
申请日2010.07.01
公开(公告)日2011.01.26
IPC分类号C02F3/28; C02F9/14
摘要
一种用于垃圾渗滤液处理的带有上下两层三相分离器的厌氧反应装置,属于废物资源化处理技术领域。本实用新型采用上下两层三相分离器,增强了沼气收集能力,强化了厌氧反应装置内循环的进行,内循环量可以达到进水量的5~10倍。厌氧反应装置水流上升流速较高,在较高上升流速的条件下(6m/h~12m/h),可以有效的维持颗粒污泥的浓度,提高污水处理效率,维持厌氧细菌所需要的最佳生存环境。在处理高浓度的垃圾渗滤液方面具有高稳定性,高负荷的优点。
翻译权利要求书
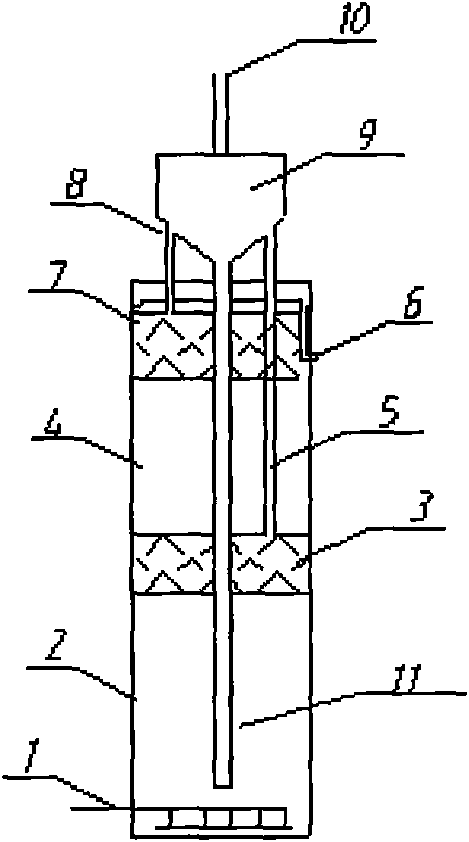
1.一种带有上下两层三相分离器的厌氧反应装置,其特征在于该厌氧反应装置由上下两层三相分离器串联组成,在装置罐体的底部置有进水口(1),罐体下部为第一厌氧反应室(2),第一厌氧反应室上面置有第一层三相分离器(3),罐体上部为第二厌氧反应室(4),第二厌氧反应室上面置有第二层三相分离器(7),在罐体的顶部上方置有气液分离器(9),在第一层三相分离器与气液分离器之间设有提升管(5)、在第二层三相分离器上面设有出水口(6)通向罐体外,集气管(8)连接第二层三相分离器与气液分离器,在气液分离器顶部设有导气管(10),在气液分离器底部设有回流管(11)通向第一厌氧反应室底部。
2.根据权利要求1所述的带有上下两层三相分离器的厌氧反应装置,其特征在于反应装置高度为12m~30m。
说明书
一种用于垃圾渗滤液处理的带有上下两层三相分离器的厌氧反应装置
技术领域
一种用于垃圾渗滤液处理的带有上下两层三相分离器(气液分离/液固分离/气液固分离)的厌氧反应装置,属于废物资源化处理技术领域。
背景技术
垃圾是人类生产、生活过程中产生的固体废弃物,而生活垃圾随城市化进程的加快,其产生量急剧增加。目前,国内外对城市生活垃圾的处理方式主要有填埋、焚烧、堆肥及土地利用等,其中垃圾填埋因操作简便、费用低而被广泛采用。据报道,全世界几乎70%的城市生活垃圾被填埋处置,但这种处置产生的主要问题是垃圾渗滤液的收集控制问题。因为垃圾渗滤液可以通过各种不同的途径如无控制的溢出、雨水冲刷、地质沉降或渗透而进入环境,从而导致垃圾填埋场附近的地表水和地下水的严重污染。而被垃圾渗滤液污染的地下水、地表水及土壤,通过食物链直接或间接地危害人类的身体健康和生态环境。因此,垃圾渗滤液在土壤中的环境行为已引起人们的关注。
我国生活垃圾的处理途径以卫生填埋为主,约占70%以上。垃圾填埋后会产生垃圾渗滤液的二次污染。垃圾渗滤液水质状况恶劣,据监测统计得知,其pH值在4~9之间,COD为2~62g/L,BOD5为0.06~45g/L,BOD5/COD为0.5~0.6,SS约为900mg/L,含有10多种金属离子,氨氮含量高,C/N比例失调,含磷物质相对偏低;如不妥善处理,会污染水体、土壤、大气等,使地面水体缺氧、水质恶化、富营养化,威胁饮用水和工农业用水水源,使地下水丧失利用价值,有机污染物进入食物链将直接威胁人类健康。
要解决渗滤液污染问题,除了对垃圾处理过程进行控制,尽量减少渗滤液的产生,关键还是要对渗滤液进行必要的处理,使其达标排放。目前国内外主要的垃圾渗滤液处理技术有以下几种:1、化学处理技术:它主要以化学氧化为主要方法降解渗滤液中的难降解物质,提高渗滤液的可生化性能,从而实现对污染物的完全去除和无害化。它通常作为一种提高生化性的预处理方式。2、物理处理技术:它可以有效去除渗滤液中的金属离子、COD等,运行稳定性高,安全实用。3、生态处理技术:它主要利用实际条件采用土地处理或者人工湿地的方法对渗滤液进行回灌和过滤,该法抗冲击负荷能力强,投资运行费用低。4、生物处理技术:目前国内外渗滤液的处理工艺,总体上以生物处理工艺为主体。针对我国国内渗滤液高氨氮、高有机物的特点,厌氧-好氧组合的渗滤液处理工艺一直是国内外研究的热点。比如UASB工艺在世界上很多国家都具有很好的应用,王坚使用UASB-MBR法处理渗滤液,达到了系统出水COD为421~755mg/L,BOD为9.1~12.8mg/L,NH3-H为75~571mg/L;郑金伟等采用UASBF-SBR工艺处理鞍山垃圾填埋场渗滤液,UASBF反应器的进水由布水器完成,采用多点进水方式,COD的平均去除率为83%。但由于垃圾渗滤液性质的复杂多变性,如高氨氮,低碳氮比,磷元素缺乏等,导致生物法处理难度大,而应用物理及化学方法又导致运行费用高,因此垃圾渗滤液处理技术的推广应用受到一定程度的限制,是垃圾渗滤液处理技术的主要瓶颈。因此开发新型垃圾渗滤液资源化处理技术,实现其经济、有效地处理将对整个垃圾处置行业产生深远影响。
基于环境友好等优点,研制出经济实用的反应器已成为亟待解决的问题,在垃圾渗滤液处理的同时,实现污水的无害化、资源化处理。在容积负荷、电耗、工程造价、占地面积等诸多方面,该反应器具有绝对的优势,是对现代高效反应器的一种突破有着重大的理论意义和实用价值,进一步研究和开发垃圾渗滤液处理高效反应器,推广其应用范围已成为当前垃圾渗滤液处理的重点内容之一。
发明内容
本实用新型的目的:
传统的垃圾渗滤液厌氧处理技术,抗冲击负荷较差,受温度、降雨等季节性因素影响较大,处理费用高,占地面积大,基建、运行费用及维修费用较高,往往出现消化速率慢,产气量少,搅动作用小,传质过程恶化,污泥流失,导致处理效率下降等问题。针对这些现状,在传统垃圾渗滤液厌氧处理技术的基础上研究开发了一种用于垃圾渗滤液处理的有上下两层三相(气液固)分离装置的厌氧反应器,实现了一种自动化控制、运行费用低、管理方便、处理负荷高,具有高上升流速、高沼气产率的新技术,并将其规模化产业化,实现垃圾渗滤液经济有效的资源化处理。
本实用新型的技术方案:一种带有上下两层三相分离器的厌氧反应装置,该厌氧反应装置由上下两层三相分离器串联组成,在装置罐体的底部置有进水口(1),罐体下部为第一厌氧反应室(2),第一厌氧反应室上面置有第一层三相分离器(3),罐体上部为第二厌氧反应室(4),第二厌氧反应室上面置有第二层三相分离器(7),在罐体的顶部上方置有气液分离器(9),在第一层三相分离器与气液分离器之间设有提升管(5)、在第二层三相分离器上面设有出水口(6)通向罐体外,集气管(8)连接第二层三相分离器与气液分离器,在气液分离器顶部设有导气管(10),在气液分离器底部设有回流管(11)通向第一厌氧反应室底部。
本实用新型适合于高浓度垃圾渗滤液的处理,反应装置高度为12m~30m。
该厌氧反应装置处理垃圾渗滤液的具体过程如下:
垃圾渗滤液经过水泵由进水口(1)进入厌氧反应装置底部,在第一厌氧反应室(2)与厌氧颗粒污泥均匀混合,厌氧颗粒污泥的粒径为0.2mm~3mm,垃圾渗滤液中的大部分有机物在这里被转化为沼气;所产生的沼气被下部的第一层三相分离器(3)收集,沼气沿着提升管(5)上升,沼气上升的同时把厌氧反应装置中污泥层的泥水混合液也从提升管中提升至厌氧反应装置顶部的气液分离器(9),被分离的沼气从气液分离器顶部的导气管(10)排走,分离出的泥水混合液沿着回流管(11)返回到第一厌氧反应室的底部,并与底部的厌氧颗粒污泥和进水充分混合,实现了混合液的内部循环;
经过第一层三相分离器分离过的垃圾渗滤液,进入厌氧反应装置上部的第二厌氧反应室(4)继续进行处理;垃圾渗滤液中的剩余有机物在厌氧反应装置上部的第二厌氧反应室进一步降解,使垃圾渗滤液得到更好的净化,提高出水水质;从第二厌氧反应室产生的沼气由第二层三相分离器(7)收集,通过集气管(8)进入气液分离器,也从导气管(10)排走;最终的出水由出水口(6)排走,沉淀的厌氧颗粒污泥返回至第一及第二各自反应室底部;垃圾渗滤液完成了处理的全过程。
该厌氧反应装置实际上是由上下两层三相分离器串联组成的反应装置。一方面通过第一厌氧反应室产生的沼气作为动力,实现了下部混合液的内循环,使渗滤液获得强化的预处理。另一方面通过采用上下两层的三相分离技术,增强了颗粒污泥与分离器碰撞的频率,可以保证在较高的上升流速条件下(6m/h~12m/h)有效的维持颗粒污泥的浓度,防止颗粒污泥的流失,增强处理效果,强化沼气的收集能力。
本实用新型的有益效果
1)在处理高浓度的垃圾渗滤液方面具有高稳定性,高负荷的优点。
2)采用上下两层三相分离器,增强了沼气收集能力,强化了反应装置内循环的进行,内循环量可以达到进水量的5~10倍。
3)反应装置上升流速较高,在较高上升流速的条件下(6m/h~12m/h),可以有效的维持颗粒污泥的浓度,提高污水处理效率,维持厌氧细菌所需要的最佳生存环境。
4)反应装置单位容积的生物量更高,可形成大量的颗粒污泥,具有更高的耐氨氮和耐有毒物质的负荷能力、其水力负荷可达30kg/m3・d~50kg/m3・d。
5)污泥床处于悬浮或膨胀状态,污泥龄长,污泥产量少,动力消耗小。
6)具有较大的高径比,高径比可达到4~8,负荷高,体积小、占地省。
7)具有脱氮、脱硫等多种附加效果。
8)厌氧反应装置的处理效率和污染指标的处理率都有了一个很大的提高,单位体积的设备处理效率是原来的3~5倍,污染物指标的去除率提高20%~40%。
9)在投资费用方面,处理同样量垃圾渗滤液的反应设备及占地面积体积要小50%~70%,节省投资费用。
目前,国内外已经发展出众多的垃圾渗滤液厌氧处理技术,已被放大应用于垃圾渗滤液废水处理的行业中。如上海老港填埋场和广州永丰生活垃圾卫生填埋场利用的上流式厌氧污泥床(UASB)的垃圾渗滤液处理技术,广州大田山垃圾渗滤液生物处理系统采用的厌氧流化床(AFB)技术以及上流式厌氧负荷床反应器(UFB)在垃圾渗滤液处理中的研究和应用等均取得了良好的处理效果。但是这些系统均存在启动周期长、负荷低、占地面积较大、处理效果不够稳定的缺点。
针对垃圾渗滤液资源化处理,构建的有上下两层三相分离器的厌氧反应装置已经成功应用于无锡惠联垃圾热电厂的垃圾渗滤液处理,反应器直径为8m,高度为23.6m,有效容积800m3,进水COD大约为40000mg/L~50000mg/L,出水为5000mg/L~6000mg/L,厌氧反应装置对COD的去除率可以达到80%以上,流量为每天300t,对垃圾渗滤液的处理达到了良好的处理效果。
开发并应用垃圾渗滤液高效厌氧反应器,提高反应器的处理效能,缩小反应器的容积,而降低工程投资,节省占地面积,对于我国这样一个土地资源紧张,公司资金相对不足,而环保要求又比较迫切的国家,具有很大的现实意义。