
在米香型白酒酿造过程中,大米中的淀粉基本被消化完毕,而大米中的大部分蛋白、粗脂肪则以COD 的形式残留在酒糟水中,经检测,米香型白酒酿造过程中产生的酒糟水的COD 约为50 g/L。目前已有不少相关实验性报道利用碱提酸沉法回收利用酒糟水中的米蛋白,以减轻后续的废水处理压力,但多局限于理论领域、实验室试验结论领域及一些中小型试验领域。同时此类处理方式不可避免会遇到碱提酸沉后续排污问题、蛋白回收后的干燥、储存问题、高碱浓度下蛋白质变性问题、美拉德反应产生褐变问题、甚至产生有毒物质Lysinoalnin,这些问题得到充分解决后才能进行工业化生产。
目前,大部分米香型白酒酿造企业将其米酒糟水低价出售或免费送给一些养殖企业,但这种处理方式存在极大不确定性,其处理量完全取决于养殖企业的需求量。因此,在米酒生产企业还不具备足够的经济实力、足够的技术手段来从米酒糟水中提取回收高质量的米蛋白时,寻求一种运行成本较低甚至微盈利、又可以达到环保要求的酒糟水处理工艺就成了当务之急。与其他厌氧生物处理技术相比,升流式厌氧污泥床(UASB)运转费用及构筑物造价均较低,对不同污水的适应性也强,环境效益及示范作用较为显著,因而越来越受到重视[8-9]。本文主要探讨了UASB 工艺规模化处理米酒糟废水过程中,其厌氧消化及后续好氧处理工艺。
1 米酒糟水水质与水量
设计进水量90~130 m3/d。米糟水的水质:COD 为40~50 g/L;BOD5 为24~30 g/L;SS 质量浓度10 g/L;pH 为3.5~4。
处理后的废水满足国家污水 综合排放标准(GB 8978-1996)中的一级排放要求:COD 小于100 mg/L;BOD5 小于30 mg/L,SS 质量浓度小于70mg/L;pH 6~9。
2 米酒糟水UASB 工艺流程
2.1 厌氧- 好氧处理工艺
米酒糟水厌氧、好氧处理工艺流程见图1。

图1 米酒糟水及其他生产、生活废水的厌氧- 好氧处理流程
Fig.1 Anaerobic and aerobic treatment process of rice wine lees and other production and living waste water
2.2 厌氧反应器中种子厌氧菌种的驯化
米酒糟水具有蛋白含量丰富、化学需氧量高、酸度低等特点,目前市场上还很难找到专一的厌氧菌能有效的消化分解米酒糟水。本公司采取的办法是缓慢驯化并逐级扩培,最终得到足够量的、可以有效消化分解米酒糟水的厌氧菌种,菌种来源为兴宁市污水处理厂活性好氧污泥。规模化菌种驯化流程如图2 所示。
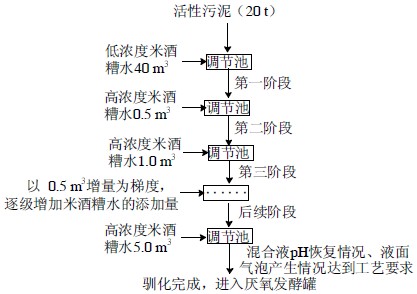
图2 厌氧种子菌驯化培养流程
Fig.2 Flow chart of acclimation and culture of anaerobic bacteria seeds
种子菌驯化过程中,各阶段的工艺要求如下:第一阶段,20 t 活性污泥和40 m3低浓度米酒糟水(COD=1.5 g/L)加入调节池后,调节pH 6.5~7.5,维持温度不低于30℃,静置128 h,使混合液中初步适应米酒糟水环境的厌氧菌增殖;第二阶段,继续往调节池添加0.5 m3高浓度米酒槽水(COD=50g/L),此时混合液pH 会降低至5.5 左右,维持温度不低于30℃,静置,并每隔8 h 检测pH,直至pH 恢复至6.8 左右,此阶段目标是使厌氧菌继续增殖并具备初步环境修复能力;第三阶段,添加1.0 m3高浓度米酒糟水,此时混合液pH 会降低至5.2 左右,维持温度不低于30 ℃,静置,并每隔8 h 检测pH,直至pH 恢复到6.8 左右,此刻液面会有少许气泡产生(甲烷、二氧化碳等);后续阶段以0.5 m3增量为梯度,逐级增加高浓度米酒糟水添加量,当高浓度米酒糟水的添加量达到5.0 m3,静置,48 h 内,混合液pH可恢复至6.8 左右,且液面会有大量气泡产生(甲烷、二氧化碳等),视为该批厌氧种子菌的驯化已完成,可以进入厌氧发酵罐。
2.3 主要构筑物和设备
厌氧消化工艺设备设施:1 600 m3厌氧发酵罐;60 m3调节池;5.5 kW进料泵2 台(一用一备,扬程20 m,流量30 m3/h);600 m3双模式沼气储气柜;止回阀等。
后续好氧处理工艺设备设施:60 m3第一级曝气池,100 m3第一级沉淀池,500 m3第二级、第三级曝气池,250 m3第二级沉淀池,40 m3混合池,60 m3第三级斜板沉淀池,橡胶膜微孔曝气头400 个(通风量1.5 m3/h),2.2 kW 污泥泵6 台(三用三备,扬程10m,流量15 m3/h),18.5 kW 曝气鼓风机2 台(一用一备,流量11 m3/min),絮凝剂自动添加设备1 台。
2.4 检验仪器、米酒糟指标的检测方法
检验仪器:KDN-01A 型半自动凯氏定氮仪,DJM-15L 胶体磨。
米酒糟指标的检测方法:米酒糟样品先经过胶体磨处理10 min,然后用Folin- 酚法测定液体中的蛋白含量,重铬酸盐法测定米酒糟水的化学需氧量COD。
3 调试和运行
3.1 厌氧消化环节工艺要求及参数确定
厌氧菌扩培和厌氧发酵罐启动为同步过程,即往厌氧发酵罐中逐级添加米酒糟水,期间定时追踪罐内醪液的pH,并严格控制罐内温度,各种参数控制同厌氧菌的驯化阶段,每次添加的米酒糟水的量:取决于厌氧发酵罐内的pH、温度情况及挥发酸等情况,当1 600 m3 厌氧发酵罐完全充满米酒糟水发酵醪液时,本项目视为厌氧发酵罐启动结束。后续即为厌氧发酵罐正式运行阶段。
3.1.1厌氧发酵罐处理米酒糟水的能力
在1 600 m3 厌氧发酵罐正式运行后,根据厌氧发酵行业内经验,每立方体积厌氧发酵罐24 h 可消化3.2 kg COD,即1 600 m3 厌氧发酵罐每24 h 可消化5 160 kg COD。探索厌氧罐实际处理米酒糟水的能力,方法为:以7 d 一个周期,每天往厌氧发酵罐内加同样数量的米酒糟,同时自厌氧发酵罐顶端溢流口取样,即消化分解完毕后的醪液,并检测其COD,最终此周期内消化分解完毕后醪液的COD取这7 d 检测结果的平均值。此探索过程共分7 个周期完成,每个周期往厌氧发酵罐加入的米酒糟的量分别为10、30、50、70、90、110、130 m3,检测结果如图3 所示。
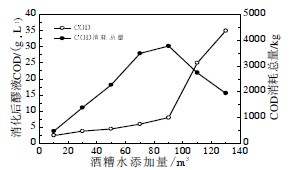
图3 酒糟水添加量与COD 去除效果的关系
Fig.3 The effect of wine lees dosage on COD removal efficiency
由图3 可知,往厌氧发酵罐内加入米酒糟水为90 m3以内时,经厌氧发酵后的醪液COD 变化范围不是很大,并可以控制在8 g/L 以内,同时厌氧发酵罐总消耗COD 的量会随着酒糟水添加量的增加迅速上升。当酒糟水添加量超过90 m3时,出水水质的COD 会迅速上升,当酒糟水添加量达到130 m3时,出水水质的COD 高达35 g/L,而总消耗COD 则呈下降趋势。这个探索结果说明本厂设计的厌氧发酵罐处理本厂酒糟水能力的界限非常明确,即1 600m3 厌氧发酵罐,通过本调试工艺,最多消化处理半固态发酵产生的米酒糟水90 m3/d,每天最多能消耗COD 3 700 kg 左右,每立方厌氧发酵罐每24 小时可消耗COD 2.31 kg,较行业内经验数值每24 小时每立方厌氧发酵罐可消化3.2 kg COD 低约27.8%,这也说明某些领域经验数值可以作为参考,却不能作为实际控制水平应用于生产,物料性质、当地气候环境等因素都可能会对实际生产中的数据造成较大影响。

图4 进料方式对厌氧罐内pH 和温度的影响
Fig.4 The effect of feeding method on pH and temperature in anaerobic tank
3.1.2厌氧发酵罐进料方式对温度、pH 的影响
当厌氧发酵罐正式运行后,厌氧罐内厌氧细菌占有绝对优势地位,且新陈代谢旺盛、活力优良,同时对待消化物(米酒糟水)具有良好的适应性。但酒糟水是经过酿酒车间蒸馏后排出的,酒糟水的温度较高,待准备进厌氧发酵罐处理时,酒糟水的温度约在60 ℃,同时酒糟水pH 较低,约为3.5,一次性加入90 m3酒糟水对厌氧罐内的环境势必影响较大。90 m3酒糟水24 小时内一次性加入与均分3 次加入对厌氧罐内pH、温度影响对比如图4 所示。
从图4 中可以看出,一次性加入90 m3酒糟水,对厌氧罐内pH、温度等因素的影响还是较大的,而24 h 内均分3 次加入,厌氧罐内发酵环境则稳定的多。实践证明,均分3 次加入既可以保证一线操作工人排班的方便性,又可以保证沼气产量的稳定性、持续性,从而更方便沼气的利用。另外经测量,均分3次加入酒糟水沼气的日均产量要比一次性加入酒糟水沼气的日均产量高出10%,这也从另一个角度证明了均分3 次加入酒糟水更有利于厌氧细菌的新陈代谢,也更有利于酒糟水中COD 的消除。
3.2 好氧处理阶段工艺要求及参数确定
好氧阶段是使厌氧菌失活、好氧菌快速增长并消化废水中绝大部分残存COD 的过程。其中,第一级曝气的主要功能是使经厌氧消化后的废水中的厌氧菌失活,然后经过第一级沉淀使大部分失活的菌体沉淀并回流至厌氧发酵罐进行重新消化,此阶段要求曝气气泡细腻均匀、废水中的溶氧量在1.8mg/L 以上。第二级、第三级曝气连续布置,其主要功能为使经过第一级沉淀后废水中的好氧菌迅速增长并消化大部分废水中的COD,此过程要求曝气气泡细腻均匀、废水中的溶氧量在2.0 mg/L 以上。在第二级、第三级曝气池中,要求曝气头布置均匀、稳定。
后续第二级、第三级沉淀需不定期对其沉淀下来的好氧污泥进行处理,方法为回流至厌氧发酵罐进行二次消化。回流的频率根据实际运行效果而定,根据本项目经验,第二级沉淀池出水COD 一般稳定在250 mg/L 左右,当此环节出水COD 超过300mg/L 或明显有絮状污泥上浮时,即要及时开启此环节的污泥回流系统;而第三级沉淀池的出水COD正常情况下可控制在100 mg/L 以内,当日常监测发现出水COD 有明显上升趋势而第二级沉淀池出水又无异常时,则要进行第三级沉淀池的回流工作。
4 沼气产量及经济效益分析
沼气输送管道上加装沼气流量计,可以方便的记录检测沼气的产生速度,也更加有助于厌氧罐内的发酵状态。经测算,每24 小时消化酒糟水90m3,折算后,即清除COD3 700 kg/d,可以产生沼气3 500 m3。采用目前行业内比较先进的双膜储气柜进行暂储缓冲,然后引至锅炉燃烧,即可节约3.5 t/d 原煤,每年即可节约近千吨原煤,价值近百万元,足以补贴本项目运行过程中的电耗费用、设备维护费用、人工费用等。同时,这其中节能降耗产生的生态效益更值得肯定。具体参见http://www.dowater.com更多相关技术文档。
5 结论
米酒糟废水为高浓度有机废水,无毒有害,其BOD5/COD 很高,适宜采用UASB 厌氧- 好氧处理工艺。米酒糟废水及其他生产废水、生活污水等经UASB 工艺处理后,达到了国家一级达标排放。并且通过成本核算,本项目运行过程中还可以达到盈利状态(产生沼气价值大于项目运行成本),这在一般生产型企业进行废水处理环节中所不多见的。所以,立足现实,采用厌氧消化和好氧曝气两步法处理生产过程中产生的米酒糟废水、生活污水等,实践证明,该项目运行效果良好,彻底解决了企业在发展过程中遇到的排污瓶颈问题。同时,给行业内的相关企业提供积极的借鉴意义。