
申请日2010.07.01
公开(公告)日2010.11.17
IPC分类号C02F3/02; C02F9/14
摘要
带旋转曝气器推动的液体环流好氧反应器及用于垃圾焚烧厂渗滤液处理的方法,属于环保净化处理技术领域。本发明为该液体环流好氧反应器的下部为第一好氧反应区(3),上部为第二好氧反应区(4),在第一好氧反应区与第二好氧反应区之间设有环流隔板(2),在第一好氧反应区器壁一侧设有进水口(1),在第二好氧反应区器壁另一侧设有出水口(6),在第二好氧反应区的上部表面设有旋转曝气器(5),反应器高度为2~12m。采用上下分层同时曝气,表面旋转曝气推动水体流动的复合循环曝气方式,反应器水体平均流速达到0.3m/s~1m/s。该液体环流好氧处理技术将越来越多的替代活性污泥法和生物膜法等传统工艺技术,在垃圾焚烧厂垃圾渗滤液处理中具有广阔的发展前景。
翻译权利要求书
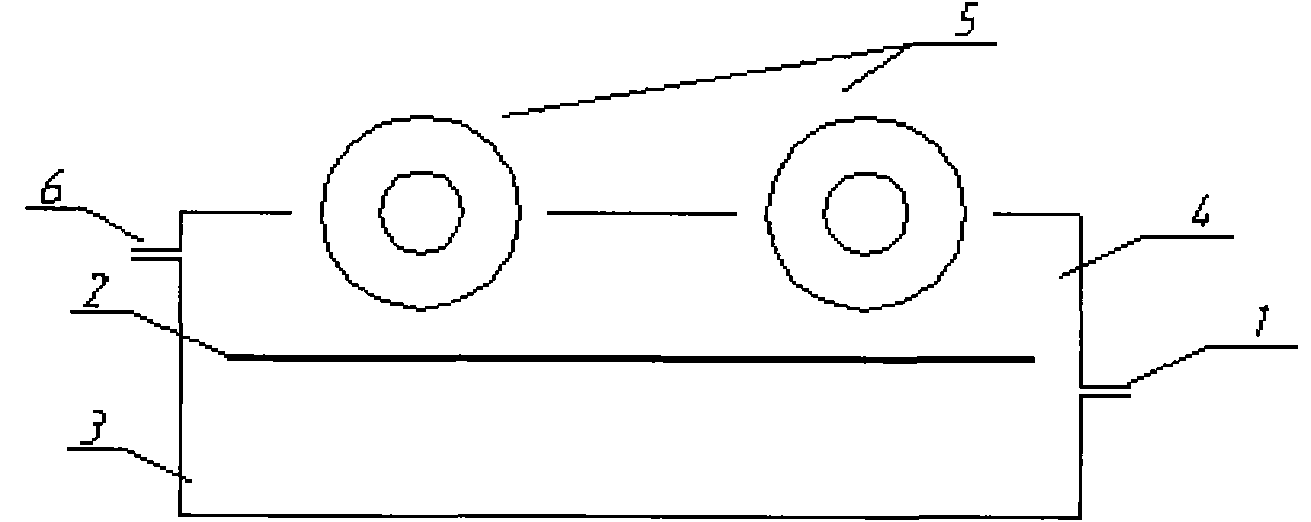
1.一种带旋转曝气器推动的液体环流好氧反应器,其特征在于该液体环流好氧反应器的下部为第一好氧反应区(3),上部为第二好氧反应区(4),在第一好氧反应区与第二好氧反应区之间设有环流隔板(2),在第一好氧反应区器壁一侧设有进水口(1),在第二好氧反应区器壁另一侧设有出水口(6),在第二好氧反应区的上部表面设有旋转曝气器(5)。
2.根据权利要求1所述的带旋转曝气器推动的液体环流好氧反应器,其特征在于反应器高度为2~12m。
3.权利要求1所述的带旋转曝气器推动的液体环流好氧反应器用于垃圾焚烧厂垃圾渗滤液处理的方法,其特征在于垃圾渗滤液通过自流或者水泵抽取的方式由进水口(1)流入液体环流好氧反应器,首先在第一好氧反应区(3)进行一级好氧处理,经过一级好氧处理后的渗滤液通过环流隔板(2)导流至第二好氧反应区(4),通过旋转曝气器(5)转碟或转刷曝气进行二级好氧处理,水体流速为0.3m/s~1m/s,最终出水由出水口(6)流出;
反应器的启动和运行共分为三个阶段,第一阶段为反应器的调试运行阶段,为10~20天,接种好氧污泥,接种后反应器中的污泥浓度干计为2-5g/L,进行污泥驯化;
第二阶段为培养阶段,为30~50天,逐步提高进水量,每次提高污泥负荷10%~30%,保证混合液污泥浓度在3000mg/L以上,混合液挥发性悬浮固体MLVSS与混合液悬浮固体MLSS之比在0.7~0.8,反应器COD去除效果在80%以上,污泥体积指数SV%大于30%;
第三阶段为稳定运行阶段,COD去除效果稳定,达到COD去除率稳定在80%以上,反应系统中溶解氧含量大于2mg/L,水体表面流速在旋转曝气器推动下形成环流,反应器水体平均流速达到0.3m/s~1m/s,通过显微镜观察会发现污泥中存在大量的钟虫、轮虫、及游泳型纤毛虫微生物。
说明书
带旋转曝气器推动的液体环流好氧反应器及用于垃圾焚烧厂渗滤液处理的方法
技术领域
带旋转曝气器推动的液体环流好氧反应器及用于垃圾焚烧厂渗滤液处理的方法,属于环保净化处理技术领域。
背景技术
垃圾焚烧厂垃圾渗滤液主要有3个来源:①外来水分,包括大气降水以及以各种途径进入垃圾的水分:②垃圾受到挤压后部分初始含水的释放;③垃圾在厌氧和兼性微生物作用下降解产生的内含水分。其渗滤液水质特点是:(1)成分复杂,含有多种污染物。垃圾渗滤液是一种成分复杂的高浓度有机废水,含有大量的氨氮、悬浮物、有机物、重金属以及致病菌等的高强度环境污染源废水。(2)污染物浓度高.处理难度大。营养元素失调、缺少碳源、特别是后期BOD/COD值小于0.1,因而处理难度大。(3)污水的成分和数量随时间、季节变化明显,决定了水量的多变性和难预测性,水质也因水量的变化而变化并随着堆放时间的变化,渗滤液的成分以及污染物的浓度也都相应发生变化。
好氧处理是废水处理的重要方法,针对垃圾渗滤液的处理,好氧法主要有活性污泥法和生物膜法,活性污泥法包括氧化沟、序批式活性污泥法(SBR)等;生物膜法包括生物滤池、生物转盘和膜生物反应器(MBR)等。活性污泥法处理废水具有运行可靠、处理效果好的优点,但是如果废水中氮磷含量低,碳氮比例失调,运行中容易产生污泥膨胀,破坏系统运行。此外,活性污泥法对垃圾渗滤液废水水质、水量变化的适应性较差,且不耐冲击负荷,还需要大量充氧,增加了基建运行费用。生物膜法的主要优点是处理能力大,耐冲击负荷能力强,占地面积少,污泥生成量少,无污泥膨胀,运行管理方便等。但是,如果废水中污染物浓度较高或前处理效果不理想,生物膜法处理前端的有机物负荷较高,使得供氧相对不足,此时生物接触氧化池没有发挥出应有的作用,处理效果不理想。
针对目前在垃圾渗滤液中好氧处理存在的问题,研发一种耐高COD且耐含毒物质,受冲击负荷能力强、处理效率高、工程造价和占地面积小的好氧处理技术有着重大的理论意义和实用价值。
发明内容
本发明的目的是提供一种针对垃圾焚烧厂垃圾渗滤液处理的好氧处理技术,提供一种具有曝气能效高、耐冲击负荷能力强、系统稳定、投资和运行费用低等优点的液体环流好氧反应器。
本发明的技术方案:一种带旋转曝气器推动的液体环流好氧反应器,该液体环流好氧反应器的下部为第一好氧反应区(3),上部为第二好氧反应区(4),在第一好氧反应区与第二好氧反应区之间设有环流隔板(2),在第一好氧反应区器壁一侧设有进水口(1),在第二好氧反应区器壁另一侧设有出水口(6),在第二好氧反应区的上部表面设有旋转曝气器(5)。
采用旋转曝气器(转盘或转刷)推动的形式进行循环流动,反应器水体平均流速可达到0.3m/s~1m/s。
采用上下分层同时曝气,表面曝气推动水体流动的复合循环曝气方式。
所述的带旋转曝气器推动的液体环流好氧反应器,其高度为2~12m。
所述的带旋转曝气器推动的液体环流好氧反应器用于垃圾焚烧厂渗滤液处理的方法,垃圾渗滤液通过自流或者水泵抽取的方式由进水口(1)流入液体环流好氧反应器,首先在第一好氧反应区(3)进行一级好氧处理,经过处理后的渗滤液通过环流隔板(2)导流至第二好氧反应区(4),通过旋转曝气器(5)转碟或转刷曝气进行二级好氧处理,水体流速为0.3m/s~1m/s,最终出水由出水口(6)流出;
反应器的启动和运行共分为三个阶段,第一阶段为反应器的调试运行阶段,为10~20天,接种好氧污泥(如城市污水处理厂的好氧反应池中的污泥),接种后反应器中的污泥浓度干计为2-5g/L,进行污泥驯化;
第二阶段为培养阶段,为30~50天,按照污泥的情况和反应器的去除效果逐步提高进水量,每次提高污泥负荷10%~30%,保证混合液污泥浓度在3000mg/L以上,混合液挥发性悬浮固体MLVSS与混合液悬浮固体MLSS之比在0.7~0.8,反应器COD去除效果达80%以上,污泥体积指数SV%大于30%;
第三阶段为稳定运行阶段,COD去除效果稳定,COD去除率稳定在80%以上,反应系统中溶解氧含量大于2mg/L,水体表面流速在旋转曝气器推动下形成环流,反应器水体平均流速达到0.3m/s~1m/s,通过显微镜观察会发现污泥中存在大量的钟虫、轮虫、及游泳型纤毛虫微生物。
本发明的有益效果:
1)系统对高浓度且有毒的有机污染物的处理稳定性高,耐冲击负荷能力强。
2)带旋转(转碟或转刷)曝气器推动,可有效促进物相接触传质和相界面更替,增强了好氧的抗击能力,提高污水处理效率。
3)在反应系统中,通过旋转(转碟或转刷)曝气器推动,提高了氧气利用率,微生物新陈代谢快,污泥活性高,水力停留时间短。
4)系统在反应器内部形成液体环流,在高效去除有机物质的条件下兼具脱氮除磷的功能。
5)结构简单,安装方便,易于管理,强化了水力运行条件,处理效果显著。
6)处理的能力与原有的好氧处理方法相比,对难降解有机物质具有较强的处理效果,处理效率和污染指标的处理率都有了很大的提高,单位体积的设备处理效率是原来的2-4倍,污染物指标的去除率提高30%~50%。
7)在投资费用方面,处理同样量废水的反应设备及占地面积体积要小40%~60%,节省投资费用。
江南大学利用该液体环流好氧反应器对无锡惠联垃圾热电厂的垃圾渗滤液进行处理,针对垃圾焚烧厂垃圾渗滤液高COD,水质复杂的特点,在好氧处理中采用了带旋转(转刷)曝气器推动的好氧处理技术,对厌氧处理后的水体取得了良好的处理效果。进水COD约为2000mg/L~10000mg/L,停留时间为2天~10天,出水COD为300mg/L~1000mg/L,系统稳定运行时COD去除率稳定80%以上。该环流好氧处理技术应用于垃圾焚烧厂垃圾渗滤液废水处理中具有广阔的发展前景,将越来越多的替代活性污泥法和生物膜法等传统工艺技术在垃圾渗滤液处理中的应用。