
申请日2007.01.05
公开(公告)日2009.03.04
IPC分类号C02F3/28
摘要
本发明针对涉及一种应用污泥床系统进行废水厌氧净化的方法,该方法包括将废水和任选的循环水进料到上流式反应器的下部,该上流式反应器主要包含颗粒生物质,因此在处理中产生沼气,使得到的气/液/固混合物上行通过,并在三相分离器中将气体和固体与液体分离,由此产生的厌氧流出物从分离器的顶部取出,该方法的改进之处包括在分离器中将固体与液体分离,其中,在气相与液相分离之上,斜板、管或者其他的倾斜的内部构件被安装在三相分离器体中以增加有效的沉淀表面,还涉及适合于该方法的上流式反应器以及涉及三相分离器。
权利要求书
1.一种应用污泥床系统进行废水厌氧净化的方法,该方法包括将废水和任 选的循环水进料到上流式反应器的下部,该上流式反应器包含主要地颗粒生物 质,因此在处理中产生沼气,使得到的气/液/固混合物上行通过,并在三相分离 器中将气体和固体与液体分离,由此产生的厌氧流出物从分离器的顶部取出, 该方法的改进之处包括在分离器中将固体与液体分离,其中,在气相与液相分 离之上,斜板、管或者其他的倾斜的内部构件被安装在三相分离器体中以增加 有效的沉淀表面。
2.按照权利要求1所述的方法,其中内部构件置于50至70°的角度中。
3.按照权利要求1或2所述的方法,其中循环水单独地从流出物取出,或 者是从三相分离器中取出,抑或是从三相分离器外的反应器顶部取出。
4.按照权利要求1-3所述的方法,其中循环水被引入,优选依靠重力,到 调节池中,而(未处理的)废水也被引入到该调节池中,并且废水和循环水的混合 流从调节池中被引入到反应器里。
5.按照权利要求1-3所述的方法,其中在三相分离器体中的斜板、管或者 其他的倾斜的内部构件使有效沉淀表面增加至2―10倍。
6.按照权利要求1-5所述的方法,其中多个沼气分离挡板存在于三相分离 器的进口处以阻止沼气进入三相分离器的实际沉淀区并且提供附着于固体颗粒 物上的沼气(气泡)的有效的分离。
7.按照权利要求6所述的方法,其中沼气分离挡板有2至10个。
8.按照权利要求1-7所述的方法,其中通过多级流入物分配系统将反应器 的进料引入其中。
9.按照权利要求8所述的方法,其中流入物分配系统有2至5级。
10.按照权利要求8或9所述的方法,其中第一级流入物分配系统位于反 应器底部附近,而其它的一个或多个流入物分配系统将位于第一级流入物分配 系统之上,其位置在反应器高度的15%和55%之间。
11.适用于权利要求1-10所述方法的上流式反应器,所述反应器包括具有 整合于其中的用来分离气体、固体和液体的三相分离器的反应釜,该三相分离 器位于所述反应器的上部,用来将废水流引入到反应器中的流入物分配装置, 所述流入物分配装置位于反应器的下部,用来从分离器中取出厌氧流出物的流 出物取出装置以及任选地用来从反应器中取出循环流的循环取出装置,其中, 三相分离器,在气相与液相分离之上,具有安装在三相分离器体中的斜板、管 或其它的倾斜的内部构件。
12.按照权利要求11所述的反应器,其中内部构件置于50至70°的角度中。
13.按照权利要求11或12所述的反应器,其中存在调节池,其具有废水 进料装置、循环进料装置,优选基于重力的,与反应器的循环取出装置相连接, 以及用于将循环水和废水流进料到反应器的进料装置。
14.按照权利要求11-13所述的反应器,其中存在循环取出装置,用于取出 循环水,所述装置与流出物取出装置分开,并且所述循环取出装置被设计为从 三相分离器中或从三相分离器外的反应器顶部取出水。
15.按照权利要求11-14所述的反应器,其中多个沼气分离挡板位于三相分 离器的进口处。
16.按照权利要求15所述的反应器,其中存在2至10个沼气分离挡板。
17.按照权利要求11-16所述的反应器,其中反应器的进料是多级流入物分 配系统。
18.按照权利要求17所述的反应器,其中在反应器的不同水平处存在2 至5个流入物分配系统。
19.适合用于权利要求1-10所述方法或权利要求11-18所述反应器的三相 分离器,所述分离器包括分离器主体,至少一个气-液-固混合物的进口,用于从 混合物中分离气体的单个或多个沼气分离挡板,安装于三相分离器体中的斜板、 管或其它的倾斜的内部构件,在气相与液相分离之上,和用于从三相分离器顶 部取出流出物以及此外任选地循环水的装置。
说明书
废水厌氧净化的方法及反应器
本发明属于废水生物净化领域,并且尤其涉及污泥床系统在废水厌氧净化 中的用途。
废水生物处理方法应用活性生物质(细菌)将污染物(有机物质)转化为无害成 分。
主要有两类细菌可以进行这一处理。对所谓的厌氧处理(没有氧气)来说,厌 氧菌群将污染物完全转化为沼气。
在需氧处理中,污染物在需氧(有氧气)条件下很大程度上被还原(reduced)成 新的细菌/生物质(剩余污泥),其需要然后与处理的废水分离并单独进行处理。
厌氧污泥床反应器系统利用厌氧菌将废水中的污染物转化为沼气。这些厌 氧菌主要以聚集状态生长,经常被称为颗粒生物质。该系统常常表征为低的净 生物质产量(转化的COD通常为2-4%),这是由于所包含的厌氧菌的低净收率。
这在一方面是重大的优势,因为废水处理系统中形成的过量的生物质必须 以有效成本地(at significant cost)作为固体废弃物被处理,但在另一方面,这又产 生了一个敏感的问题――在处理系统(反应器)中保持/维持充足的活性生物污 泥。
保持厌氧处理反应器中的生物质的方法可以采用不同的方式进行。在固定 或活动载体上固定生物质是一种使液体停留时间与生物质停留时间分离的方 法。
然而更好的和优选的方法是利用如在UASB、EGSB和IC反应器中应用的主 要颗粒生物质。
迄今为止,超过85%的任何用于高速厌氧处理的新的工业应用都是基于厌 氧污泥床技术(Frankin R.J.(2001).工业废水厌氧处理的全面经验(Full scale experiences with anaerobic treatment of industrial wastewater).Wat Sci.Tech.,44(8), 1-6)。
净化方法一般包括应用一种系统,其中未处理的(raw)废水在上流式反应器 的底部被引入,在(部分净化的)废水中包含有分散的生物质。在厌氧净化过程中, 产生沼气并且液体(水)、固体(生物质)和气体的混合物在反应器中向上流动。在 可能排出净化的废水之前,气体-液体-固体的分离必须发生。
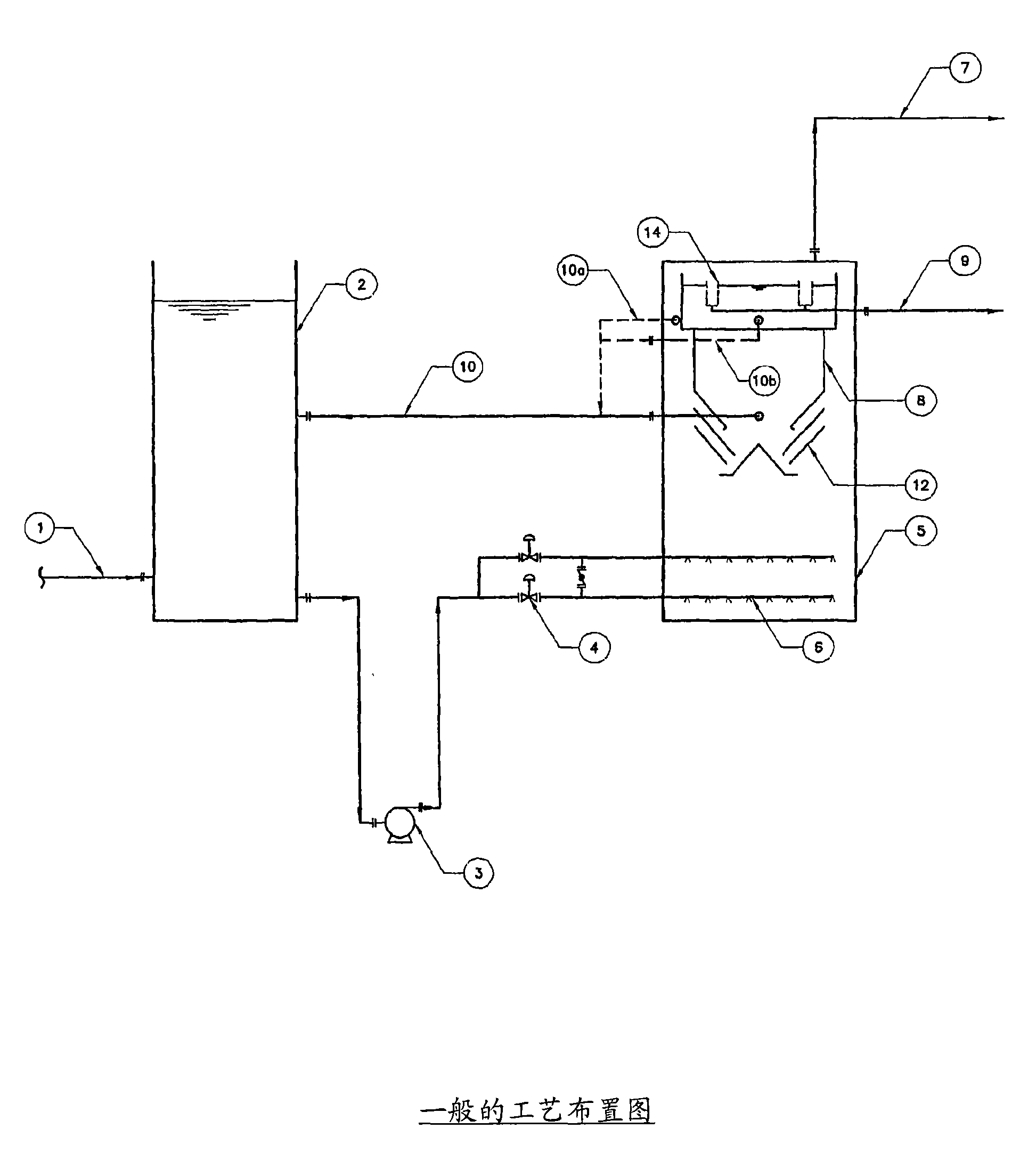
该方法的典型系统基于将未处理的废水进料到其中的调节池。来自反应器 的循环的厌氧流出物也被进料(通常依靠重力)到该调节池。通过特殊设计的流入 物分配系统,混合物从调节池中被引入到上流式反应器的底部。接下来水向上 流动通过密实的厌氧污泥床。可溶性的COD很容易转化为富含甲烷的沼气,并 且运载水和气体的污泥的向上循环被建立。在反应器顶部的特殊构造的三相分 离器部分首先允许有效的脱气的发生。接下来现在没有附着气泡的固体颗粒物 沉降(sink)回到三相分离器的底部并返回到反应器中。
在污泥床反应器中,生物质依靠这些生物质良好的沉淀性能和利用三相分 离器或者反应器中的三相分离器而被保持下来,所述三相分离器能够有效地分 离(从已处理的废水和产生的沼气中)并保持反应器中的这种生物质。
本发明的目的在于提供一种基于污泥床技术的改进的废水厌氧处理方法。
这是通过使用具有改进系统的下述特征之一或多种的、用于厌氧废水处理 的方法和反应器实现的,所述特征包括:
●通过使用
○改进的厌氧流出物循环方法,
○改进的一或多个具有以下的三相分离器:
■安装在三相分离器体中的用于增加有效沉淀表面的斜板、管或其 他内部构件,
■用于一或多个三相分离器及内部构件的在线清洁装置(In process cleaning facilities),
■位于一或多个三相分离器下的、用于使气体分离更加有效的多板 气体分离挡板,
○改进的流入物分配系统,
而改进的污泥保持性和性能。
本发明的第一个方面在于固体与液体的改进的分离。在这一实施方案中, 三相分离器被采用,其具有安装在三相分离器体中的斜板、管或其他的倾斜的 内部构件,其目的是在不改变容积的情况下增加有效沉淀表面。
因此,本发明被定义为一种应用污泥床系统进行废水厌氧净化的方法,该 方法包括将废水和任选的循环水进料到上流式反应器的下部,该上流式反应器 包含主要的颗粒生物质,因此在处理中产生沼气,使得到的气/液/固混合物上行 通过,并在三相分离器中将气体和固体与液体分离,由此产生的厌氧流出物从 分离器的顶部取出,该方法的改进之处包括在分离器中将固体与液体分离,其 中,在气相与液相分离之上,斜板、管或者其他的倾斜的内部构件被安装在三 相分离器体中以增加有效的沉淀表面。
在其进一步的实施方案中,本发明涉及适用于所述方法的上流式反应器, 所述反应器包括具有整合于其中的用来分离气体、固体和液体的三相分离器的 反应釜,该三相分离器位于所述反应器的上部,用来将废水流引入到反应器中 的流入物分配装置,所述流入物分配装置位于反应器的下部,用来从分离器中 取出厌氧流出物的流出物取出装置以及任选地用来从反应器中取出循环流的循 环取出装置,其中,三相分离器,在气相与液相分离之上,具有安装在三相分 离器体中的斜板、管或其它的倾斜的内部构件。
限定本发明的第三方式通过一种三相分离器,所述分离器包括:分离器主 体,至少一个气-液-固混合物的进口,用于从混合物中分离气体的单或多个沼气 分离挡板,安装于三相分离器体中的斜板、管或其它的倾斜的内部构件,在气 相与液相分离之上,和从三相分离器顶部取出流出物以及任选的循环水的装置。
分离器中的内部构件置于通常50至70°的角度中以允许收集到的固体进行 重力沉淀,且板间、管中或内部构件之间的自由空间通常至少为50mm以防止 堵塞。本文中的重要方面是气体的分离位于这些内部构件的下方。
这可以用下面的例子进一步进行解释:
●未处理废水的设计流量为100m3/h。
●实际废水的流量为60m3/h
●反应器进料流量为150m3/h,因此,在设计条件下,厌氧流出物的循 环流量为50m3/h
●该反应器具有3个相同长度的三相分离器,在没有附加的内部构件 时,每个分离器的有效沉淀表面为5m2,且,当每个直径为150mm 的一系列斜管~100,所述管置于60°的角度(在三相分离器体内),该 有效沉淀表面变为25m2。
对于设计和实际的情况,常规系统中三相分离器上的有效表面负荷均为 100/15=6.67m3/m2・小时。按照本发明,在设计条件下,三相分离器上的有效表面 负荷为100/75=1.13m3/m2・小时,而在实际运行条件下,该有效表面负荷仅为 60/75=0.8m3/m2・小时。
这对于更有效的过程(更好的污泥存量,更好的性能和还原率)以及达到更 低的总投资成本来说,都是重大的优点。
为了实现相同的表面负载,需要更小的三相分离器(表面)。
部分厌氧流出物的再循环有利于厌氧污泥床工艺、反应器或装置的稳定运 行。它提供了稳定的水力条件,碱度和营养物质的循环以及未处理进料/废水的 稀释(以预防中毒和/或局部的过负载现象)。在当前的厌氧污泥床工艺、反应器 或装置中,在其已经经过一个或多个完整的三相分离器后,依靠重力将(部分) 厌氧流出物循环回调节池是很常见的。这导致在一或多个三相分离器上产生了 额外表面负荷(以m3水/m2三相分离器表面・小时表示),而表面负荷是由反应器 总进料(=实际未处理废水的流量+再循环流量)除以三相分离器可利用的净表 面面积确定的。
借助本发明的倾斜的内部构件,已经实现了重要改进。然而,通过将此与 循环方法的改进结合,甚至更进一步的改进可以获得。
因此,优选实施方案是将循环水从流出物中单独地取出,或者是从三相分 离器外的反应器顶部取出,抑或是从三相分离器中取出。
其新颖之处在于厌氧流出物循环并不是像常规方法那样从三相分离器的流 出物中引出,而是从三相分离器外的反应器顶部,从三相分离器的专用区域或 优选地从其中已经分离沼气且(从三相分离器体)收集沉淀固体的三相分离器的 底部引出。
存在着各种各样的方式,其中可以从反应器的顶部或三相分离器中取出循 环水。在第一个实施方案中,在其中已经分离出气体的位置从分离器中取出循 环水。这优选地从分离器的底部,正好在气体偏转板之上,实现。
在另一个实施方案中,循环物是从分离器外的反应器的顶部取出的,即, 从固-气-液相中取出的。在这个实施方案中,也有可能将取出定位在气体-偏转 装置如斜板之后,由此提供气体从固-气-液混合物中的一些分离。
在再一个实施方案中,还可以将三相分离器中的一个或多个(前提是存在多 于一个)或者若干三相分离器中的部分用于循环,然而其余的分离器或若干三相 分离器中的部分仅仅用作产生流出物的分离器。
循环水的量(依体积计算)将一般为循环水与厌氧流出物相结合总量的>0到 95%之间。相反地,其厌氧流出物的量将在5到<100%之间。
因此,三相分离器的有效表面负荷(m3/m2・小时)已经是最低可能的且与实际 未处理废水进料流量成正比例。
本发明的重要优点在于可能设计更小的三相分离器,这样可以减少投资成 本,或者由于其负载了较低的水力负荷使得可能获得更好的三相分离器性能。
通常在反应器中存在许多三相分离器。在这种情况下,从每个三相分离器 并沿每个三相分离器的长度/表面,具有有效且相等的厌氧流出物的循环是重要 的。
在本发明的另一个实施方案中,这是通过由调节最小/最大流量系统来实现 流出物循环而完成的。
于是,在每个三相分离器的循环管路/管道上安装自动开/闭的阀门。通过这 种方式,可以从每个三相分离器或者管道单独地实现全部或部分地循环。换句 话说,在这个实施方案中,通过阀门控制来自每个三相分离器的循环流,借助 所述阀门,确定了来自每个三相分离器的循环量的分布。
在第一实施方案中,每个三相分离器包含位于底部的厌氧流出物再循环收 集管道,其在其长度方向上具有几个开口/狭槽(在三相分离器内)。
每个管道延伸通过三相分离器和反应釜的各自的壁,并且恰好在全部管道 连接到集管前包含开/闭自动阀门(位于反应器外)。
该集管从每个三相分离器中收集了厌氧流出物循环流,并且将其排放到调 节池中。这可以用下面的例子进一步进行解释:
●未处理废水的设计流量为100m3/h。
●实际废水的流量为60m3/h
●反应器进料流量为150m3/h,因此,在设计条件下,厌氧流出物循环50m3/h
●三相分离器的有效表面为15m2。
●该反应器具有3个相同长度的三相分离器。
在先前的技术条件下,对于设计和实际的情况,三相分离器上的有效表面 负荷均为150/15=10m3/m2・小时。按照本发明的优选实施方案,具有改进的循环 位点,在设计条件下,三相分离器上的有效表面负荷为100/15=6.67m3/m2・小时, 而在实际运行的条件下,该有效表面负荷仅为60/15=4m3/m2・小时。
按照优选的实施方案,在循环管路上的开/闭阀门具有例如如下的顺序:
●在任何时候,都关闭2个阀门,而打开1个阀门。
●每隔5分钟对调一次状态:打开处于闭合的阀门之一,并且同时,关闭处 于开放的阀门。
因此,在设计条件下,在任何时刻,全部循环流以50m3/h取自3个三相分 离器之一,在没有未处理的废水进料流的情况下,为最大150m3/h。
这些波动流随时间的结果是:
●来自每个三相分离器并沿每个三相分离器长度的(更多的)等量再循环。
●以较低的堵塞风险,对三相分离器进行自动清洁。
而且,额外的沉淀表面与厌氧流出物循环的新装置的结合,使得在三相分 离器底部沉淀的固体更有效的提取。这也降低了堵塞风险。
在分离器或其部分专门用于循环水的情况下,可能具有与用于流出物的分 离器中的不同类型的内部构件,或者可能根本不使用内部构件。
厌氧流出物的提取装置也可能用于对三相分离器和其内部构件的在线清 洁,即通过将逆流的水或(沼)气循环物通过相同的提取管和孔或狭槽引入。
特别重要的是当反应器在沼气压力(完全封闭的)下操作时,如在这种条件 下,将非常不便于打开反应器进行检查或清洁。
根据本发明的三相分离器将使用多个(2-10个)沼气分离挡板,其类似于在 Biothane UASB和Biobed三相分离器中应用的挡板。由于靠重力不同引起的循 环流(巨大物流(mammouth stream)),使得来自三相分离器的沉淀固体将肯定地返 回到反应器。
根据本发明涉及这种创新的厌氧污泥床工艺和反应器的更重要的优选特征 涉及到将(所有)可用生物质与将被处理的废水混合和分配的改进。
典型的是流入物分配系统将在每1-4m2的反应器表面设有1个喷嘴,并且 沿反应器表面相等分配偶数个的喷嘴,并按行排列,每1行具有几个喷嘴。
本发明这一实施方案的具体特征是反应器将在其高度方向上设有数个这些 流入物分配。
这不仅提供了使可用的生物质与反应器进料流更好的分配和混合,而且它 也将非常有效地打碎停滞的污泥层以防止沼气在气囊中的堆积,其可导致从反 应器中产生不规则和不理想的沼气流。
优选地,反应器将具有至少1个,优选地2-5个独立运行的流入物分配系 统。这些系统将位于反应器高度方向上不同的平面上。通常,第一个系统位于 反应器底部附近。其它的流入物分配系统将位于第一个系统之上,位置在反应 器高度的15%到55%之间。
在典型构造中,一种系统位于反应器的底部,而其余的分别位于从底部向 上的2、4和6m处。
流入物分配系统可以被设置作为调节最小/最大流量的系统,其优选地水平 流出以更好的混合和打碎污泥床(以阻止沼气滞留)。典型地,流量的0-40%指向 一半的喷嘴,并且因此100-60%的流量指向另一半。由最小到最大的优选变化 是每1到5分钟。
在使用两个流入物分配系统的构造中,典型地,流量的20-80%指向底部流 入物分配系统,并且因此流入物分配系统的流量的80-20%位于更高高度处。
如果使用了多于2个的流入物分配系统,在该系统上流入物的分配是 20-80%至底部流入物分配系统和其余的,即80-20%,在更高高度处在其余的流 入物分配系统上均分地分配。
这种实施方案通过下面的例子进一步进行解释:
●未处理废水的设计流量为100m3/h。
●实际废水的流量为60m3/h
●反应器进料流量为150m3/h,因此,在设计条件下,厌氧流出物的循环流 量为50m3/h
●反应器600m3,15m高,因此反应器的表面积为40m2。
●反应器在其高度方向上,具有3个流入物分配系统,一个位于底部附近, 一个位于2m高处,一个位于4m高处
●每个流入物分配系统装配有4行,共10个喷嘴。
・反应器进料流的一半(因此75m3/h)被指向底部流入物分配系统,而且1/4(因 此37.5m3/h)被指向分别位于2和4m的流入物分配系统。
●每个流入物分配系统都通过如上述解释的30%/70%的最小/最大流量分配 来运行。