
申请日2010.12.07
公开(公告)日2012.12.05
IPC分类号C02F11/12; B01D25/12
摘要
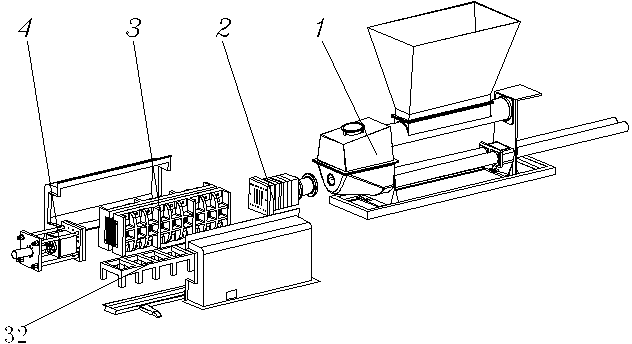
本发明涉及污泥处理与再生利用设备,公开了污泥泵送式增压脱水机及污泥泵送式增压脱水法。污泥泵送式增压脱水机,包括高压泵(1)、压滤装置(3)和备压排泥装置(4),还包括污泥分流装置(2),压滤装置(3)包括若干增压脱水型腔(31),各增压脱水型腔(31)与污泥分流装置(2)的各出泥口(21)相连。污泥泵送式增压脱水法,包括污泥分流和增压脱水步骤。按照本发明的技术方案,解决了含水率在82%左右的污泥脱水的难题,弥补了现有浓缩脱水设备的不足以及为污泥后续的处理与处置带来高效率、低能耗、低污染的革命性的工艺变化。
权利要求书
1.污泥泵送式增压脱水机,包括高压泵(1)、压滤装置(3)和备压排泥装置(4),其特征 在于:还包括污泥分流装置(2),压滤装置(3)包括若干增压脱水型腔(31),增压脱水型 腔(31)与污泥分流装置(2)的出泥口(21)相连,污泥分流装置(2)包括若干个分流调 节块(22),分流调节块(22)设有分流孔(23),相邻两个分流调节块(22)的分流孔 (23)孔径沿流动方向逐渐减小。
2.根据权利要求1所述污泥泵送式增压脱水机,其特征在于:备压排泥装置(4)包括传动 装置、阀芯(42)和阀体(41),阀体(41)设有与各增压脱水型腔(31)相连的排泥腔 (411),阀芯(42)可在排泥腔(411)内移动,排泥腔(411)下部设有排泥口。
3.根据权利要求1或2所述污泥泵送式增压脱水机,其特征在于:各增压脱水型腔(31) 两侧设有内层过滤网(311)和外层过滤网(312),外层过滤网(312)的孔径大于内层过滤 网(311)的孔径,内层过滤网(311)之间设有储泥腔(313)。
4.根据权利要求1或2所述污泥泵送式增压脱水机,其特征在于:各增压脱水型腔(31) 两侧设有加固网(35),加固网(35)的网孔为六边形。
5.根据权利要求2所述污泥泵送式增压脱水机,其特征在于:传动装置包括油缸(43),油 缸(43)与阀芯(42)相连。
6.根据权利要求1或2所述污泥泵送式增压脱水机,其特征在于:各增压脱水型腔(31) 的下部设有支撑架(32),两侧设有加固框架(33)。
7.根据权利要求1或2所述污泥泵送式增压脱水机,其特征在于:高压泵(1)为液压式柱 塞压力泵。
8.根据权利要求1所述污泥泵送式增压脱水机的污泥泵送式增压脱水法,其特征在于:其 步骤包括:
A.污泥通过高压泵(1)泵入污泥分流装置(2),将污泥均匀分为若干支流;
B.污泥支流泵入压滤装置(3)的各增压脱水型腔(31);
C.污泥不断泵入,压滤装置(3)内压力逐渐增加,污泥中的水分从增压脱水型腔(31) 挤出。
9.根据权利要求8所述污泥泵送式增压脱水法,其特征在于:还包括以下步骤:
D.污泥继续泵入,压滤装置(3)内压力继续增加,污泥推开增压脱水型腔(31)末端连 接的备压排泥装置(4)的阀芯(42)排出;
E.压滤装置(3)内压力小于设定值时,备压排泥装置(4)的阀芯(42)向里运动,增大 压力;压滤装置(3)内压力大于设定值时,备压排泥装置(4)的阀芯(42)向外运动,减 小压力。
说明书
污泥泵送式增压脱水机及污泥泵送式增压脱水法
技术领域
本发明涉及污泥处理与再生利用设备,尤其涉及污泥脱水机及污泥脱水方法。
背景技术
随着城市污水网络服务的人口不断增加,水质排放标准的越来越严格以及城市中各大、中型污水处理厂的新建或是改扩建,污泥的产量也迅速增加。就中国而言,到2015年污泥产量将达到1700万吨/年,相当于2003年的2倍多。污泥如果不被妥善的处理与处置,将会造成严重的二次污染。因此,如何减量、高效率、科学、无害化地处理污泥已经成为世界各国共同面临的一大难题。目前,各大污水处理厂大都选用的污泥浓缩脱水设备为:卧式离心脱水机、带式压滤脱水机、板框式压滤脱水机这三种设备。其中“卧式螺旋离心脱水机”是目前世界上较为先进的污泥浓缩脱水设备,但实际运行中最终污泥浓缩脱水后的含水率仍然在82%左右。正是由于浓缩脱水后的污泥仍然含有相当高的水分,这给后续的污泥处置带来了很大的困难。目前世界各国仍然没有出现革新的处理处置工艺,主要还是集中在直接利用硫化床焚烧技术上。虽然硫化床焚烧技术先进,体积小,焚烧后污泥含水率很低,基本完成对污泥的处理,但是仍面临着高能耗的问题,无法自制平衡焚烧处理污泥。所以,如何在污泥浓缩脱水后进行二次再脱水以提高污泥的脱水率,使污泥的含水率降至75%以内,为后续的污泥处理处置带来革命性的变化是急待解决的问题。
发明内容
本发明针对现有技术中存在的最终污泥浓缩脱水后的含水率仍然在82%左右,或者需要通过高能耗的硫化床焚烧技术实现更低的含水率的不足,提供了一种将含水率在82%左右的污泥,脱水降至含水率在75%左右的污泥泵送式增压脱水机及污泥泵送式增压脱水法。
为了解决上述技术问题,本发明通过下述技术方案得以解决:
污泥泵送式增压脱水机,包括高压泵、压滤装置和备压排泥装置,还包括污泥分流装置,压滤装置包括若干增压脱水型腔,增压脱水型腔与污泥分流装置的出泥口相连。污泥分流装置,即多腔式分配器,既保证均匀的输送,又形成相对压力。压滤装置,即多片式增压脱水型腔,既能保证型腔内的压力,又能让污泥中的游离水排除,从而真正实现泥水分离。
作为优选,备压排泥装置包括传动装置、阀芯和阀体,阀体设有与各增压脱水型腔相连的排泥腔,阀芯可在排泥腔内移动,排泥腔下部设有排泥口。备压排泥装置为自动备压系统,包括特制备压过渡体、高精度阀体、高精度阀门、油缸连接法兰、油缸并帽、高精度油缸、高强度油缸固定块、高强度丝杆和高强度螺母。特制备压过渡体能保证特制多片式增压脱水型腔和自动备压系统密封连接,高精度的阀体能保证特制多片式增压脱水型腔内的污泥不外泄,PLC自动控制系统,能更有效保证特制多片式增压脱水型腔压力保持在设定压力。
作为优选,传动装置包括油缸,油缸与阀芯相连。能更有效保证特制多片式增压脱水型腔压力保持在设定压力。
作为优选,污泥分流装置包括若干个分流调节块,分流调节块设有分流孔,相邻两个分流调节块的分流孔孔径沿流动方向逐渐减小。污泥通过孔径逐渐变小的污泥分流装置,即实现了污泥的均匀分配,保证后续增压脱水的效果。
作为优选,各增压脱水型腔两侧设有内层过滤网和外层过滤网,外层过滤网的孔径大于内层过滤网的孔径,内层过滤网之间设有储泥腔。过滤网为不锈钢过滤网。内层不锈钢过滤网采用高科技激光技术打孔,孔为0.025mm―0.045mm的微孔,两孔中心距为0.5mm,整张不锈钢过滤网表面平整光滑,无变形现象,从而保证泥水更好分离和污泥介质的顺利通过。外层不锈钢过滤网孔径为2.5mm,两孔的中心距为6.5mm,表面加工出网格状槽,这样一方面能让大量的游离水得到排放,另一方面也能起到保护微孔不锈钢过滤网的作用。
作为优选,各增压脱水型腔两侧设有加固网。加固网为不锈钢加固网。
作为优选,加固网的网孔为六边形。网孔为六边形即采用蜂窝状结构设计,既保证了钢件本身强度,又使得游离水能充分排出。
作为优选,各增压脱水型腔的下部设有支撑架,两侧设有加固框架。加固框架为不锈钢加固框架,不锈钢加固框架采用的是框架性结构,既不妨碍水的大量排出,又能增强机组的抗压强度,这样能保证整个型腔不变形,从而杜绝泄泥现象。
作为优选,高压泵为液压式柱塞压力泵。
污泥泵送式增压脱水法,其步骤包括:
A、污泥通过高压泵泵入污泥分流装置,将污泥均匀分为若干支流;
B、污泥支流泵入压滤装置的各增压脱水型腔;
C、污泥不断泵入,压滤装置内压力逐渐增加,污泥中的水分从增压脱水型腔挤出。
作为优选,还包括以下步骤:
D、污泥继续泵入,压滤装置内压力继续增加,污泥推开增压脱水型腔末端连接的备压排泥装置的阀芯排出;
E、压滤装置内压力小于设定值时,备压排泥装置的阀芯向里运动,增大压力;压滤装置内压力大于设定值时,备压排泥装置的阀芯向外运动,减小压力。
本发明完全按照相关污泥学,污泥的物理与化学特性来完成设计。浓缩脱水后的污泥虽然含有高达82%的水分,但污泥本身为微粒状并含有大量微生物与絮凝剂等化学药剂,因此在常温下污泥的流动性能很差,必须借助外力强制将其送入制多片式增压脱水型腔中。在一定压力环境中实现泥水自动分离状态,因此在设计上采用新型柱塞式污泥泵与特制流道设计的多腔式分配器、特制多片式增压脱水型腔、自动备压系统、特制排水系统组合的方式。根据污泥处理低能耗的原则,污泥中的水分必须以液态形式分离则需采用独特的挤压排水系统。
本发明具有以下有优点:
A、高压泵采用新型柱塞式污泥泵,能连续的将污泥介质输送至特制流道设计的多腔式分配器。与其他输送机构比较,它能耗低,噪声小,占地面积小。
B、特制流道设计的多腔式分配器,有着完美的均匀分配组合,即保证均匀的输送,又形成相对压力。
C、特制多片式增压脱水型腔,拥有高科技激光技术打孔的特制不锈钢过滤网和一系列特制的不锈钢过渡板。特制的不锈钢过滤网既能保证型腔内的压力,又能让污泥中的游离水排除,从而真正实现泥水分离。
D、自动备压系统采用了高新PLC技术,使高精度阀体得到更充分的发挥,让特制多片式增压脱水型腔内一直保持设定压力。
E、独特的排水系统能将游离的水统一排放,从而防止了再次污染。
F、由以上系统的整体连续性作业,最终实现污泥含水率在75%以内的目标。并为污泥后续的处理与处置带来高效率、低能耗、低污染的革命性的工艺变化。含水率在75%以下的污泥采用硫化床焚烧烧技术时,将实现污泥自制平衡焚烧,真正做到污泥低能耗处理。若含水率在75%以下的污泥直接制成颗粒后作为发电厂、水泥厂的燃烧原料,将是经济与社会效益并举的措施。
按照本发明的技术方案,解决了含水率在82%左右的污泥脱水的难题,弥补了现有浓缩脱水设备的不足以及为污泥后续的处理与处置带来高效率、低能耗、低污染的革命性的工艺变化。