
银杏酮生产废水属于中成药中单一成分醇提废水。它来源于设备清洗、柱再生和酸碱冲洗、蒸发冷凝液等。废水中含有乙醇、氨基酸、植物纤维、脂肪质、叶绿素以及 NaOH 等。
某制药厂生产银杏酮,其生产废水中含有银杏叶的植物纤维和脂肪质,生物稳定性强,不易生物降解;同时由于是全厂综合废水含有锅炉房的酸性排污水。因此采用pH值调节,并结合加药混凝沉池工艺,首先去除废水中的植物纤维和脂肪质,兼具化学水解效果,使UASB进水浓度减少一半以上,CODcr质量浓度可降低到114 mg/L以下。
废水中溶解性成分主要是乙醇、氨基酸、叶绿素等,易于生化分解。因此选用目前制药行业高浓度废水普遍使用的 UASB艺;并在 UASB 池的中上部放置 2m 高的组合填料,构成厌氧复合床。
厌氧出水采用推流式延迟接触氧化池,作为达标出水的末端处理工艺。
银杏酮废水处理工艺流程见图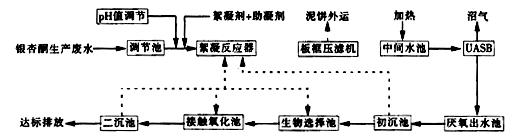
主要设备和构(建)筑物:
主要设备
|
序号 |
设备名称 |
型号、规格 |
特性参数 |
数量 |
配套电机功率 /kw |
备注 |
|
1 |
格栅 |
长 500 mm × 宽 400mm |
1 台 |
|||
|
2 |
污水泵 |
32ZW10―20 |
流量 10 m 3 /h 扬程 20 m |
3 台 |
2.2 |
|
|
3 |
泥浆泵 |
l―1B3″ ( b ) |
流量 10 m 3 /h 扬程 60 m |
1 台 |
7.5 |
|
|
4 |
罗茨风机 |
SSR―80 |
风量 3.36 m3/min 风压 53.9 kPa |
2 台 |
5.5 |
|
|
5 |
絮凝反应器 |
φ1600 mm × 3150 mm |
1 台 |
0.37 |
减速机 L-D 0 反应 30min | |
|
6 |
板框压滤机 |
BMS20―630/25 |
过滤面积 20 m 2 |
1 台 |
||
|
7 |
气液分离器 |
φ 600 mm × 600 mm |
1 台 |
|||
|
8 |
酸贮槽 |
φ 800 mm × l200 mm |
1 台 |
|||
|
9 |
组合填料 |
φl50 mm ×100 mm |
200m 3 |
主要构(建)筑物
|
序号 |
构(建)筑物名称 |
规格 |
有效容积 /m 3 |
停留时间 /h |
其它工艺参数 |
|
1 |
调节池 |
5100 mm × 5100 mm × 4650 mm |
50 |
24 |
|
|
2 |
中间水池 |
5100 mm × 5100 mm × 4650 mm |
50 |
4 |
|
|
3 |
UASB 池 |
φ 7 910 mm × 7 280 mm |
200 |
40 |
容积负荷(以 BOD 计) 2.5 kg/ ( m 3 ・d )组合填料 80 m 3 |
|
4 |
厌氧出水池 |
5100 mm × 5100 mm × 4650 mm |
50 |
4 |
|
|
5 |
初沉池 |
2500 mm × 2500 mm × 5500 mm |
30 |
2 |
表面负荷 1.6 m 3 / ( m2・h ) |
|
6 |
生物选择池 |
2250 mm × 2500 mm × 5500 mm |
28 |
2.5 |
|
|
7 |
接触氧化池 |
6000 mm × 5000 mm × 4500 mm 2250 mm × 2500 mm × 4500 mm |
142.5 |
12 |
填料负荷(以 BOD 计) 012 kd/ ( m 3 ・d ) , 填料 120 m 3 ,水气比 1 : 40 |
|
8 |
二沉池 |
2500 mm × 2500 mm × 5100 mm |
22 |
2 |
表面负荷 l6m 3 / ( m 2 ・h ) |
|
9 |
物化处理间 |
6740 mm × 6520 mm × 5800 mm |
45m 2 |
为保证处理效果,废水处理系统没有采取全流量 24 h运行方式。在实际运行中,物化絮凝采取两班12 h运转;厌氧全天连续运转,连续进水与突击进水相结合;以保证污泥上升和减少死角,好氧生化24h风机曝气,间断进水。具体参见http://www.dowater.com更多相关技术文档。
由于综合废水是酸碱废水的混合物,为保证系统稳定运行,减少药剂消耗,建议增加设置州自动检测系统,并与加药联锁。
污泥中包括化学污泥、厌氧污泥和好氧污泥,从保护员工健康和减轻工人劳动强度出发,建议将板框压滤机改为半自动厢式压滤机。滤饼直接在锅炉中焚烧。