
申请日2019.06.18
公开(公告)日2019.08.20
IPC分类号C02F9/04; C02F1/52; C02F1/56; C02F101/20; C02F103/34
摘要
一种金属3D打印切削冷却废水处理回收工艺,先将3D打印切削冷却废水送入给水罐,再送入到混凝池,同时打开搅拌器并分别加入适量的聚硅酸阳离子絮凝剂和聚丙烯酰胺,充分反应后送入沉淀池,金属残渣从沉淀池底部排出,上清液再经过板框压滤机过滤,过滤后的过滤液进入回用罐,作为切削冷却液循环利用;本发明实现3D打印切削冷却废水的循环再利用,节约了处理成本和切削冷却液的使用成本。
权利要求书
1.一种金属3D打印切削冷却废水处理回收工艺,其特征在于,包括以下步骤:
第一步,将金属3D打印切削冷却废水通过进水口(11)加入到给水罐1中,然后从出水口(12)出水通过第一泵(2)送入混凝池(3)中;
第二步,打开混凝池(3)的搅拌器(31),与此同时,聚硅酸阳离子絮凝剂加药罐(4)通过第一计量泵(6)向混凝池(3)内加入聚硅酸阳离子絮凝剂;聚丙烯酰胺加药罐(5)通过第二计量泵(7)向混凝池(3)内加入聚丙烯酰胺;混凝池(3)出水通过第二泵(8)送入沉淀池(9)内,经过自由沉降,金属残渣从沉淀池(9)底部排出;
第三步,沉淀池(9)的上清液进入板框压滤机(10),过滤后的过滤液送入到回用罐(11)内,作为3D切削冷却液循环被利用。
2.根据权利要求1所述的一种金属3D打印切削冷却废水处理回收工艺,其特征在于:所述的第一步中将金属3D打印切削冷却废水以30kg/h的流速通过进水口(11)加入到给水罐(1)中。
3.根据权利要求1所述的一种金属3D打印切削冷却废水处理回收工艺,其特征在于:所述的第二步中搅拌器(31)的转速为50r/min,聚硅酸阳离子絮凝剂加药罐(4)通过第一计量泵(6)以30L/(m3废水)的流速将聚硅酸阳离子絮凝剂加入到混凝池(3)内,聚丙烯酰胺加药罐(5)通过第二计量泵(7)以5L/(m3废水)的流速向混凝池(3)内加入质量浓度为500mg/L的聚丙烯酰胺。
4.根据权利要求1所述的一种金属3D打印切削冷却废水处理回收工艺,其特征在于:所述的第二步中3D打印切削冷却废水在混凝池(3)内的水力停留时间为2h。
5.根据权利要求1所述的一种金属3D打印切削冷却废水处理回收工艺,其特征在于:所述的第二步中沉淀池(9)的进水口处设置溢流堰(91)。
6.根据权利要求1所述的一种金属3D打印切削冷却废水处理回收工艺,其特征在于:所述的第二步中聚硅酸阳离子絮凝剂加药罐(4)和聚丙烯酰胺加药罐(5)的材质为聚氯乙烯,体积为10L。
7.根据权利要求1所述的一种金属3D打印切削冷却废水处理回收工艺,其特征在于:所述的第三步中板框压滤机(10)的板框数为(15)片,过滤面积为1m3,电机功率为0.55kW。
8.根据权利要求1所述的一种金属3D打印切削冷却废水处理回收工艺,其特征在于:所述的第三步中经过板框压滤机(10)过滤后使得3D切削冷却废水中99.5%以上的悬浮物被去除。
说明书
一种金属3D打印切削冷却废水处理回收工艺
技术领域
本发明涉及工业废水处理技术领域,具体涉及一种金属3D打印切削冷却废水处理回收工艺。
背景技术
金属3D打印技术是将金属粉末作为原料,在激光或电子束等加热条件下,按软件设定的路径同步熔化、堆积,最终成形出设计的零件实体。由于金属3D打印是以合金粉末等作为原材料,因此切削过程中的冷却液中含有大量的悬浮物,主要是纳米金属粉末,这将直接影响切削冷却液的循环利用,随着金属粉末的逐渐积累,不仅会导致削切冷却液的冷却效果降低,而且还可能会堵塞管道,影响机床的正常运转,降低工作效率。此外,切削冷却废水中除了大量的金属粉末外,剩余的主要成分是冷却液和水,如果将其作为废液处理,处理费用将相当昂贵,同时也造成了资源的浪费。
现有的切削冷却液回收利用装置主要针对的是传统机械加工,传统机械加工产生的切削冷却液,这种切削冷却废水中的杂质主要是金属碎屑碎渣,通过简单的处理便可以去除。而在金属3D打印过程中采用的原材料主要是纳米金属粉末。因此,现有装置不能有效的对金属3D打印过程中产生的切削冷却液进行回收利用。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供了一种金属3D打印切削冷却废水处理回收工艺,提高切削冷却废水中金属悬浮物的去除率,实现3D打印切削冷却废水的循环利用。
为了达到上述目的,本发明采取的技术方案为:
一种金属3D打印切削冷却废水处理回收工艺,包括以下步骤:
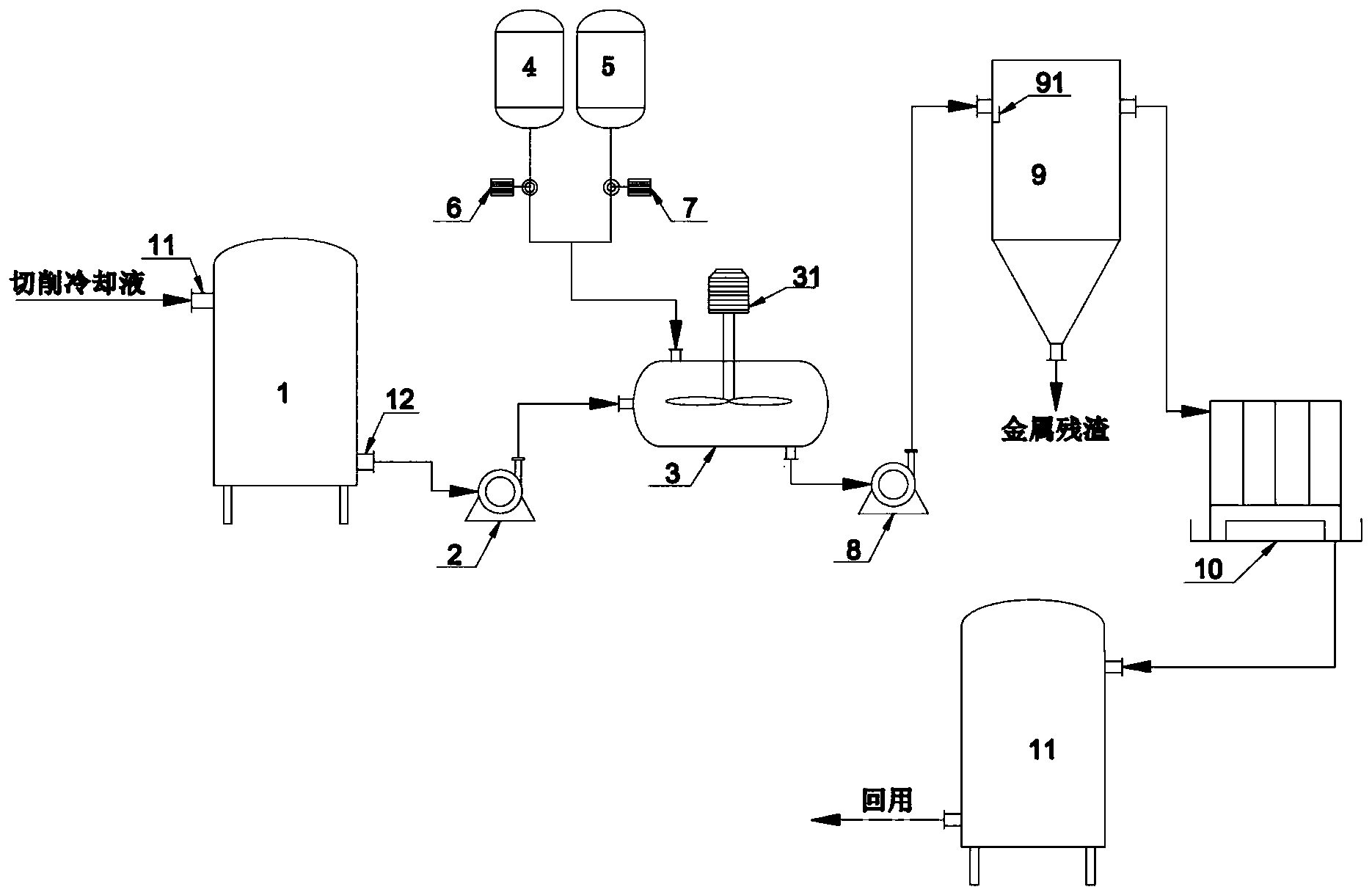
第一步,将金属3D打印切削冷却废水通过进水口11加入到给水罐1中,然后从出水口12出水通过第一泵2送入混凝池3中;
第二步,打开混凝池3的搅拌器31,与此同时,聚硅酸阳离子絮凝剂加药罐4通过第一计量泵6向混凝池3内加入聚硅酸阳离子絮凝剂;聚丙烯酰胺加药罐5通过第二计量泵7向混凝池3内加入聚丙烯酰胺;混凝池3出水通过第二泵8送入沉淀池9内,经过自由沉降,金属残渣从沉淀池9底部排出;
第三步,沉淀池9的上清液进入板框压滤机10,过滤后的过滤液送入到回用罐11内,作为3D切削冷却液循环被利用。
所述的第一步中将金属3D打印切削冷却废水以30kg/h的流速通过进水口11加入到给水罐1中。
所述的第二步中搅拌器31的转速为50r/min,聚硅酸阳离子絮凝剂加药罐4通过第一计量泵6以30L/(m3废水)的流速将聚硅酸阳离子絮凝剂加入到混凝池3内,聚丙烯酰胺加药罐5通过第二计量泵7以5L/(m3废水)的流速向混凝池3内加入质量浓度为500mg/L的聚丙烯酰胺。
所述的第二步中3D打印切削冷却废水在混凝池3内的水力停留时间为2h。
所述的第二步中沉淀池9的进水口处设置溢流堰91。
所述的第二步中聚硅酸阳离子絮凝剂加药罐4和聚丙烯酰胺加药罐5的材质为聚氯乙烯,体积为10L。
所述的第三步中板框压滤机10的板框数为15片,过滤面积为1m3,电机功率为0.55kW。
所述的第三步中经过板框压滤机10过滤后使得3D切削冷却废水中99.5%以上的悬浮物被去除。
本发明的有益效果为:
1、本发明采用聚硅酸阳离子作为絮凝剂处理3D打印切削冷却液,提高了纳米悬浮金属粉末的去除效果。
2、本发明采用板框压滤机10对沉淀池9出水进行进一步的去除悬浮物,使得3D打印切削冷却废水中99.5%的悬浮物被去除,为切削冷却液回用提供可能。
3、本发明为金属3D打印切削冷却废水的处理提供了一种解决方案,使处理后的切削冷却废水循环利用,降低了企业的运行成本,增加企业效益。在金属3D打印切削废水处理回用的工业化应用上达到国际先进水平。(发明人:刘宗宽;顾兆林;李进;王文东;郑毅)