
[摘要]总结了A2/O法处理表面活性剂废水的一个实例。实践证明,A2/O 法处理表面活性剂废水是可行的。其关键技术在于泡沫分离器和)UASB反应器。废水经A2/O工艺处理后,,COD 值从1200mg/L以上降至150mg/L以下,COD去除率达85%以上,废水处理量为80m3/h。
[关键词]表面活性剂;A2/O;UASB反应器;泡沫分离;接触氧化
金陵石化有限责任公司化工二厂生产农药乳化剂、油田破乳剂、聚醚等表面活性剂类产品,生产过程产生高浓度可生化性较差(BOD5<CODCr<0.2)的表面活性剂废水。该废水用传统的曝气法来处理非常困难,该厂使用A2/O 法处理表面活性剂废水获得成功,每年减少,COD排放量84万t,取得可观的经济效益和环境效益。
1 废水处理工艺
1.1 废水水质及水量
水量为80m3/h,COD 1200~1600 mg/L,BOD 240~350 mg/L,pH 6.0,SS 250 mg/L.
1.2 工艺流程及分析
系统工艺流程可分为预处理过程和生化过程,流程如图1。
 |
| 图1 表面活性剂废水处理装置工艺流程 |
各表面活性剂生产装置的废水通过缓冲池进入废水处理车间,经格栅去除杂物后进入调节池,调节池有效容积1200m3,停留时间(HRT)为80h。 调节池废水经泵提升至泡沫分离塔,由空气压缩机通过微孔曝气器向塔底曝气V(空气):V(H2O)=45:1,利用表面活性剂的表面活性特征,使大部分表 面活性剂物质吸附在泡沫表面从塔顶分离出来,经脱泡处理进入200m3中间池,浓缩液,COD>4400 mg/,废水水量为16m3,塔底残液出水400mg/L。
生化处理过程由上流式厌氧污泥床(UASB)反应器、水解池、接触氧化池、二沉池组成。UASB 反应器共2个,每个800 m3,中间池的高浓度 废水泵入反应器,流量控制在8 m3/L以下,HRT为80h。反应器下部有高浓度颗粒状活性污泥,污泥负荷高;反应器中部装有组合式填料,废水上升过程中加强生物膜反应,以取得更好的 处理效果;反应器顶部为三相分离器,进行三相分离。反应器出水和泡沫分离器底部残液一起进入水解池进行兼氧水解处理,水解池溶解氧(DO)控制在 0.3mg/L以下,大分子有机物在兼氧菌的作用下分解为小分子有机物,提高了废水的可生化性。水解池出水进入挂膜接触氧化池进行好氧氧化处理,最后废水 进入二沉池进行沉淀分离,出水COD<150mg/L,剩余污泥送入干化系统或部分回流使用。有废水需要处理的单位,也可以到污水宝项目服务平台咨询具备类似污水处理经验的企业。
2 系统调试
调试重点和难点是UASB反应器和A/O挂膜,UASB反应器的调试过程分为污泥接种、污泥驯化增值、稳定提高三个阶段。
2.1 污泥接种
调试初期,UASB 反应器中投入直径为20 μm、相对密度1.4 的陶粒作载体,内回流管线上接蒸汽,使反应器温度达到,30℃以上,实际操作过程中必须控制在30~38℃,但调温速度以0.1 ℃/h左右为宜。具备必要调试条件后,将另一污水处理厂的厌氧污泥50 m3, 用水稀释2倍,经沉淀去除砂石杂物后,加入50kg 淀粉、2t粪便清液、200g硫酸亚铁、200g氯化镍,以2 m3/h 泵入反应器,温度变化<0.1℃/h,以35℃左右为宜,温度波动大时,可以间断泵入。
2.2 污泥驯化
接种污泥后,检测污泥质量浓度小于1 g/L,每天从中间池〔投加营养盐质量比按m(CODCr):m(N):m(P)=300:5:1〕向UASB反应器泵入20m3表活废水与粪便清液的混合液,分5次泵入,每次泵入4m3,经过28 d驯化,污泥质量浓度达到13 g/L,呈颗粒状,产气比较明显。以后连续进高浓度废水,流量为23 m3/h,每天测定污泥浓度,在20 d后达到61 g/L,反应器内碱度、酸度稳定,表明酸化过程、碱化过程稳定。出水中污泥浓度未检出,表明三相分离器的分离效果良好,颗粒状活性污泥沉淀性质非常好。
2.3 稳定提高阶段
在稳定UASB反应器温度、pH、碱度、挥发酸的前提下,提高进水负荷,在经过24 d,反应器污泥负荷达到设计要求,污泥质量浓度达到103g/L,产气非常明显。在提高进水负荷的过程中,曾经发生反应器内pH 急剧下降的现象(通常称之为酸败),此时碱性过程受到抑制,应当降低负荷,并且适量泵入NaHCO3溶液,以防败酸情况进一步恶化。
2.4 水解接触氧化(A/O)挂膜
由于UASB 反应器的调试过程比较长(约80 d),出水直接进入水解池,因此,水解兼性微生物基本上是UASB反应器出水接种驯化,经长时间驯化产生,没有对水解池和接触氧化池进行特别接种。水解池 的营养盐投加按m(CODCr):m(N):m(P)=200:5:1进行。水解池有效容积与氧化池有效容积之比(VA/VO)为1,经过对各段出水 CODCr、BOD5分析后,发现VA/VO=0.5。实践表明,接触氧化段起的作用比较大,接解氧化段DO控制在24mg/L。
3 运行效果
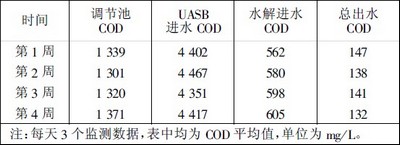
验证调试结束,装置投入正常运行,实际来水为80 m3/h,达到设计要求。分析站的分析数据表明,来水COD平均为1300 mg/L,UASB 反应器进水COd平均为1600 mg/L,反应器出水COD 为1600 mg/L,总出水COD <150 mg/L,反应器的COD去除率平均为63%,COD 总去除率在85%以上,表1是2009年9月份的数据统计分析。
| 表1 9月份水质统计 |
 |
4 问题讨论与结论
该工艺设计和调试运行比较成功,进一步探讨的问题:(1)来水比较复杂,有时泡沫分离系统效率比较低,起泡的效果不理想,此时可以向泡沫分离器添加泡沫形成剂,以取得比较好的泡沫分离效果;(2)UASB 反应器进水COD负荷为1.06 kg/(m3・d),时有酸败情况发生,酸败发生时,挥发酸浓度急剧上升,pH 急剧下降,此时应降低负荷,适当投加NaHCO3,待pH稳定后,再逐步提高进水水量;(3)VA/VO比值对出水有一定影响,当泡沫分离系统的效率低时,提高VA/VO比值对系统效率有利,但VA/VO比值不能大于1。
结论:A2/O法处理表面活性剂废水是可行的,UASB反应器负荷高、效率高、产泥量小,占地省,是一种高效、节能的废水处理单元。
参考文献:
[1]张百杰. 环境工程手册(水污染防治卷)[M].北京:高等教育出版社,1996:600-635
[2]魏复盛,等.水和废水监测分析方法指南(中册)[M]. 北京:中国环境科学出版社,1994:305-321
[3]王宝贞,等. 水污染控制工程[M]. 北京:高等教育出版社,1995:201-235
[4]王家玲,等. 环境微生物学[M]. 北京:高等教育出版社,1991:118-186.来源:工业水处理 作者: 罗峰 孙晓犁