
申请日2017.12.21
公开(公告)日2018.06.01
IPC分类号C02F1/461; B01D53/14; C25B1/00
摘要
本发明公开了一种从工业废水中回收有价金属并降氨氮及COD的方法。本发明选用氯盐体系废水或氯盐体系废水和硫酸盐体系废水组成的混合废水,废水至少含Ni2+、Co2+、Cu2+中的一种或多种、Mg2+和氨氮,废水进入原液槽中作为电解前液,控制废水中氯离子含量在15‑35g/L;电解前液进入电解槽中电解,同时加入碱溶液,调节电解前液的pH值在7‑9;使用一部分电解前液吸收电解过程中产生的氯气,吸收氯气后的电解前液再返回至原液槽。现有的处理类似工业废水的方法,处理重金属、氨氮、COD的成本偏高,且有的可能带来二次污染。本发明操作简便、成本低,能有效回收废水中的有价金属,电解渣中有价金属含量高,同时,脱除废水中的氨氮和COD的效果良好。
权利要求书
1.一种从工业废水中回收有价金属并降氨氮及COD的方法,其特征在于,包括步骤:
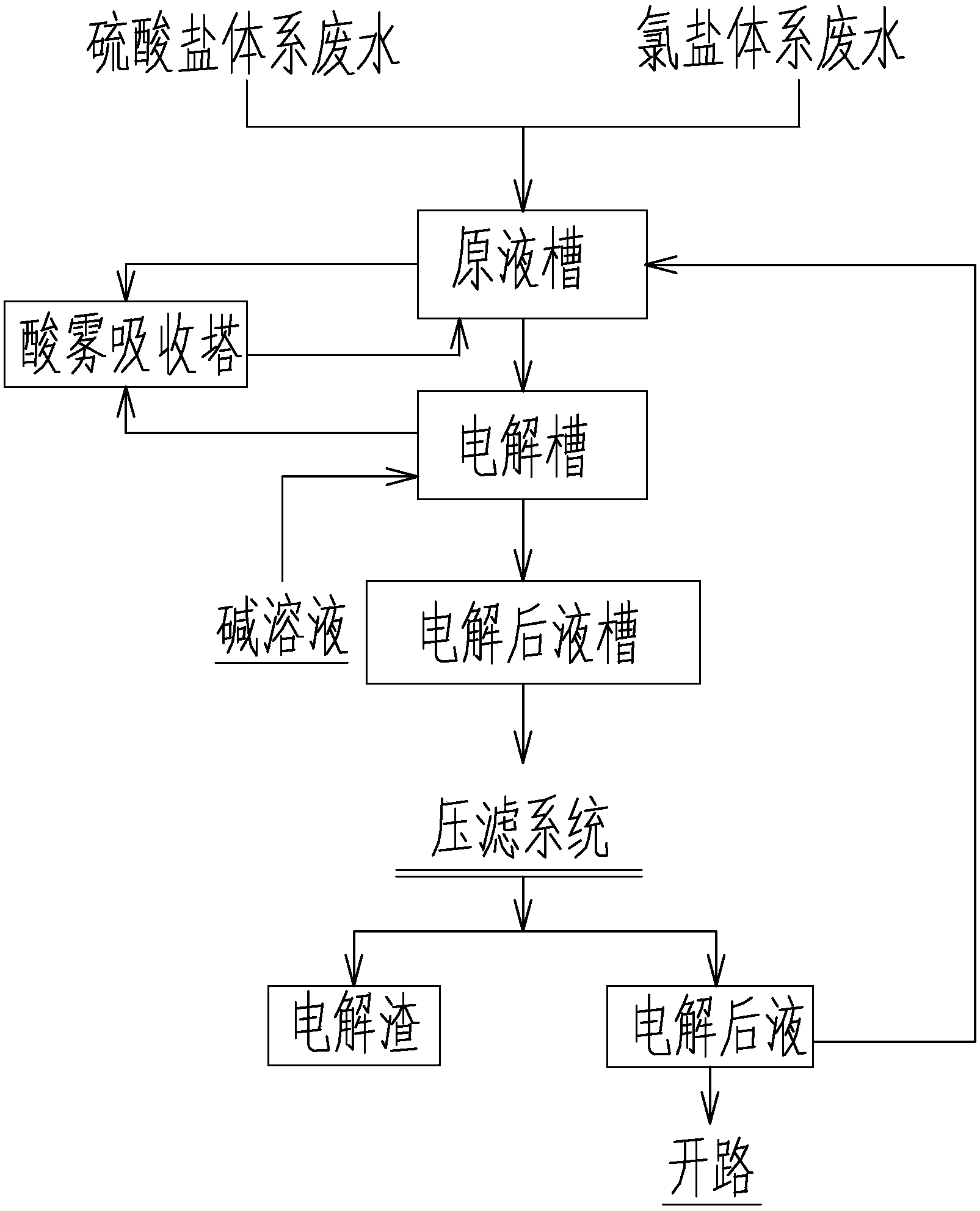
1)选用氯盐体系废水或氯盐体系废水和硫酸盐体系废水组成的混合废水,废水至少含Ni2+、Co2+、Cu2+中的一种或多种、Mg2+和氨氮,废水进入原液槽中作为电解前液,控制废水中氯离子含量在15-35g/L;
2)电解前液进入电解槽中电解,同时加入碱溶液,调节电解前液的pH值在7-9;
3)在用于处理酸雾的酸雾吸收塔中,使用一部分电解前液吸收电解过程中产生的氯气,吸收氯气后的电解前液再返回至原液槽。
2.根据权利要求1所述的方法,其特征在于,电解得到的电解后液的一部分返回至步骤1)的原液槽中,另一部分开路排放。
3.根据权利要求1或2所述的方法,其特征在于,步骤1)中,废水中的氨氮浓度≤1200mg/L,COD≤3000mg/L。
4.根据权利要求1或2所述的方法,其特征在于,步骤1)中,有价金属离子浓度≤2000mg/L。
5.根据权利要求1或2所述的方法,其特征在于,电解槽中,阳极和阴极均采用网状或带多孔的板状。
6.根据权利要求5所述的方法,其特征在于,所述的阴极材料为不锈钢或Ti,阳极材料为钛基二氧化铅或涂贵金属的钛。
7.根据权利要求5所述的方法,其特征在于,电解过程中,控制电流密度为50-300A/m2,同时控制阴阳极板间距≤50mm。
8.根据权利要求1或2所述的方法,其特征在于,所述电解槽的底部呈锥形。
9.根据权利要求1或2所述的方法,其特征在于,所述的碱溶液为碳酸钠溶液或10-20%质量浓度的液碱。
10.根据权利要求1或2所述的方法,其特征在于,在酸雾吸收塔中,用电解前液吸收氯气后,再采用碱液进行喷淋吸收。
说明书
一种从工业废水中回收有价金属并降氨氮及COD的方法
技术领域
本发明属于水处理及环保技术领域,涉及一种从工业废水中回收有价金属并同时降氨氮及COD的方法。
背景技术
近年来,随着金属在各行业的使用量飞快增长,尤其是随着采矿冶金行业、新能源电池行业、化石能源行业、电镀行业等行业的蓬勃发展,重金属污染对人类生存环境的威胁日益显著。重金属能抑制环境中各级生物的新陈代谢,对人类生理机能、智力等产生危害,同时由于重金属污染物的持久性、有毒性以及生物化学不可降解性,一旦进入环境,将在环境中长期或永久地存在。在生产过程中,部分企业只是将含重金属污染物稀释使金属含量降低到排放标准后排入环境,但是污染物的总量没变。含重金属离子废水的处理方法主要有化学沉淀法、膜分离法、离子交换法以及吸附法。其中,化学沉淀法是最广泛采用的分离重金属离子的方法,主要是在碱性条件下生成氢氧化物沉淀,或者引入硫源生成硫化物沉淀;这种方法操作简便、成本也不高,但最大的缺点在于由此产生的沉淀物的处理问题,处理不当会造成对水体和土壤的二次污染,危害生态环境和人类健康。
COD和氨氮排放对人类赖以生存的水体和土壤等生态环境造成严重污染,成为当今社会亟待解决的环境问题。目前,国内外废水处理技术主要分为物理法、化学法和生物法三大类,但处理效率有待进一步提高。现有很多企业采用化学试剂次氯酸钠氧化来脱除氨氮和降COD,该方法效率高,但成本偏高且引入大量盐进入水体。
从废水中回收有价重金属并脱除氨氮、降COD的专利文献:申请号CN201710457605.7的专利公开了一种高氨氮高重金属废水的处理工艺,它提出高氨氮高重金属废水预处理后采用MOFs催化剂吸附去除重金属,吸附处理后的废水再采用光催化反应去除氨氮,然后再进行光催化反应去除COD,该方法中MOFs催化剂的制备有可能带来二次污染,且光催化反应工艺控制要求高,导致整体处理成本偏高。公开号CN105819549A的专利公开了一种含油废水的处理方法,其通过加入硫酸钠或氯化钠(即加盐)调节溶液的电导率,从而进行COD的脱除,该方法并不适合处理含多种有价金属(如Ni2+、Co2+、Cu2+、Mg2+等)及氨氮的废水。
发明内容
为解决上述现有技术存在的缺陷及成本问题,本发明提供一种从工业废水中回收有价金属并同时降氨氮及COD的方法,以达到资源回收和降低处理成本的目的。
本发明的上述技术目的是通过以下技术方案得以实现的:一种从工业废水中回收有价金属并降氨氮及COD的方法,其包括步骤:
1)选用氯盐体系废水或氯盐体系废水和硫酸盐体系废水组成的混合废水,废水至少含Ni2+、Co2+、Cu2+中的一种或多种、Mg2+和氨氮,废水进入原液槽中作为电解前液,控制废水中氯离子含量在15-35g/L;
2)电解前液进入电解槽中电解,同时加入碱溶液,调节电解前液的pH值在7-9;
3)在用于处理酸雾的酸雾吸收塔中,使用一部分电解前液吸收电解过程中产生的氯气,吸收氯气后的电解前液再返回至原液槽。
本发明废水中的氯离子浓度控制在15-35g/L,氯离子的参与会加强反应过程中的氧化作用,在氯离子大量存在的情况下,电解反应会生成氢氧根离子,而降低碱消耗量,降低处理成本,这是本发明得以低成本以及高质量运行的关键技术。本发明用电解前液吸收氯气,充分利用氯气对废水中重金属、氨氮及COD的处理作用。
电解过程中由于阳极释放出氧气,使得镍钴铜等金属的沉淀物被氧气氧化成品位更高的羟基氧化物,同时产出氢离子,使得镁等金属的沉淀物在微酸环境中得以溶解,因此实现了Ni2+、Co2+、Cu2+等金属离子与Mg2+的有效分离,提高了钴镍铜的品位,降低了渣中镁的含量;另外,电解过程中,铵根分解为氮气和氢气,使得氨氮含量得以降低,氨氮的含量可降至20mg/L以下;COD分解为二氧化碳和水,COD也得以降低,COD可降至500mg/L以下。
作为上述方法的补充,电解得到的电解后液的一部分返回至步骤1)的原液槽中,另一部分开路排放。本发明充分利用电解后液中的残碱和氯离子,降低系统整体碱消耗和氯离子消耗,实现系统补充氯离子的目的。
作为上述方法的补充,步骤1)中,废水中的氨氮浓度≤1200mg/L,COD≤3000mg/L。
作为上述方法的补充,步骤1)中,有价金属离子浓度≤2000mg/L。
作为上述方法的补充,电解槽中,阳极和阴极均采用网状或带多孔的板状,以保障电解过程中溶液流动的通畅性。
作为上述方法的补充,所述的阴极材料为不锈钢或Ti,阳极材料为钛基二氧化铅或涂贵金属的钛。
作为上述方法的补充,电解过程中,控制电流密度为50-300A/m2,同时控制阴阳极板间距≤50mm,以降低反应过程的槽电压,间接降低整个废水的处理成本。
作为上述方法的补充,所述电解槽的底部呈锥形,便于电解产出的有价金属渣的排放收集,可实现自动化连续排渣,不需要人工排渣。
作为上述方法的补充,所述的碱溶液为碳酸钠溶液或10-20%质量浓度的液碱。
作为上述方法的补充,在酸雾吸收塔中,用电解前液吸收氯气后,再采用碱液进行喷淋吸收,以保障尾气达标。
本发明具有的有益效果如下:
1)通过电解一步反应可同时实现回收有价金属、去除废水中的氨氮和COD,操作简便,效率高,出水达到环保排放标准;
2)通过电解前液吸收电解过程中产生的氯气,再返回至原液槽,在实现电解前液中的氯离子浓度要求的同时,降低了碱消耗量,降低了运行成本;
3)得到了一种有价金属含量高的电解渣,降低了有价金属(Ni2+、Co2+、Cu2+等)的回收成本,实现了镍钴铜与碱金属镁在电解环节的粗分离;
4)当待处理废水选用氯盐体系废水和硫酸盐体系废水时,本发明综合考虑了这两种体系工业废水的特点,合理搭配,流程简单,经济环保。