
摘要:介绍三相分离卧螺离心机工作原理和重污油处理工艺,简述开工过程出现的问题和采取的措施。通过对处理前后重污油质量指标对比,说明离心分离对重污油有良好的处理效果。
关键词:重污油;离心机;分离
炼油过程产生的重污油经污水处理装置回收后返回罐区,由于重污油中含有较高的水分和机械杂质,在二次加工时给装置平稳生产造成较大的影响。2004年洛阳分公司投产了一套年生产能力3×10 t的重污油处理设施,关键设备是德国福乐伟(FLO’ITWEG)有限公司生产的三相分离卧螺离心机。经处理的重污油,水分、机械杂质均达到了装置进料要求,有效缓解了重污油给炼油生产造成的影响。
1 三相分离卧螺离心机简介
1.1 工作原理
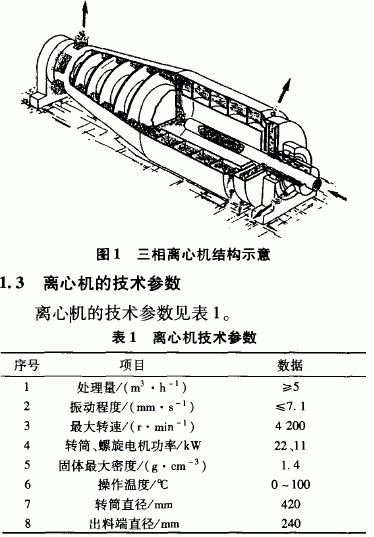
需要分离的物料通过中心供料管进入离心机内(图1),在离心力的作用下,密度大的固体沉降到转筒壁上。两相密度不同的清液形成同心圆柱,较轻的液相处于内层,较重的液相处于外层。不同液体环的厚度可通过调节溢流堰和可变叶轮来改变。沉积在转筒壁上的固体由螺旋输送器传送到转筒的锥体端,从排料口排入固体集料箱。
1.2 操作与维护
开机前保证离心机三相排出口畅通,先启动离心机螺旋电机,再启动转筒电机,转筒达到额定转速时,启动进料泵。如果包含有无定形固体颗粒的悬浮液或非常小的固体颗粒,应缓慢提升离心机的速度,在1O~20 min内达到额定进料量。通过调节可变叶轮、离心机转速、进料量调整产品的品质。离心机停机前必须停止进料,并用热水对离心机内部进行清洗。
机器运行1小时后检查主轴温度(最高允许130℃);每12小时用离心机上的润滑脂罐对转筒轴承加油一次;每运行2 000小时对螺旋轴承加油;首次运行500小时更换齿轮油,以后每年或运行10 000小时更换一次;离心机每运行500小时应清洗停机。
 |
2 重污油处理工艺
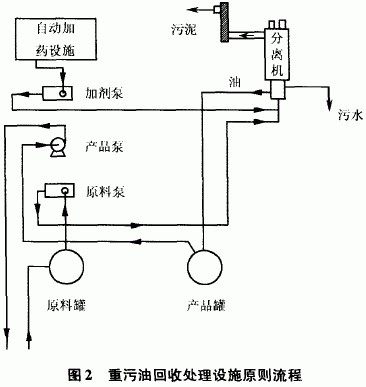
重污油由储罐通过液体静压力或泵输送至原料缓冲罐,再由原料泵输送至三相卧螺离心机,分离出三种介质。污水排入含油污水管网,固相污泥通过螺旋输送器送至固体料斗,分离出的重污油在重力作用下进入重油储罐,再由泵输送至罐区。为提高分离效果,通过自动加药设施在离心机进料口加入絮凝剂和破乳剂(图2)。
 |
3 运行中出现的问题和解决方法
近年来,国内多家炼油厂采用了福乐伟公司的离心分离技术,但多用于含油污泥的处理.洛阳石化厂将离心分离技术用于重污油处理在国内尚属首次。设施开工后,出现了三相分离不彻底(即油相中含水、水相中含油、泥相中含油含水均达不到要求)及原料中水相和固相含量较低时部分油相从固相出口排出的现象。与福乐伟公司技术人员一个半月的攻关,反复试验,采取了以下措施,取得了良好效果。
(1)科学选用絮凝剂。在相同试验条件下,分别加入三种絮凝(zetag7650,zetag7689,F04240SH)并进行比较,根据污油中固相的絮凝时间和絮凝效果,选用了天津生产的F04240SH型絮凝剂,固液分离效果明显;
(2)加入破乳剂。在出泥良好的情况下,对油中含水多次采样分析,均在1% 以上。通过试验,在絮凝剂溶液中加入破乳剂(型号G3922,),油中含水明显降低,改善了油水分离效果。
(3)合理调整运行参数。在正常运行中,根据厂方提供的操作书,通过对离心机可变叶轮直径、螺旋和转鼓转速、进料量、加剂量和溶液浓度进行调节,可分离出符合要求的固相、油、水。但在原料中水相和固相含量较低时,油在进料中的比例增大,超过了离心机油相排出口的外甩能力,导致部分油相从固相排出口排出。经多次调整并进行数据分析发现,这种情况多在进料量大于4.5 t/h时出现,若原料中油相含量较高,固相排出口出油时,将进料量调至4.5 t/h以下可消除此现象。
4 使用效果与经济效益
4.1 使用效果
排水系统回收的重污油组成复杂,质量较差。重污油在油罐中经加温沉降后,其中部分污水通过脱水管排出,而油中的乳化水和污泥却无法去除。重污油在回炼中,多次对电脱盐造成冲击,导致装置生产波动。
表2是重污油在处理前、后的分析数。
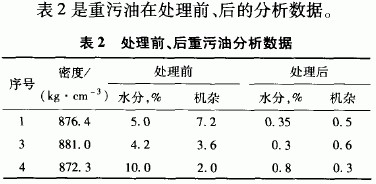 |
通过对比可以发现,处理后的重污油水分及机械杂质明显减小,并达到了小于1% 的工艺指标,同时炼油系统中恶性循环的污泥分离出来。经处理的重污油回炼过程中未给装置造成任何影响,效果良好。
4.2 经济效益
重污油处理设施投资400万元,生产成本约为30 t,人工成本约5×104 a,设备维护费按15×104 a;每年处理劣质重污油10 000 t,生产出产品8 000 t,重污油处理前后差价格按500元/t(参考燃料油和原油价格)计算,年经济效益为:
8000×500―10 000×30―15×10一5×10:350×10元
5 吸收法和吸附法联合运用的效益预测
采用吸收法和吸附法联合运用的油气回收装置,可以提高油气回收率,解决油品蒸发排放带来的一系列问题,具有显著的社会效益和环境效益,是可行的。
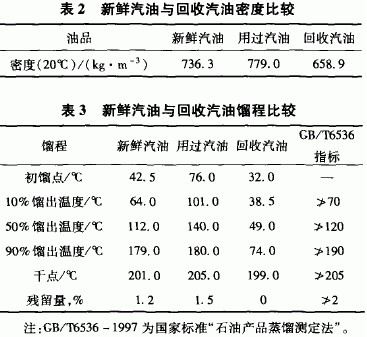
经测定,长岭分公司常温轻柴油吸收法油气回收装置油气回收率平均为80% 左右,采用吸收法和吸附法联合运用的油气回收装置其油气回收率可达95% 以上。油品蒸发损耗的物质主要是轻烃组分。通过对“新鲜汽油”(从加油站刚购买的汽油)、“用过汽油”(油罐多次周转蒸发试验后罐中的汽油)及“回收汽油”的密度及馏程测试比较(如表2、表3所示),可以看出“回收汽油”的密度最轻,初馏点最低,馏程最窄,组分最轻。
 |
长岭分公司年汽油装车量约为8×10 t,改造回收装置,经济效益将较明显。国产回收装置静态投资回收期n与投资额y和汽油年装运量G的关系可通过经验公式(2―1)(含税)、(2―2)(不含税)估算出 。其中A为装油操作状况对损耗的影响系数,其推荐值如表4。
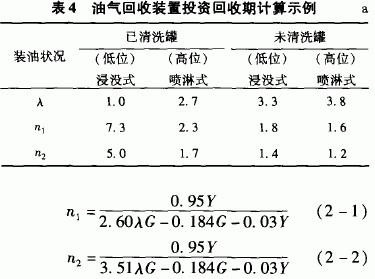 |
当汽油装车量G=80×10 t/a,投资总估价150万元RMB,其静态投资回收期凡 、凡:计算值也列入表4中。回收装置的经济效益是十分明显的。
参考文献
1.黄维秋.关于油品蒸发问题[J].油气储运,1997,16(5):39―41
2.黄维秋,高锡祺,赵书华.蒸发油气吸收回收技术的研究(II)[J].石油化工高等学校学报,1999,12(3):52~ 57
3.黄维秋,袁旭,赵书华.活性炭吸附汽油蒸气动力学性能测定[J].油气储运,2001,20(10):39―42
4.黄维秋.油气回收技术分析与比较.化学工程,2005,33(5):53―56,65
5.安本英机,安部郁夫.活性炭的应用技术[M].江苏:东南大学出版社,2002.246,550
6.阎勇.有机废气中挥发性有机物(VOC)的净化回收技术[J].化工进展,1996,15(5):26―28
7.姜车清,黄卫红,陆晓华.活性炭纤维及其应用研究进展[J].工业水处理,2001,21(6):5谷腾水网 来源:王元波