废水(将其pH调至9.0左右)
各置于容量为250mL的烧杯中,依次向烧杯内加2.0mL,2.5mL,3.0mL,3.5mL,4.0mL的质量分数为10%的PAC溶液,用玻璃棒快速搅拌1min后,分别向烧杯内加入质量分数为0.3%的PAM3.0mL,再用玻璃棒慢速搅拌1min,将烧杯静置片刻后,取上清液测其COD。

由图4.2可知,随着混凝剂投加量的不断增加,废水的COD去除率也明显增加,在PAC投加量为1.4×103mg/L时COD去除率达到最大,混凝后上清液清澈透明,此后继续增加PAC的投加量,COD去除率基本不变。由此可以确定混凝剂PAC的最佳投加量为1.4×103mg/L。
由图4.2可知,随着混凝剂投加量的不断增加,废水的COD去除率也明显增加,在PAC投加量为1.4×103mg/L时COD去除率达到最大,混凝后上清液清澈透明,此后继续增加PAC的投加量,COD去除率基本不变。由此可以确定混凝剂PAC的最佳投加量为1.4×103mg/L。
4.2.2PAM投加量的确定取5个容量为250mL的烧杯,分别向其中加入250mL经活性污泥生化处理后的乳化液废水,加入3.5mL质量分数为10%的PAC溶液1mL,快速搅拌1min后,分别向烧杯中加入质量分数为0.3%的PAM溶液2.0mL,3.0mL,4.0mL,5.0mL,6.0mL并慢速搅拌1min中后静置片刻,检测其上清液COD变化。结果见图4.3。
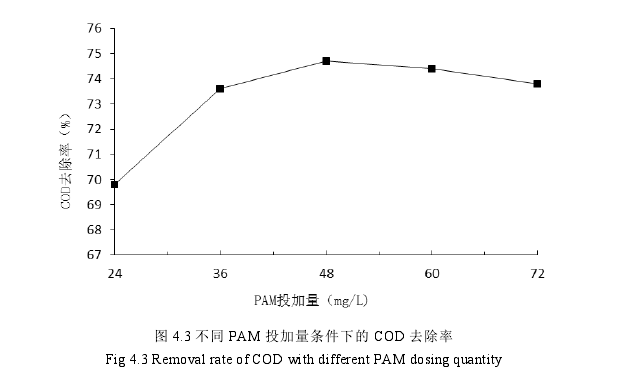
由图4.3可以看出,在固定PAC的投加量为1.4×103mg/L的前提下,废水COD的去除率随PAM投加量的增加而增加,在PAM的投加量为50mg/L左右时,去除率达到最大。此后,废水的COD去除率随着PAM投药量的增加有所下降,分析可能是因为PAM是高分子聚合物,过量的PAM也能贡献稍许的COD,使得出水COD增加。
由上述可知,PAM的最佳投加量为50mg/L。
4.2.3pH变化范围的确定溶液pH的大小对混凝效果的影响很大,它的影响是两方面的。一方面pH的变化能够改变混凝剂形成絮凝体的形态。例如用铝制水处理剂做混凝剂时,Al(OH)3胶体是两性氢氧化物,当溶液中pH<5.5时,溶液中形成的Al(OH)3胶体呈碱性而被溶解,Al(OH)3+3H+⇆Al3++3H2O,结果增加了溶液中Al3+的含量。当溶液中pH>9.0时,Al(OH)3胶体呈酸性,Al(OH)3+OH-⇆AlO2-+2H20,结果增加了溶液中残留铝的含量,所以起不到絮凝的作用。另一方面pH的变化能够改变溶液中胶体颗粒的表面电荷状态。
同样当用铝制水处理剂做混凝剂时,当pH<5.0时,Al(OH)3胶体带有负电荷,由于废水中的有机物胶体通常带有的也是负电荷,所有导致实际混凝效果不好。随着溶液pH的不断增加,Al(OH)3胶体带有正电荷以后,胶体间的斥力减弱了,混凝效果才会越来越好。
本实验探索在不同pH条件下对乳化液废水做混凝处理,探索混凝所需的最佳pH值范围。分别取5个容量为250mL的烧杯,向烧杯内分别加入经活性污泥曝气处理后的乳化液废水250mL,通过HCl溶液或NaOH溶液调节溶液的pH至3.0,5.0,7.0,9.0,11.0后,分别向烧杯内投加PAC(质量分数10%)3.5mL,快速搅拌后再分别投加PAM(质量分数0.3%)4.0mL,缓慢搅拌后静置片刻,取上清液测其COD。
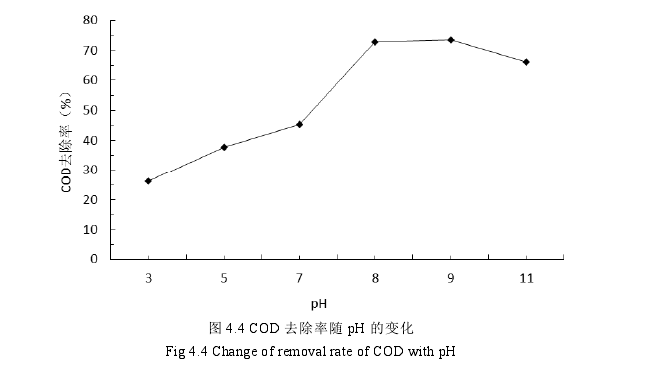
由图4.4可以看出,当pH<8.0时,随着pH的不断增加,COD去除率也随之增加。
当pH介于8.0~9.0之间时,COD去除率较高,此后当pH继续增大时,COD去除率随之减小。据此认为,混凝实验的最佳pH范围为8.0~9.0。
4.2.4沉降时间的确定废水经混凝破乳后,形成的絮凝体需要一定的时间才能完全沉降到絮凝装置底部,沉降时间过短时,出水显混浊,且COD值较高;沉降时间过长,则工艺流程处理周期就相对延长,无形之中也会增加废水的治理成本。因此,有必要通过试验确定恰当的沉降时间。
试验取250mL活性污泥生化处理后的废水置于烧杯中,调节其pH至8.0~9.0左右,加入3.5mL质量分数为10%的PAC溶液后快速搅拌1min,再加入4mL质量分数为0.3%的PAM溶液慢速搅拌1min后静置,每隔10min检测溶液COD变化。结果见图4.5。

由图4.5可知,随着沉降时间的增加,废水的COD去除率也在不断增加,当沉降时间在40min左右时,COD去除率达到最大值,此后随着沉降时间的增加,曲线走势趋于缓和。由此可以确定,混凝处理的最佳沉降时间应该在40min左右。具体联系污水宝或参见http://www.dowater.com更多相关技术文档。
4.2.5对油类物质的去除利用混凝破乳除油的效果见图4.6。

由图4.6可知,利用“PAC+PAM”对该乳化液废水做破乳处理效果较好。混凝前废水含油量在200mg/L左右,混凝后出水含油量在15~20mg/L之间,去除率在90%以上,出水水质符合《辽宁省污水综合排放标准》中废水排入设置污水处理厂的市政管网的相关规定。
4.3对比试验传统的废水处理工艺都是先混凝再生化,这样做一方面可以降低废水的浊度,另一方面可以将废水中的部分难降解有机物通过混凝的方式降解,增加了废水的可生化性。
但是,混凝工艺对混凝药剂的消耗量一般是比较大的,同时混凝后往往会产生大量的絮凝沉淀,这在一定程度上增加了废水的处理成本。本课题试验是将混凝工艺置于生化处理工艺之后,这样操作可以利用活性污泥预先降解废水中的部分有机物,在一定程度上减少对混凝药剂的消耗,从而降低废水的处理成本。
试验中将乳化液废水用生活污水稀释10倍后做曝气生化处理后再混凝,作为对比,试验考查了将废水稀释10倍后直接做混凝处理时对PAC的消耗量。具体结果见图4.7由图4.7可知,

废水稀释后直接混凝所需要的PAC的量达到8g/L,远远高于曝气后混凝所需要的PAC的量(1.4g/L),并且废水稀释后直接混凝所产生的污泥量很高,对之后的污泥处理工作增加了一定的负担。由此可知,将废水用生活污水稀释到适宜的浓度曝气生化处理后再做混凝处理可以减少对混凝药剂的消耗,从而在一定程度上降低废水的处理成本。