
申请日1989.06.21
公开(公告)日1991.07.17
IPC分类号C02F9/00
摘要
本发明是一种酒醪废水处理方法。先将酒醪废水在真空度不低于600毫米汞柱条件下真空过滤,然后将固液分离后的液体再依次作厌氧发酵处理和好氧处理。按本发明方法处理后酒醪废水的COD值可以降低99.4%以上,并且可以得到回收饲料,提供沼气等收益。
権利要求書
1、一种包括有厌氧处理或/和好氧处理过程的酒类制品生产后酒醪废水处理方法,其特征在于第一步先将酒醪废水在真空度不低于600毫米示柱的条件下真空过滤,滤除固形残渣,固液分离后的液体再依次作厌氧发酵处理和好氧处理。
说明书
本发明是一种酒醪废水的处理方法。
对含有大量有机杂质的各种工业废水和生活污水的净化处理,目前主要是采取厌氧或好氧或此二者相结合的处理方式。如果废水或污水中的固形残渣物较多,一般常先通过沉淀等方式将残渣去除,然后将液体作厌氧或好氧处理。如中国专利CN86101481A等文献在这方面都有所介绍。
酒醪废水是以各种淀粉类原料经发酵生产酒精或酒类制品后产生的高浓度污染废水,其中含有大量的植物粗纤维、淀粉、粗蛋白、醇、醛、醣等固体残渣和水溶性成分,因而其COD(化学耗氧量)常高达数万。由于这种废水中含有的植物果胶质成分多,因此粘稠度大,固体残渣几乎不能沉降,普通过滤手段也难以进行。对这类废水若采用常规方法作彻底处理使其达到国家允许的排放标准,不仅占地面积宽,处理的时间周期长,约2-3个月,而且耗资巨大,即使是一个日产废水300立方米的酒厂,污水处理费用也要高达数百万元,这是当前国内外任何一家企业在经济上都难以承受的费用。因此,目前对这类酒醪废水虽有作常规的厌氧或好氧处理后排放,但所排放的污水无论是色泽,还是COD或BOD(生物需氧量)等各项指标均远远达不到国家允许的排放标准,仍要造成环境污染。有些工厂甚至对这类废水不作处理直接排放,无疑对环境的污染更为严重。
本发明的目的是提供一种快速有效的酒醪废水处理方法,并且使废水中的有用之物尽量得到利用。
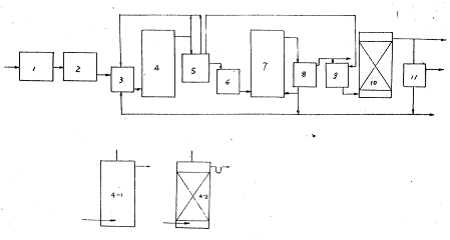
针对酒醪废水的成分及性状特点,本发明的处理方法分三步进行。首先将酒醪废水在真空度不低于600毫米汞柱的条件下进行真空抽滤。为减少过滤困难,过滤可以在各种旋转鼓型过滤设备中进行,尤其以在带有正负压交替区的转鼓型过滤设备中进行为好。在真空条件下,这些设备可以迅速有效地使酒醪废水中的固体残渣的80%左右与液体分离。这些残渣成分回收并进一步脱水、干燥和粉碎后,可作为牲畜的饲料。若再配以适量的骨粉、鱼粉、微量元素等,就是很好的复合精饲料。通过第一步分离除去了大部分的固体残渣,酒醪废水的COD值即可由分离前的4.5-5.8万降至2.5-2.8万。本发明处理方法的第二步是将分离了固体残渣后的废液进行常规厌氧发酵,产生沼气,供作能源使用。此步处理后,废水的COD值可进一步下降至5000以下。厌氧处理后的废水再作好氧处理,如采用常规的加压耗气及活性污泥法,或生物转盘法等方法,是本发明方法的第三步。经过这三步处理后,废水的COD值一般均可降至350以下,达到国家允许的排放标准。
由此可以看出,采用本发明的处理方法后,可以使高浓度污染的酒醪废水的COD值降低99.4%以上,不仅有效地解决了酒醪废水的环境污染问题,而且在处理过程中又充分回收和利用了其中的有用成分,化害为利,变单纯耗资的废水处理为可以自身补偿并且可获得巨大收益的综合处理过程,其环境效益、社会效益和经济效益都是不容忽视的。例如仅从经济上讲,除在本发明方法第一步处理时需少量的设备等投资外,随着回收的饲料及沼气的产生,这部分投资即可逐步得到补偿并可以长期从中得到收益。这至少从经济上为酒醪废水的彻底根治及其推广应用提供了有力的资金费用上的支持,使严重污染环境的酒醪废水的普遍治理成为可能。
下面介绍一个作为本发明内容的具体实例。
某酒精厂日排放200立方米的酒醪废水,料液温度约96℃,pH4.5,COD为5.2万。在真空度不低于600毫米汞柱条件下用带有正负压交替区的转鼓型过滤机真空抽滤,单机料液处理量为10吨/小时。滤渣经脱水及烘干至含水量为15-18%,粉碎后作饲料使用,可得饲料12-14吨。过滤后滤液的COD约2.9万,温度约55℃。将此滤液送入上流式污泥床经三相分离器三小时,直接作厌氧发酵,生产沼气,产气约4000立方米(每立方米废液可产气约20立方米)。厌氧处理后废液的COD低于5000。最后将此废液经常规的絮凝沉淀分离、活性污泥处理后,COD值为 350,(BOD值为250)。整个废水处理周期为1-2天。每年仅由饲料和沼气两项即可增加4-5倍的经济收益。