
含油乳化废水是炼油厂、化工厂、毛纺和机械加工行业产生的重要污染物,其种类繁多、成分复杂,如不进行处理直接排入水体将对人体健康和水资源造成严重危害。对于含油乳化废液,传统的处理方式仍停留在隔油―混凝沉淀―生物处理等工艺,处理效果不稳定,且排放超标的问题长期得不到有效解决。近年来发展的一些效果较好的新技术如膜法处理工艺因处理成本居高不下和存在膜污染问题,难以投入生产运行中。微电解和絮凝是常见的工业废水预处理工艺,但对于以乳化液为主的含油废液,较少采用微电解-絮凝工艺进行预处理。基于微电解-絮凝预处理多种工业废水都有良好的处理效果,笔者将其应用到含油乳化废液处理中,探寻一种简便、经济的含油乳化废液预处理方法。
1 实验材料与方法
1.1 实验药品与仪器
聚二甲基二烯丙基氯化铵和丙烯酰胺共聚物(PDA,工业品),PAC(工业品),活性炭(市售),铁屑(金工车间)。PB-10型pH计,德国Sartorius公司;UV-759型紫外可见分光光度计,上海精科仪器有限公司;JJ-4A型六联电动搅拌器,江苏省金坛市荣华仪器制造有限公司;HH-6 型COD测定仪,江苏电分析仪器厂。
1.2 废水水质
实验所用废水来自某工厂机械车间含油废水经简单预处理的废液,其COD为2 500~3 000 mg/L,pH为5.5~6。
1.3 实验方法
(1)废铁屑的预处理。称取一定量的铁屑放于烧杯中,用体积分数为3%的硫酸浸泡活化15 min以除去表面的氧化物并除油除锈,随后倒出酸液,用清水冲洗至中性。
(2)微电解实验。将处理后的铁屑和活性炭以一定比例投入废水中,以COD去除率为评价指标,通过单因素静态实验考察铁屑投加量、铁炭质量比和反应时间对微电解处理效果的影响。
(3)絮凝实验。选取无机PAC与有机PDA复配絮凝剂,向微电解后的废液中投入不同剂量的絮凝剂,搅拌3~5 min。以投药量、搅拌时间等为优化因素,综合絮团大小、沉降时间、溶液清晰度等现象并结合COD去除率考察各因素对絮凝效果的影响。
2 结果与讨论
2.1 微电解实验
(1)反应时间对微电解过程的影响。称取4 g预处理后的废铁屑、0.3 g活性炭放入100 mL废液中,分别反应4、8、12、16、20、24 h,考察反应时间对COD去除率的影响,结果见图 1。
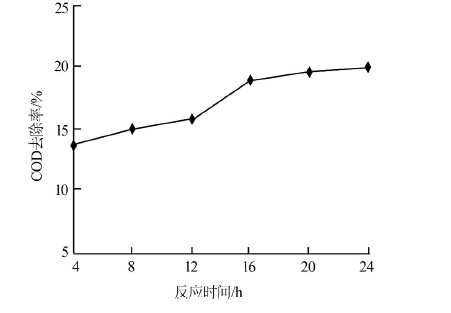
由图 1可见,随着反应时间的增加COD去除率逐渐升高,当反应时间为16 h时COD去除率为18.8%。此后随着反应时间的进一步延长,COD去除率没有明显提高。其原因是随着反应时间的延长,形成越来越多的原电池,产生更多新生态的[H]和Fe2+,微电解作用越来越明显,然而铁、碳量是一定的,形成的原电池数量也一定,当新生态的[H]和Fe2+达到上限时,即使反应时间延长,微电解也不会发挥更大的作用。确定适宜的反应时间为16 h。
(2)铁屑投加量的确定。分别向100 mL废水中投加4、5、6、7、8、9 g预处理后的废铁屑,活性炭投加0.3 g,反应时间为16 h进行微电解反应,考察铁屑投加量对COD去除率的影响,结果见图 2。由图 2可见,当铁屑投加质量为6 g时,COD去除率最高为25.8%,因此确定6 g为铁屑最优投加量。
(3)铁炭质量比的确定。取0.2、0.24、0.3、0.4、 0.6 g活性炭,再分别取6 g预处理后的废铁屑加入100 mL废水中,反应时间取16 h进行微电解反应,铁炭质量比对COD去除率的影响见图 3。
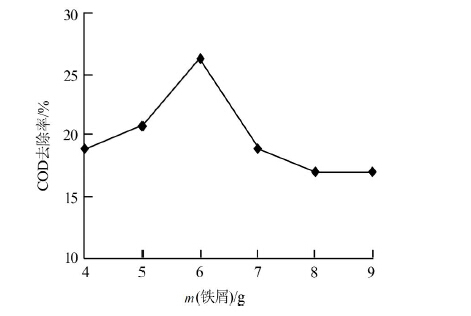
图 2 铁屑投加量对COD去除率的影响

图 3 铁炭质量比对COD去除率的影响
由图 3可见,当铁炭质量比为20∶1时,COD去除率最高达25%以上,因此最佳铁炭质量比为20∶1。
2.2 絮凝实验
(1)PAC投加量的确定。向最优条件下微电解处理后的废水中分别加入20、40、80、120、160、200 mg/L的PAC,搅拌3~5 min,静置5 min。当PAC投加量为120~160 mg/L时,废水中出现较多量的絮丝,块较大,废水变得更清,絮凝实验现象优于其他投加量下的现象,且COD去除率最高,均达到35%以上。考虑到经济性,选择PAC最佳投加量为120 mg/L。
(2)PDA投药量的确定。取微电解后的废水,在最佳药剂量下投加PAC,待有细小絮丝出现后,分别投加4、8、12、16、20 mg/L PDA,搅拌3~5 min,静置5 min。当PDA投加量≥12 mg/L时,出现较多量的絮丝,块较大、下沉,废水变得更清,COD去除率最高可达45%以上,从节约药剂量的角度考虑,PDA最佳投加量选择12 mg/L。具体参见http://www.dowater.com更多相关技术文档。
3 结论
(1)在铁屑投加量为60 g/L、铁炭质量比为20∶1时对含油乳化废水进行微电解反应16 h,预处理效果最佳,COD去除率达到25%以上。
(2)取PAC用量为120 mg/L、PDA用量为12 mg/L复配絮凝剂,可达到较好的预处理效果,絮凝强化微电解对COD去除率最高达45%以上。
(3)微电解―絮凝预处理后可串联其他深度处理方法,如微电解强化―絮凝―膜法处理可进一步增强对废水的处理效果,以达到排放标准要求。