
申请日20200306
公开(公告)日20200626
IPC分类号C02F9/04; C07C29/80; C07C31/04; C02F103/36
摘要
本发明提供了一种甲醇合成烯烃废水的处理回用工艺,该工艺先将废水进行除浮油处理降低油含量和COD后进行除固处理,出水经破乳后再进行高效油水分离,进一步降低油含量和COD后进入深度吸附处理,最终实现出水油含量小于5mg/L,COD小于100 mg/L;本发明通过处理工序的合理选择和连接,有针对性地对甲醇合成烯烃废水进行处理,经处理后的废液中油含量小于5mg/L,COD小于100 mg/L,且全过程无废气、废水和固废等二次污染产生,通过构成闭路循环,进一步降低综合运行成本,且污水经处理后全部满足回用要求,具有非常显著的应用优势。
权利要求书
1.一种甲醇合成烯烃废水的处理回用工艺,其特征在于,先将所述废水进行除浮油处理降低油含量和COD后进行除固处理,出水经破乳后再进行高效油水分离,进一步降低油含量和COD后进入深度吸附处理,最终实现出水油含量小于5mg/L,COD小于100 mg/L。
2.如权利要求1所述的处理回用工艺,其特征在于,所述除浮油处理采用机械隔油、平流隔油或气浮中的一种或几种的组合;经除浮油处理后,废水油含量降至100 mg/L以下,COD降至50000mg/L以下。
3.如权利要求1或2所述的处理回用工艺,其特征在于,废水经除浮油处理后进行除固处理,除固出水SS小于5mg/L。
4.如权利要求3所述的处理回用工艺,其特征在于,除固出水利用破乳器进行破乳处理,所述破乳器内设置破乳树脂床;所述破乳树脂床采用高温破乳树脂DEMR。
5.如权利要求4所述的处理回用工艺,其特征在于,废水在破乳器内停留时间为30~60min,树脂床高径比为1.0~1.5;
优选地,停留时间为30min,树脂床层高径比为1.0。
6.如权利要求5所述的处理回用工艺,其特征在于,破乳出水进入高效油水分离器进行油水分离处理,水相出水油含量为20~50mg/L,COD降至10000mg/L以下。
7.如权利要求6所述的处理回用工艺,其特征在于,废水停留时间为60-120min,油水分离器高径比为0.5~0.8;
优选地,废水停留时间为时间为120min ,油水分离器高径比为0.5 。
8.如权利要求7所述的处理回用工艺,其特征在于,油水分离水相出水进入深度吸附柱进行深度除油除COD处理,吸附柱出水油含量小于5mg/L,COD小于100mg/L。
9.如权利要求8所述的处理回用工艺,其特征在于,废水在深度吸附柱内停留时间为40-60min,吸附柱材料装填高径比为0.6~2;
优选地,废水在吸附柱内停留时间为40min,吸附柱材料装填高径比为0.6。
10.如权利要求9所述的处理回用工艺,其特征在于,所述深度吸附柱用甲醇进行解吸再生,再生液用精馏工艺回收甲醇,回收的甲醇返回解吸工序循环使用,分离甲醇后残余的重组分有机物作为燃料回收。
说明书
一种甲醇合成烯烃废水的处理回用工艺
技术领域
本发明属于废水处理技术领域,尤其涉及一种甲醇合成烯烃废水的处理回用工艺。
背景技术
随着经济发展和对乙烯、丙烯需求量的日渐增长,作为烯烃生产原料的石脑油、轻柴油等资源面临着越来越严重的短缺局面。非石油资源生产烯烃的化工路线开始受到普遍的重视。甲醇制烯烃( MTO) 工艺是一种以煤基或天然气基合成的甲醇为原料生产低碳烯烃的化工技术,其工艺技术的完善对保障低碳烯烃稳定供给具有重要意义。
以甲醇为原料制取乙烯和丙烯的化学反应方程式和热效应为:
2CH3OH→C2H4+2H2O (ΔH=11.72KJ/mol,427℃)
3CH3OH→C3H6+3H2O (ΔH=30.98KJ/mol,427℃)
甲醇制烯烃装置主要生产系统由反应-再生单元、急冷-水洗单元及汽提单元3部分组成,其工艺流程简图如图2所示。来自装置外的液态甲醇经换热后气化,在催化剂的作用下,气相甲醇于反应器内转化为以烃类为主要产品的混合气( 反应气),反应气经旋风分离除去所携带的大部分催化剂细粉后送至急冷-水洗单元降温、洗涤,进一步脱除残余催化剂和部分杂质后送至下游装置。急冷塔和水洗塔污水经沉降( 隔油、除悬浮物) 、汽提( 去除含氧化合物) 后外排出装置。
甲醇制烯烃装置外排废水水量较大,因现有大部分甲醇制烯烃装置汽提塔仅考虑了含氧化合物的汽提,故导致汽提净化水中芳烃和重质烃含量高,造成COD 偏高,水中难降解有机物、石油类含量较高。由于多级旋风分离器分离效率的局限性和催化剂的强度等问题,反应气中的催化剂粉尘浓度相当高,大部分未分离催化剂颗粒会随反应气进入急冷-水洗单元。绝大部分未分离的催化剂颗粒被急冷塔中急冷水截留,参与急冷水循环并不断累积,部分急冷水抽出外送处理,故导致外排急冷水中固含量居高不下。难降解有机物、石油类含量高,固含量高三大特性的叠加决定了外排污水可生化性差,造成污水处理场负荷增加且出水水质不稳定。另外,基于甲醇制烯烃工艺自身特性可知,工艺过程会消耗大量的水资源,但是在实际情况中,我国水资源存在着分布不均问题,致使企业的发展受到了一定限制。随着甲醇制烯烃工艺不断发展,对水资源的需求也越来也大,而国家对水资源的保护力度也在不断加大,致使甲醇制烯烃工艺的正常进行遇到了较大困难。因此,对甲醇制烯烃工艺中的外排污水进行回收处理有着重要作用。
根据甲醇转化反应原理,结合有机物在水中的溶解性可知,废水中的有机物主要为含氧有机化合物,同时有一些乳化的油类。根据色谱分析,废水中的有机物为含氧有机化合物,主要是甲醇、乙醇、乙醛、异丙醇、丙酮、丁酮等可与水混溶的物质,废水中的COD也多以乳化性和溶解性COD为主。
在对污水进行处理时,有企业采用隔油沉淀、气浮将水中大部分浮油及催化剂进行去除,再进行生化处理及过滤,从而有效去除废水中的COD、氨氮、磷含量及浊度,使其满足企业循环水补水要求,大幅减少循环水的补水量;另外,对生化出水可再进行送往合成气生产工序,这种方式不需要对烃以及含氧化合物进行脱除;还可将工艺中的过量水通过丙烯醚化生产为2-异丙醚。由于甲醇制烯烃工艺过程会不断产生烯烃以及水,即使装置内水循环达到稳定状态,也还是会产生过量水。因此,技术人员对汽提后的废水进行多项处理,包括沉淀、调碱、过滤、曝气等,从而有效去除废水中的COD,如图3所示。预处理后,在超滤膜过滤系统的作用下,对预处理后的废水进行胶体、颗粒物以及悬浮物的去除。当反渗透膜系统对相应的溶解性有机物以及无机离子进行去除后,处理后的水能够较好符合锅炉补水以及循环水补水相应的水质规范,从而实现副产水的全部回用,大幅降低甲醇制烯烃工厂的整体水耗,以现阶段对废水进行零排放工艺设计的企业吨烯烃耗水可低至3 吨以下,以满足国家对水资源保护的要求,减少企业生产负担也能较好用于甲醇制烯烃工艺。
中国专利CN100355708C中给出了一种含氧化合物制烯烃工艺中回收和再利用水的方法,包括以下步骤:(1)将含氧化合物原料流供给反应器;(2)让该含氧化合物原料流在反应器中与分子筛催化剂接触,以形成包含烯烃和副产物水的流出物流;(3)从作为急冷塔底物流的流出物流中分离副产物水;(4)将急冷塔底物流分离为液体烃相和水相,其中该水相包含固体催化剂颗粒;(5)将水相分离为塔顶蒸汽物流和塔底残留级分,该塔底残留级分包含固体颗粒;(6)将残留级分送至沉降设备以去除固体颗粒;(7)从塔顶物流回收工艺质量水。
通过上述步骤,可以获得催化剂细粒含量≤0.5wt%、醇含量≤0.1wt%、甲醇含量<0.1wt%、有机酸含量<0.1wt%、芳族化合物≤0.01wt%的工艺质量水。在该专利中,还指出了上述工艺质量水可以用于催化剂制备、烃类的水合、乙炔的生产或蒸汽裂化。尽管该专利为实现含氧化合物制烯烃工艺中水的回收和利用提供了一些途径,但这并不意味着含氧化合物制烯烃工艺中产生的水一定能够按该专利所述方法实现全部回用,换言之,含氧化合物制烯烃工艺中产生的且未能按该专利所述方法实现回用的水如何处理在该专利当中并没有提及。
中国专利CN101139118A中公开了一种含甲醇和二甲醚的废水处理工艺,其具体方法是:将含甲醇和二甲醚的废水,加压后与汽提塔塔底净化水换热,然后进入汽提塔,汽提塔塔顶产生的甲醇等气体混合物经换热后进入回流罐,一部分作为回流返回汽提塔塔顶;另一部分送至装置外或作为MTO装置的原料;汽提塔塔底出净化水,与含甲醇和二甲醚的废水换热后送至装置外。专利中指出,通过该工艺处理后,所得净化水中甲醇和二甲醚的总含量可以达到100ppm以下。至于净化水中是否还含有其它污染物质以及如何对净化水进行进一步处理,该专利并未涉及。
中国专利CN102050548A中公开了一种甲醇制烯烃工艺废水的处理回用方法,包含如下步骤:1.MTO反应器流出物料经余热锅炉回收热量后,用分离塔冷却并分离出高浓度MTO废水;2.对MTO反应器流出物料继续进行冷却,在分离塔塔底得到水相,在分离塔塔顶得到烯烃气;烯烃气经过压缩和水洗操作进一步净化;3.对来自分离塔塔底以及水洗塔塔底的水相进行汽提处理,汽提塔塔底得到的水相经由塔底换热器冷却降温后即为低浓度MTO水;4.对低浓度MTO水进行均质调节;5.对经过均质调节后的低浓度MTO水进行混凝沉淀处理;6.对经过混凝沉淀处理后的低浓度MTO水进行好氧曝气处理;7.对好氧曝气处理出水进行沉淀处理;8.对沉淀处理出水进行絮凝过滤处理。本发明所述的甲醇制烯烃工艺废水的处理回用方法,通过本发明提供的方法,在MTO生产过程中,大部分水可以得到有效利用,实际外排水量仅占MTO反应生成水量的20%以下,其余水量都可以得到重复利用。本专利通过混凝沉淀-好氧曝气-沉淀过滤工艺无法彻底实现MTO生产污水的回用,实际外排水量占MTO反应生成水量的20%,另外也没有对外排水的水质是否还含有其它污染物质以及如何对外排水进行进一步处理,该专利并未涉及。
某企业采用预处理+生物处理+深度处理组合工艺处理甲醇制烯烃含油废水,其中预处理采用平流隔油、涡凹( CAF) 气浮、溶气( DAF) 气浮,生物处理采用A/O 工艺,深度处理采用曝气生物滤池( BAF)。MTO 工艺废水中的油类物质主要以浮油、乳化油或分散油等形式存在于废水中,且后续生化处理采用MBR 工艺,对污水中的油含量要求较高。采用平流式隔油池、涡凹气浮和溶气气浮工艺去除水中浮油,乳化油、分散油及大比重的悬浮物、杂质。经过两级气浮处理后出水石油类降到20mg/L 以下,两级气浮池前均加入聚合氯化铝(PAC)及聚丙烯酰胺(PAM),将废水中的乳化油进行破乳,增强气浮效果。生化部分采用水解酸化。水解酸化池进水采用升流式配水,在污水上升的过程中与填料充分接触,增加废水与微生物的接触面积,提高处理效率。将难降解并可能抑制生化的有机高分子物质转为小分子、易于生化降解的中间体,提高污水的可生化性。曝气池采用推流式配水,采用活性污泥法将污水中的大部分好氧污染物进行氧化分解。曝气池出水自流进入MBR 池,使用平板膜进行过滤处理,由于膜的截留作用,使泥水分离,活性污泥回流到曝气池进水端,MBR 产水达到初级再生水水质标准,主要用于循环水补水技术工艺。采用生物法处理投资成本高,占地面积大。
发明内容
针对现有技术存在种种不足等问题,本发明的目的在于提供一种甲醇合成烯烃废水的处理回用工艺,该工艺通过合理的处理工序且形成闭路循环,不仅有效实现了除油除COD,有效地降低了综合运行成本,且油可回收利用,全过程无废气、废水和固废等二次污染,污水经处理后全部满足回用要求,具有非常显著的应用优势。
为达此目的,本发明采用以下技术方案:
本发明提供了一种甲醇合成烯烃废水的处理回用工艺,先将所述废水进行除浮油处理降低油含量和COD后进行除固处理,出水经破乳后再进行高效油水分离,进一步降低油含量和COD后进入深度吸附处理,最终实现出水油含量小于5mg/L,COD小于100 mg/L。
以下作为本发明优选的技术方案,但不作为本发明提供的技术方案的限制,通过以下技术方案,可以更好的达到和实现本发明的技术目的和有益效果。
作为本发明优选的技术方案,所述除浮油处理采用机械隔油、平流隔油或气浮中的一种或几种的组合;经除浮油处理后,废水油含量降至100 mg/L以下,COD降至50000mg/L以下。
作为本发明优选的技术方案,废水经除浮油处理后进行除固处理,除固出水SS小于5mg/L。
作为本发明优选的技术方案,除固出水利用破乳器进行破乳处理,所述破乳器内设置破乳树脂床;所述破乳树脂采用高温破乳树脂DEMR。
作为本发明优选的技术方案,废水在破乳器内停留时间为30~60min,树脂床高径比为1.0~1.5;
优选地,停留时间为 30min,树脂床层高径比为1.0。
作为本发明优选的技术方案,破乳出水进入高效油水分离器进行油水分离处理,水相出水油含量为20~50mg/L,COD降至10000mg/L以下。
作为本发明优选的技术方案,废水停留时间为60-120min,油水分离器高径比为0.5~0.8;
优选地,废水停留时间为时间为120min,油水分离器高径比为0.5。
作为本发明优选的技术方案,油水分离水相出水进入深度吸附柱进行深度除油除COD处理,吸附柱出水油含量小于5mg/L,COD小于100mg/L。
作为本发明优选的技术方案,废水在深度吸附柱内停留时间为40-60min,吸附柱材料装填高径比为0.6~2;
优选地,废水在吸附柱内停留时间为40min,吸附柱材料装填高径比为 0.6 。
作为本发明的优选技术方案,所述深度吸附柱用甲醇进行解吸再生,再生液用精馏工艺回收甲醇,回收的甲醇返回解吸工序循环使用,分离甲醇后残余的重组分有机物作为燃料回收。
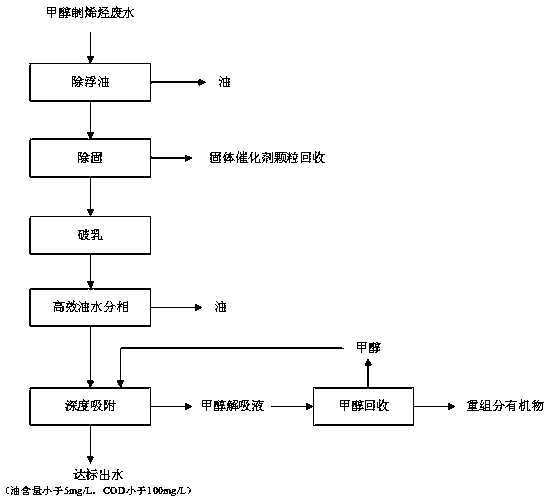
作为本发明优选的技术方案,所述方法包括以下步骤:
(1)甲醇制烯烃废水先进行除浮油处理,去除浮油后的废水油含量降至100mg/L以下,COD降至50000mg/L以下,除浮油方法为机械隔油、平流隔油或气浮中的一种或几种的组合;
(2)步骤(1)出水进行除固处理,除固出水SS小于5mg/L;
(3)步骤(2)出水进入破乳器进行乳化油破乳处理,所述破乳器内设置破乳树脂床,所述破乳树脂床利用高温破乳树脂DEMR从水中分离乳化油分子,废水在破乳器内停留时间为30~60min,树脂床高径比为1.0~1.5;
(4)步骤(3)破乳器出水进入高效油水分离器,废水在油水分离器内停留时间为60-120min,油水分离器高径比为0.5~0.8。油水分离器水相出水油含量为20~50mg/L,COD降至10000mg/L以下;
(5)步骤(4)油水分离水相出水进入深度吸附柱深度除油除COD,所述吸附柱内装填高效吸附材料,吸附柱出水油含量小于5mg/L,COD小于100mg/L,废水在吸附柱内停留时间为40-60min,吸附柱材料装填高径比为0.6~2;
(6)待吸附柱穿透后,吸附柱用甲醇进行解吸再生,再生液用精馏工艺回收甲醇,回收的甲醇返回解吸工序循环使用,分离甲醇后残余的重组分有机物作为燃料回收。
与现有技术相比,本发明具有以下有益效果:
(1)本发明提供了一种新的甲醇合成烯烃废水的处理回用工艺,有效地解决了现有技术中存在的问题,且工艺流程简单,运行成本低;
(2)本发明通过处理工序的合理选择和连接,有针对性地对甲醇合成烯烃废水进行处理,经处理后的废液中油含量小于5mg/L,COD小于100 mg/L,且全过程无废气、废水和固废等二次污染产生;
(3)本发明处理回用工艺,构成闭路循环,有效地降低了综合运行成本,污水经处理后全部满足回用要求,具有非常显著的应用优势。(发明人刘晨明;李志强;李玉平)