
申请日2011.03.18
公开(公告)日2012.09.19
IPC分类号C02F9/14
摘要
本发明公开了一种垃圾渗滤液一体化处理装置,该装置主要由组装为一体的接触氧化池(1)、低氧曝气池(2)、亚硝化反应池(3)、厌氧氨氧化反应池(4)、微波处理器(5)、分离器(6)和活性炭自动投加装置(16)构成;本发明是一种节能、高效、低耗的垃圾渗滤液处理装置,能同时去除垃圾渗滤液中的有机污染物(COD)、氮(N)、磷(P)等污染物,实现垃圾渗滤液的达标处理排放,并可以实现对渗滤液处理的移动性和灵活性,极大地节约处理成本,提高了垃圾渗滤液处理装置的集成化程度和可重复利用性,降低垃圾渗滤液的处理运行成本。
权利要求书 [支持框选翻译]
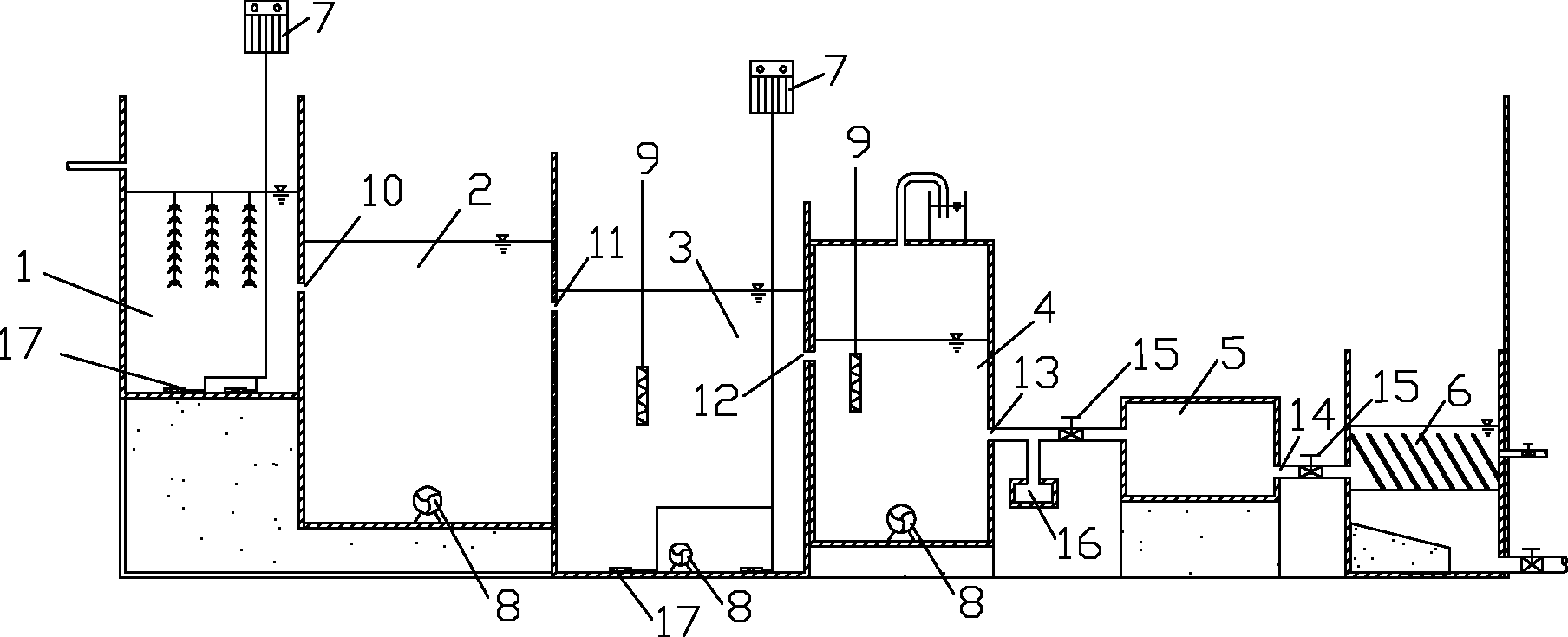
1.一种垃圾渗滤液一体化处理装置,其特征在于:主要由组装为一体的接触氧化池(1)、 低氧曝气池(2)、亚硝化反应池(3)、厌氧氨氧化反应池(4)、微波处理器(5)、分离器 (6)和活性炭自动投加装置(16)构成;接触氧化池(1)的出水口(10)直接与低氧曝气 池(2)连通,低氧曝气池(2)的出水口(11)直接与亚硝化反应池(3)连通,亚硝化反 应池(3)的出水口(12)直接与厌氧氨氧化反应池(4)连通;厌氧氨氧化反应池(4)的 出水口(13)通过管道连接至微波处理器(5),活性炭自动投加装置(16)装在该管段上; 微波处理器(5)的出水口(14)通过管道连接至分离器(6)。
2.根据权利要求1所述的垃圾渗滤液一体化处理装置,其特征在于:在所述的连接厌氧氨 氧化反应池(4)的出水口(13)与微波处理器(5)的管道上,以及连接微波处理器(5) 的出水口(14)与分离器(6)的管道上均装有控制阀(15)。
3.根据权利要求1所述的垃圾渗滤液一体化处理装置,其特征在于:在所述的低氧曝气池 (2)、亚硝化反应池(3)和厌氧氨氧化反应池(4)的底部装有搅拌泵(8)。
4.根据权利要求1所述的垃圾渗滤液一体化处理装置,其特征在于:在所述的亚硝化反应 池(3)和厌氧氨氧化反应池(4)中装有恒温加热棒(9)。
5.根据权利要求1所述的垃圾渗滤液一体化处理装置,其特征在于:在所述的接触氧化池 (1)和亚硝化反应池(3)底部装有曝气头(17),曝气头(17)连接曝气机(7)。
说明书 [支持框选翻译]
垃圾渗滤液一体化处理装置
技术领域
本发明涉及一种废水处理装置,特别是一种垃圾渗滤液一体化处理装置。
背景技术
城市垃圾填埋场渗滤液的处理一直是填埋场设计、运行和管理中非常棘手的问题。垃圾 渗滤液这种成分复杂的高浓度有机废水,若不加处理而直接排入环境,会造成严重的水污染 事故而危害生态环境。
垃圾渗滤液的处理方法包括物理化学法和生物法。物理化学法主要有活性炭吸附、化学 沉淀、密度分离、化学氧化、化学还原、离子交换、膜渗析、气提及湿式氧化法等多种方 法。物化方法处理成本较高,污染难以彻底去除。如目前国内经常采用的氨吹脱法虽然具有 较高的氨氮去除效率,但存在投资运行成本高、脱氨尾气难以治理的缺点。以采用吹脱塔的 深圳下坪垃圾填埋场为例,氨吹脱部分的建设投资占总投资的30%左右,运行成本占总处理 成本的70%以上。另外,吹脱法受气候限制很大。因此目前垃圾渗滤液处理主要是采用生物 法。生物法分为好氧生物处理、厌氧生物处理以及二者的结合。好氧处理包括活性污泥法、 生物膜法、氧化沟、好氧稳定塘、生物转盘和滴滤池等。厌氧处理包括上流式厌氧污泥床、 厌氧固定化生物反应器、混合反应器、厌氧稳定塘以及气浮法、土地处理法、反渗透系统等 等。已有的这些处理流程工艺复杂,处理步骤多,设备繁多、复杂,设施、设备的投资较 大,导致折旧、维修费较高,处理的投资、运行成本较高,而且处理设备的移动性和灵活性 较差。
发明内容
本发明所要解决的技术问题在于提供一种垃圾渗滤液一体化处理装置,实现对垃圾渗滤 液的高效、节能、低耗处理,并具有较好的移动性和灵活性。
为解决上述技术问题,本发明的技术方案:一种垃圾渗滤液一体化处理装置。该装置主 要由连接为一体的接触氧化池、低氧曝气池、亚硝化反应池、厌氧氨氧化反应池、微波处理 器、分离器和活性炭自动投加装置构成;接触氧化池的出水口直接与低氧曝气池连通,低氧 曝气池的出水口直接与亚硝化反应池连通,亚硝化反应池的出水口直接与厌氧氨氧化反应池 连通;厌氧氨氧化反应池的出水口通过管道连接至微波处理器,活性炭自动投加装置装在厌 氧氨氧化反应池与微波处理器之间的管段上;微波处理器的出水口通过管道连接至分离器。
上述的垃圾渗滤液一体化处理装置中,在所述的连接厌氧氨氧化反应池的出水口与微波 处理器的管道上,以及连接微波处理器的出水口与分离器的管道上均装有控制阀。
前述的垃圾渗滤液一体化处理装置中,在所述的低氧曝气池、亚硝化反应池和厌氧氨氧 化反应池的底部均装有搅拌泵。
前述的垃圾渗滤液一体化处理装置中,在所述的亚硝化反应池和厌氧氨氧化反应池中装 有恒温加热棒,以保持亚硝化反应池和厌氧氨氧化反应池温度恒定。
前述的垃圾渗滤液一体化处理装置中,在所述的接触氧化池和亚硝化反应池底部装有曝 气头,曝气头连接曝气机。
本发明的有益效果:与现有技术相比,本装置利用接触氧化池驯化的生物膜对垃圾渗滤 液中的可生物降解的COD进行去除,同时去除一定量的NH3-N、P和BOD;低氧曝气池内利 用驯化好活性污泥(含好氧菌及兼性微生物)对难降解COD进行降解、转化,提高垃圾渗滤 液的可生物降解性;利用亚硝化反应池,通过控制反应池环境条件实现稳定的亚硝化,积累 亚硝酸盐,并保证出水NH3-H/NO2-N维持在1.1~1.3,为厌氧氨氧化反应池提供适宜的进 水条件;厌氧氨氧化反应池利用亚硝化反应池出水作为进水,在厌氧氨氧化菌的降解作用下 去除大部分的NH3-H;微波处理器利用微波催化氧化去除厌氧氨氧化反应器出水中残留的 COD、NH3-N,保证系统出水水质达标;分离器的主要作用是通过沉淀分离出出水中所含有的 活性炭,使出水水质满足《生活垃圾填埋污染控制标准》(GB16889-1997)一级标准。
本发明是一种节能、高效、低耗的垃圾渗滤液处理装置,能同时去除垃圾渗滤液中的有 机污染物(COD)、氮(N)、磷(P)等污染物,实现垃圾渗滤液的达标处理排放,而且该装 置是可拖移的一体化渗滤液处理设备,可以实现对渗滤液处理的移动性和灵活性,并实现渗 滤液处理设备的规模化生产、工厂化预制,可在填埋场封场后将该渗滤液处理设备拖移到新 的处理场所再次进行处理运行,可以极大地节约处理成本,提高了垃圾渗滤液处理装置的集 成化程度和可重复利用性,降低垃圾渗滤液的处理运行成本。
为验证本发明的效果,申请人进行了大量的试验和研究,以下是采用本发明(以下简称 本装置)处理垃圾渗滤液的污染物去除变化情况:
一、COD去除情况
本装置稳定运行时进水、出水COD浓度变化情况见图2,COD去除率变化情况见图3。
由图2可知:当本装置进水COD浓度在978.6mg/L~1054.1mg/L之间时,出水COD浓度 随着运行时间的增加而逐渐减小,表明本装置对垃圾渗滤液的适应性不断增强,当稳定运行 2个月时,COD出水平均浓度只有43.5mg/L,说明本装置稳定性较好。在本装置稳定运行的 前20d内,出水COD浓度变化较大,说明装置内的生物活性在不断提高,装置出水从最初的 179.8mg/L降低为第19d的51.6mg/L。从第21d开始,装置出水COD平均浓度为 45.3mg/L,且波动范围较小。
由图3可知,本装置对COD的去除效率随着运行时间的延长而提高,在最初的20d,去 除率变化幅度较大,说明此阶段本装置微生物群落结构更新速率较快,各反应器内的优势菌 种地位趋于巩固,反应器也逐渐适应了进水水质的变化。本装置运行初期COD去除效率偏低 的原因是水质变化较大造成的负荷冲击对生物活性的影响。经过一段时间的运行,各反应器 内的优势菌种逐渐适应了新的水力负荷及有机负荷,表现出去除率的不断提高。从第21d 起,本装置对COD的去除率变化较为缓和,对COD的去除作用达到最佳效果,此时平均去除 率为95.3%。
二、NH3-N去除情况
本装置稳定运行时进水、出水NH3-N浓度变化情况见图4,NH3-N去除率变化情况见图 5。
由图4可知,本装置进水NH3-N浓度变化较小,在995~1017mg/L之间,出水NH3-N浓 度随着运行时间的延长而逐渐降低,在前20d内本装置出水NH3-N浓度降低幅度较大,但是 出水NH3-N偏高,处理效果不甚理想。其原因是进水水质变化对厌氧氨氧化反应的冲击作用 较大,致使脱氮效果不好。随着运行时间的延长,出水NH3-N浓度仍呈现降低趋势,但变化 幅度较小,平均出水浓度为11.5mg/L,此时本装置对NH3-N去除效果较好,说明亚硝化反 应池和厌氧氨氧化反应池恢复正常,在去除氨氮方面发挥着重要作用。
由图5可知,本装置对NH3-N的去除效率在前20d内变化幅度较大,主要是由于各个反 应器逐渐适应了变化的进水条件,本装置持有的优势菌种的数量在不断增加,微生物持有量 较高。NH3-N去除率的升高反映出亚硝化反应池和厌氧氨氧化反应池内的生物活性较高,在 去除NH3-N方面发挥的效能越来越大。20d以后的NH3-N去除率基本趋于平稳,NH3-N最高 去除率为99%,本装置对NH3-N的去除效果良好。
三、TN去除情况
本装置稳定运行时进水、出水TN浓度变化情况见图6,TN去除率变化情况见图7。
由图6可知,本装置运行时进水TN变化范围为1287~1318mg/L,运行初期出水TN浓 度较高,但呈现逐渐下降的趋势。初期的出水TN浓度平均值在180mg/L左右。当本装置运 行30d后,出水TN明显降低,此时的出水TN浓度已降低至50mg/L以下,出水水质较好。 本装置运行40d以后的出水TN浓度平均值为15mg/L。
由图7可知,本装置运行初期的TN去除率在80%以下,随着运行时间的延长,TN去除 率增加较快,在运行初期去除率有所波动,但总体呈现增加。本装置运行30d后,TN去除 率达到了97%,随后时间内TN去除率变化幅度较小,TN去除率从97%增加至99%左右,总体 去除效果良好。
四、其他污染物去除情况
本装置运行过程中,不定时测定进水、出水BOD5(五日生化需氧量)和SS(悬浮物)。 测试结果显示,本装置稳定运行时,出水BOD5、SS能够稳定达到《生活垃圾填埋污染控制 标准》(GB16889-1997)一级标准限值。
综上分析,本装置稳定运行时出水COD、NH3-N、SS、BOD5浓度能够满足《生活垃圾填 埋污染控制标准》(GB16889-1997)一级标准限值,垃圾渗滤液经本装置处理后可直接排入 填埋场附近地表水体。
小结:(1)由于厌氧氨氧化反应池中的活性污泥是影响本装置脱氮的关键,为使得本装置 获得良好的去除效果,通过对进水、出水方式的调整满足其运行控制条件,经过30d调试, 本装置对污染物的去除效果有所改善。
(2)本装置稳定运行时,出水平均COD浓度为45.3mg/L,对COD的平均去除率为 95.3%;水平均NH3-N浓度为11.5mg/L,对NH3-N的最高去除率为99%;水平均TN浓度为 15mg/L,对TN的去除率为99%。
(3)本装置稳定运行时,出水COD、NH3-N、SS、BOD5浓度能够满足《生活垃圾填埋污染 控制标准》(GB16889-1997)一级标准限值。
本发明的水质分析监测方法均依据国家环保局编制的《水和废水监测分析方法》。COD 采用重铬酸钾法;BOD5采用稀释接种法;NH3-N采用钠氏试剂分光光度计法;NO2--N采用 N-1萘乙二胺分光光度法;NO3--N采用酚二磺酸分光光度法,TN采用碱性过硫酸钾消解紫 外分光光度计法,SS采用重量法。