
ЁЁЁЁЩъЧыШе2013.03.01
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2014.09.03
ЁЁЁЁIPCЗжРрКХC02F9/14
ЁЁЁЁеЊвЊ
ЁЁЁЁБОЗЂУїЩцМАвЛжждСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌжївЊНтОіЯжгаММЪѕДцдкМфаЊВйзїЪБМфГЄЃЌЩшБИЬхЛ§ДѓЃЌШЫдББЃЛЄВюЃЌвзв§Ц№ЖўДЮЮлШОЃЌШЫЙЄМЦСПВЛОЋШЗЃЌДІРэжеЕуВЛФмгааЇПижЦЕФЮЪЬтЁЃБОЗЂУїЭЈЙ§ВЩгУздЮќЪНЙмЕРЛьКЯЗДгІЦїЖдЗЯЫЎНјааздЖЏЛьКЯЁЂАДБШР§МгШыНЕНтЪдМСЃЌЪЙНЕНтЪдМСМАЪБгааЇЕиЗжЩЂдкЗЯЫЎжаЃЌНјааГфЗжЕФНгДЅЛьКЯЃЌПижЦжеЕуЗДгІвКpHЁн13ЛђpHЁм1ЃЌХХжСКѓајЕФЗЯЫЎДІРэеОНјааЩњЛЏДІРэЕФММЪѕЗНАИЃЌНЯКУЕиНтОіСЫИУЮЪЬтЃЌПЩгІгУгкдСЯвЉЩњВњЗЯЫЎДІРэЕФЙЄвЕЩњВњжаЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжждСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌАќРЈвдЯТВНжшЃК
ЁЁЁЁa)дСЯвЉЩњВњЗЯЫЎКЭНЕНтЪдМСНјШыздЮќЪНЙмЕРЛьКЯЗДгІЦїЃЌдкЫљЪіЗДгІЦїжаЛь КЯЁЂЗДгІ;
ЁЁЁЁb)ЫљЪіздЮќЪНЙмЕРЛьКЯЗДгІЦїШыПкДІЩшжУгадСЯвЉЗЯЫЎСїСПЁЂНЕНтЪдМССїСПЕФ БШР§ЕїНкзАжУЃЌздЮќЪНЙмЕРЛьКЯЗДгІЦїГіПкДІЩшжУздЖЏpHМЦЃЌЭЈЙ§МрВтГіПкЗД гІвКЕФpHжЕЃЌПижЦМгШыЕФНЕНтЪдМСвКСПЃЌЕБГіПкСїГіЮяСїБЃГжpHЁн13ЛђpHЁм1 КѓЃЌХХжСКѓајЕФЗЯЫЎДІРэеОНјааЩњЛЏДІРэ;
ЁЁЁЁc)ЦфжаЃЌЫљЪіздЮќЪНЙмЕРЛьКЯЗДгІЦїбиСїЬхСїЖЏЗНЯђвРДЮАќРЈЮќШыЖЮ(1)КЭЛь КЯЖЮ(2);ЮќШыЖЮ(1)АќРЈСїЬхШыПкЙмЕР(3)ЁЂЮќШыЧЛЖЮ(4)КЭРЉЩЂЖЮ(5); СїЬхШыПкЙмЕР(3)ЩьШыЮќШыЧЛЖЮ(4)ФкЃЌФЉЖЫЪеЫѕЮЊдВзЖаЮ;дкЮќШыЧЛЖЮ(4) ЕФЙмБкЩЯЩшжУгаЮќШыЮяСїЙмЕР(6)ЃЌЮќШыЮяСїЙмЕР(6)ЩюШыЮќШыЧЛЖЮ(4)Фк ЕФФЉЖЫЩшжУгаСїЬхЗжВМЦї(7);ЛьКЯЖЮ(2)ЙмБкЩЯЩшжУгаЕМСїЕВАх;биСїЬхСї ЖЏЗНЯђЃЌСїЬхШыПкЙмЕР(3)ЁЂЮќШыЧЛЖЮ(4)ЁЂРЉЩЂЖЮ(5)КЭЛьКЯЖЮ(2)ЕФжс ЯпжиКЯЁЃ
ЁЁЁЁ2.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкдСЯвЉЩњВњ ЗЯЫЎгыНЕНтЪдМСЕФжиСПБШЮЊ(5ЁУ1)ЁЋ(50ЁУ1)ЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкдСЯвЉЩњВњ ЗЯЫЎДгСїЬхШыПкЙмЕР(3)НјШыздЮќЪНЙмЕРЛьКЯЗДгІЦїЃЌНЕНтЪдМСДгЮќШыЮяСїЙм ЕР(6)НјШыздЮќЪНЙмЕРЛьКЯЗДгІЦїЁЃ
ЁЁЁЁ4.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкЫљЪіздЮќЪН ЙмЕРЛьКЯЗДгІЦїЕФЮќШыЧЛЖЮ(4)ЁЂРЉЩЂЖЮ(5)КЭЛьКЯЖЮ(2)ЕФГЄЖШБШЮЊ1ЁУ (2ЁЋ4)ЁУ(10ЁЋ20);СїЬхШыПкЙмЕР(3)гыЮќШыЧЛЖЮ(4)ЕФФкОЖБШЮЊ3ЁЋ6;ЮќШы ЮяСїЙмЕР(6)гыЮќШыЧЛЖЮ(4)ЕФФкОЖБШЮЊ5ЁЋ10;ЮќШыЧЛЖЮ(4)ЁЂРЉЩЂЖЮ(5) КЭЛьКЯЖЮ(2)ЕФФкОЖЯрЭЌ;ЫљЪіСїЬхЗжВМЦї(7)ЩюШыЮќШыЧЛЖЮ(4)ЕФЮЛжУЮЊ ЮќШыЧЛЖЮ(4)ФкОЖЕФ1/4ЁЋ1/2ЁЃ
ЁЁЁЁ5.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкЫљЪіСїЬхЗж ВМЦї(7)АќРЈНјСЯЙм(71)КЭЦфФЉЖЫЕФАыЧђаЮПеаФЧЛЬх(72)ЃЌАыЧђаЮПеаФЧЛ Ьх(72)ЩЯЩшжУгажСЩйвЛИідВПз;ЦфжаЃЌАыЧђаЮПеаФЧЛЬх(72)ЕФжааФжсЯпгы СїЬхСїЖЏЗНЯђЕФМаНЧІШ=120ЁуЁЋ135ЁуЁЃ
ЁЁЁЁ6.ИљОнШЈРћвЊЧѓ5ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкНјСЯЙм (71)ЕФжБОЖD1гыАыЧђаЮПеаФЧЛЬх(72)ЕФжБОЖD2ТњзуD1/D2Ём0.5ЃЌАыЧђаЮПе аФЧЛЬх(72)ЩЯдВПзЕФЪ§СПnКЭдВПзЕФжБОЖdТњзу
ЁЁЁЁ(D1/d)2ЁмnЁм0.5(D2/d)2ЁЃ
ЁЁЁЁ7.ИљОнШЈРћвЊЧѓ6ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкАыЧђаЮПеаФ ЧЛЬх(72)ЩЯдВПзЕФжБОЖd=1ЁЋ4КСУзЁЃ
ЁЁЁЁ8.ИљОнШЈРћвЊЧѓ7ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкАыЧђаЮПеаФ ЧЛЬх(72)ЩЯдВПзЕФжБОЖd=2ЁЋ3КСУзЁЃ
ЁЁЁЁ9.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкЫљЪіНЕНтЪд МСЮЊжиСПАйЗжБШХЈЖШЮЊ2ЁЋ5%ЕФNaOHШмвКЃЌЕБздЮќЪНЙмЕРЛьКЯЗДгІЦїГіПкСїГі ЮяСїБЃГжpHЁн13КѓЃЌХХжСКѓајЕФЗЯЫЎДІРэеОНјааЩњЛЏДІРэЁЃ
ЁЁЁЁ10.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЃЌЦфЬиеїдкгкЫљЪіНЕНт ЪдМСЮЊжиСПАйЗжБШХЈЖШЮЊ1ЁЋ4%ЕФHClШмвКЃЌЕБздЮќЪНЙмЕРЛьКЯЗДгІЦїГіПкСїГі ЮяСїБЃГжpHЁм1КѓЃЌХХжСКѓајЕФЗЯЫЎДІРэеОНјааЩњЛЏДІРэЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАвЛжждСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁдСЯвЉЃЌгЂЮФУћActive Pharmaceutical IngredientsЃЌМђГЦAPIЃЌЪЧвЛжжвЉ ЮяЕФЛюадГЩЗжЃЌЫќПЩЭЈЙ§ЛЏбЇКЯГЩЁЂжВЮяЬсШЁЁЂЩњЮяЙЄГЬММЪѕЕШЗНЗЈРДжЦБИЃЌЦф ГЩЦЗдђгУгквЉЮяжЦМСЕФдСЯЁЃгЩгкдСЯвЉЩњВњЙ§ГЬжаЛсгУЕНИїжжЛЏбЇЦЗМАвзШМвз БЌЕФШмУНЃЌвдМАвЛаЉЩњЮяЛюадЮяжЪЃЌЭЌЪБдкжЦБИЙ§ГЬжаЛсВњЩњвЛаЉОпвЛЖЈЛюадЕФ ИБВњЮяКЭжаМфЬхЕШЃЌЫљвдећИідСЯвЉЕФЩњВњЙ§ГЬЖдЛЗОГКЭШЫЬхОпгавЛЖЈЕФЮЃЯеад КЭЮЃКІадЁЃШчдСЯвЉвСЧњПЕпђжЦБИЙ§ГЬжаЃЌжаМфЬхєЧЛљЮяКЭМзшЋѕЃѕЅдкМзБНЁЂЫЎЁЂ ЧтбѕЛЏФЦДцдкЯТНјааЕоКЯЗДгІЃЌЗДгІНсЪјКѓЩЯВугаЛњЯрзїЮЊЗДгІВњЮяНјШыЯТвЛВН НсОЇИЩдяВЂЕУЕНвСЧњПЕпђДжЦЗЁЃЖјЗДгІВњЩњЕФЫЎЯрВуКЌгаДѓСПЕФМзшЋѕЃѕЅКЭМзБН ВаСєЕШЃЌОпгаЛЏбЇЖОадЃЌЫќБЛзїЮЊЗДгІЗЯвКХХЗХжСШ§ЗЯДІРэеОНјааКѓајДІРэЁЃгж ШчЭЗцпРрПЙЩњЫиВњЦЗЭЗцппђпјЫсФЩдСЯвЉЕФФИКЫЩњВњЃЌ7-ACAдСЯгырчЖўпђЁЂ БљДзЫсЁЂввЫсввѕЅЁЂЦЋжибЧСђЫсФЩЕШНјааГЩбЮЗДгІЃЌдйОРыаФЁЂЙ§ТЫЁЂЯДЕгКѓЕУ ЕНЭЗцппђпјЫсФИКЫЁЃДЫЙ§ГЬВњЩњЕФЗЯвККЌгаЛњШмМСЁЂвдМАЛюадЭЗцппђпјГЩЗжЃЌаы НјааКѓајЕФДІРэЁЃСэЭтдСЯвЉЩњВњНсЪјКѓЕФЩшБИЧхЯДвдМАГЁЕиЧхЯДЯТЫЎЃЌвВКЌга вЛЖЈЕФвЉЮяГЩЗжЃЌетаЉЗЯвКвВБиаыЪеМЏВЂМгвдДІРэЁЃ
ЁЁЁЁФПЧАдСЯвЉЩњВњЕФЗЯЫЎДѓЖрВЩгУЩњЛЏЗНЗЈНјааДІРэЁЃЮФЯзCN101746919A ЙЋПЊСЫРћгУЮЂЩњЮяЕФДњаЛзїгУЃЌЪЙЗЯЫЎжаГЪШмНтКЭНКЬхзДЬЌЕФгаЛњЮлШОЮязЊ ЛЏЮЊЮоКІЮяжЪЁЃЩњЛЏДІРэЗЈПЩЗжЮЊбсбѕЩњЮяДІРэКЭашбѕЩњЮяДІРэЃЌЗжБ№ЭЈ Й§бсбѕЮЂЩњЮяКЭКУбѕЮЂЩњЮяЕФЙВЭЌзїгУЃЌвдНЕНтЗЯЫЎжаЕФгаЛњЮлШОЮяЃЌЪЙ ЗЯЫЎЕУвдОЛЛЏЁЃ
ЁЁЁЁгЩгкдСЯвЉЩњВњЙ§ГЬВњЩњЕФЗЯЫЎКЌгавЛЖЈЕФЛЏбЇЖОадКЭЩњЮяЛюадЃЌЬиБ№ ЪЧФГаЉПЙЩњЫидСЯвЉЕФЩњВњЗЯЫЎЃЌЦфЫљКЌЕФПЙЩњЫи(ШчЧрУЙЫиЁЂЭЗцпОњЫи ЕШ)ОпгаНЯЧПЕФЩБУ№ЮЂЩњЮяЕФзїгУЃЌЛсЪЙЕУЩњЛЏДІРэЫљашЕФбсбѕКЭКУбѕЮЂ ЩњЮяЪЇаЇЃЌДяВЛЕНЗЯЫЎДІРэЕФФПЕФЁЃСэЭтгЩгкетаЉЮяжЪЕФИпжТУєадЃЌШчЮД ОНЕНтДІРэЛсВњЩњЛЗОГЮлШОЃЌЖдгаЙ§УєЬхжЪЕФШЫШКгаЭўаВЁЃШчВаСєгкЖЏжВ ЮяжаЃЌЛЙЛсЭЈЙ§ЪГЮяСДНјШыШЫЬхЖдНЁПЕВњЩњВЛРћгАЯьЁЃ
ЁЁЁЁЗЯЫЎжаЕФетаЉЛюадКЭЖОадЮяжЪЃЌПЩЭЈЙ§ЛЏбЇКЭЮяРэЕФЗНЗЈНјааНЕНтЃЌвдНЕЕЭ КЭЯћГ§ЦфЖОад/ЛюадЁЃвЛжжНЯГЃгУЕФЗНЗЈЪЧЫсМюДІРэЗЈЁЃгЩгкЛЏбЇЖОад/ЩњЮяЛюад ЮяжЪОљЮЊДѓЗжзгГЄСДНсЙЙЕФгаЛњЮя/ЕААзжЪЃЌдкЧПЫс/ЧПМюЕФзїгУЯТЃЌгаЛњГЄСДДѓ ЗжзгНсЙЙЛсБЛЧаЖЯЖјНЕНтЃЌетбљЦфЛюад/ЖОадвВЕУЕНСЫЛКНт/ЯћГ§ЁЃвђДЫПЩЭЈЙ§Еї НкЗЯЫЎЕФpHжЕЕФЗНЗЈЃЌРДИФБфКЭЯћГ§ЦфЖОадКЭЛюадЁЃ
ЁЁЁЁЕЋЪЧЃЌДЋЭГЕФЛЏбЇНЕНтЗНЗЈЃЌМгШыбЮЫсКЭЧтбѕЛЏФЦЕФЙ§ГЬДѓЖрВЩгУШЫЙЄВйзїЃЌ ећИіЙ§ГЬОљБЉТЖгкЛЗОГжаЃЌМгШыЫсМюЕФЪ§СПКЭЗНЪНЁЂВйзїдБЙЄЕФЗРЛЄДыЪЉЁЂНЕНт НсЙћЕФХаЖЯОљВЛЭъЩЦЃЌДцдкКмДѓЕФИФНјПеМфЁЃетжжЙЄвеЕФШБЕуЪЧЃКa)МфаЊВйзїЃЌ ЗЯЫЎДІРэГиЬхЛ§ХђДѓ;b)ЗЯЫЎГиГЈПЊЃЌвзЪмгъЫЎгАЯьЃЌвчСїдьГЩЮлШО;c)НЕНт вКШЫЙЄМгШыЃЌМЦСПВЛОЋШЗ;d)ДІРэжеЕуВЛФмгааЇПижЦЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїЫљвЊНтОіЕФММЪѕЮЪЬтЪЧЯжгаММЪѕДцдкМфаЊВйзїЪБМфГЄЃЌЩшБИЬхЛ§ДѓЃЌ ШЫдББЃЛЄВюЃЌвзв§Ц№ЖўДЮЮлШОЃЌШЫЙЄМЦСПВЛОЋШЗЃЌДІРэжеЕуВЛФмгааЇПижЦЕФЮЪЬтЃЌ ЬсЙЉвЛжжаТЕФдСЯвЉЩњВњЗЯЫЎЕФДІРэЗНЗЈЁЃИУЗНЗЈПЩСЌајДІРэдСЯвЉЩњВњЗЯЫЎВЂ ПЩМДЪБНјааНЕНтЃЌБЃжЄСЫЗЯЫЎДІРэЙ§ГЬЕФАВШЋгааЇПЩПиЁЃ
ЁЁЁЁЮЊНтОіЩЯЪіММЪѕЮЪЬтЃЌБОЗЂУїВЩгУЕФММЪѕЗНАИШчЯТЃКвЛжждСЯвЉЩњВњЗЯЫЎЕФ ДІРэЗНЗЈЃЌАќРЈвдЯТВНжшЃК
ЁЁЁЁa)дСЯвЉЩњВњЗЯЫЎКЭНЕНтЪдМСНјШыздЮќЪНЙмЕРЛьКЯЗДгІЦїЃЌдкЫљЪіЗДгІЦї жаЛьКЯЁЂЗДгІ;
ЁЁЁЁb)ЫљЪіздЮќЪНЙмЕРЛьКЯЗДгІЦїШыПкДІЩшжУгадСЯвЉЗЯЫЎСїСПЁЂНЕНтЪдМССї СПЕФБШР§ЕїНкзАжУЃЌздЮќЪНЙмЕРЛьКЯЗДгІЦїГіПкДІЩшжУздЖЏpHМЦЃЌЭЈЙ§МрВтГі ПкЗДгІвКЕФpHжЕЃЌПижЦМгШыЕФНЕНтЪдМСвКСПЃЌЕБГіПкСїГіЮяСїБЃГжpHЁн13Лђ pHЁм1КѓЃЌХХжСКѓајЕФЗЯЫЎДІРэеОНјааЩњЛЏДІРэ;
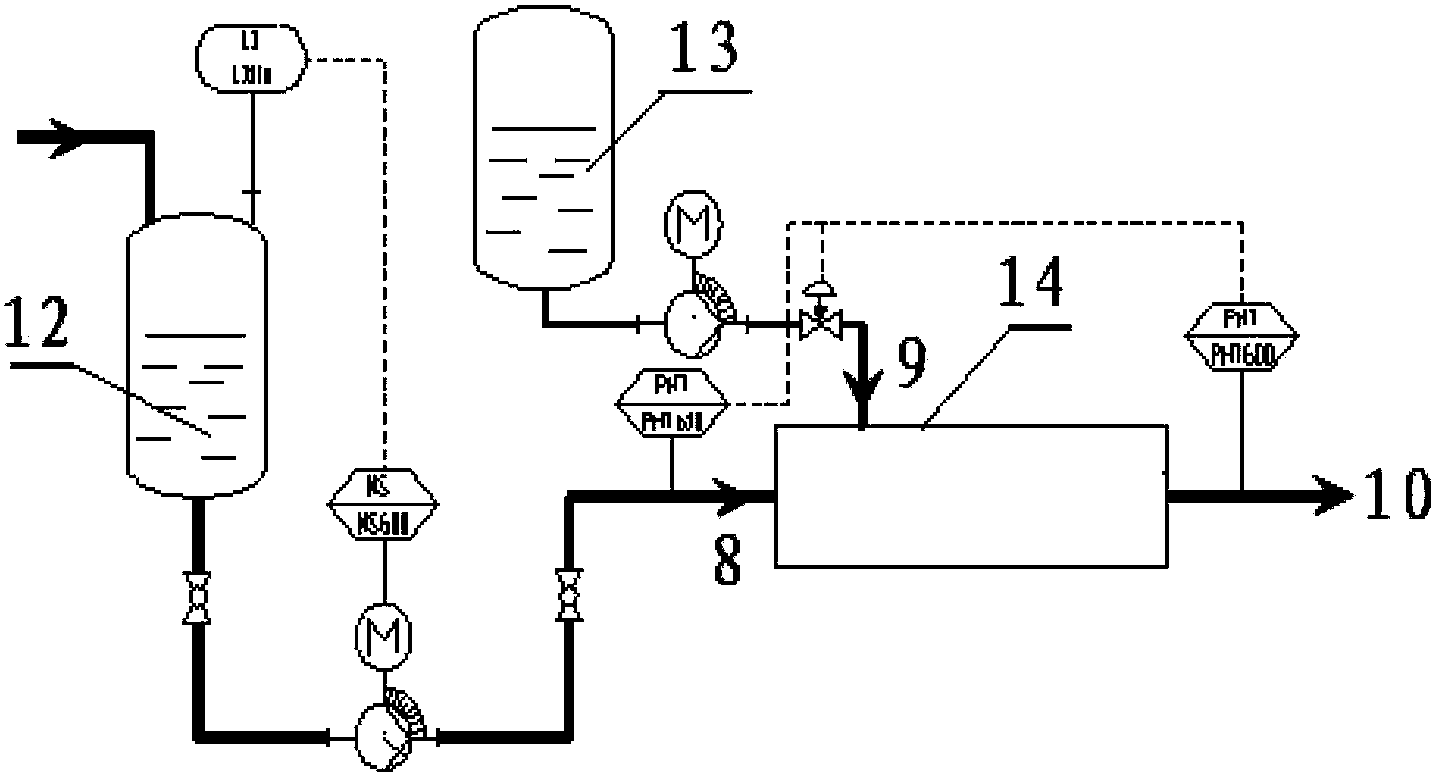
ЁЁЁЁc)ЦфжаЃЌЫљЪіздЮќЪНЙмЕРЛьКЯЗДгІЦїбиСїЬхСїЖЏЗНЯђвРДЮАќРЈЮќШыЖЮ1КЭ ЛьКЯЖЮ2;ЮќШыЖЮ1АќРЈСїЬхШыПкЙмЕР3ЁЂЮќШыЧЛЖЮ4КЭРЉЩЂЖЮ5;СїЬхШыПкЙм ЕР3ЩьШыЮќШыЧЛЖЮ4ФкЃЌФЉЖЫЪеЫѕЮЊдВзЖаЮ;дкЮќШыЧЛЖЮ4ЕФЙмБкЩЯЩшжУгаЮќ ШыЮяСїЙмЕР6ЃЌЮќШыЮяСїЙмЕР6ЩюШыЮќШыЧЛЖЮ4ФкЕФФЉЖЫЩшжУгаСїЬхЗжВМЦї7; ЛьКЯЖЮ2ЙмБкЩЯЩшжУгаЕМСїЕВАх;биСїЬхСїЖЏЗНЯђЃЌСїЬхШыПкЙмЕР3ЁЂЮќШыЧЛЖЮ 4ЁЂРЉЩЂЖЮ5КЭЛьКЯЖЮ2ЕФжсЯпжиКЯЁЃ
ЁЁЁЁЩЯЪіММЪѕЗНАИжаЃЌдСЯвЉЩњВњЗЯЫЎгыНЕНтЪдМСЕФжиСПБШгХбЁЗЖЮЇЮЊ(5ЁУ1)ЁЋ (50ЁУ1)ЁЃдСЯвЉЩњВњЗЯЫЎДгСїЬхШыПкЙмЕР3НјШыздЮќЪНЙмЕРЛьКЯЗДгІЦїЃЌНЕНт ЪдМСДгЮќШыЮяСїЙмЕР6НјШыздЮќЪНЙмЕРЛьКЯЗДгІЦїЁЃЫљЪіздЮќЪНЙмЕРЛьКЯЗДгІЦї ЕФЮќШыЧЛЖЮ4ЁЂРЉЩЂЖЮ5КЭЛьКЯЖЮ2ЕФГЄЖШБШгХбЁЗЖЮЇЮЊ1ЁУ(2ЁЋ4)ЁУ(10ЁЋ20)ЁЃ СїЬхШыПкЙмЕР3гыЮќШыЧЛЖЮ4ЕФФкОЖБШгХбЁЗЖЮЇЮЊ3ЁЋ6ЁЃЮќШыЮяСїЙмЕР6гыЮќ ШыЧЛЖЮ4ЕФФкОЖБШгХбЁЗЖЮЇЮЊ5ЁЋ10ЁЃЮќШыЧЛЖЮ4ЁЂРЉЩЂЖЮ5КЭЛьКЯЖЮ2ЕФФкОЖ ЯрЭЌЁЃЫљЪіСїЬхЗжВМЦї7ЩюШыЮќШыЧЛЖЮ4ЕФЮЛжУгХбЁЗЖЮЇЮЊЮќШыЧЛЖЮ4ФкОЖЕФ 1/4ЁЋ1/2ЁЃЫљЪіСїЬхЗжВМЦї7гХбЁЗНАИЮЊАќРЈНјСЯЙм71КЭЦфФЉЖЫЕФАыЧђаЮПеаФЧЛ Ьх72ЃЌАыЧђаЮПеаФЧЛЬх72ЩЯЩшжУгажСЩйвЛИідВПз;ЦфжаЃЌАыЧђаЮПеаФЧЛЬх72 ЕФжааФжсЯпгыСїЬхСїЖЏЗНЯђЕФМаНЧІШгХбЁЗЖЮЇЮЊ120ЁуЁЋ135ЁуЁЃНјСЯЙм71ЕФжБОЖ D1гыАыЧђаЮПеаФЧЛЬх72ЕФжБОЖD2гХбЁЗНАИЮЊТњзуD1/D2Ём0.5ЃЌАыЧђаЮПеаФЧЛЬх 72ЩЯдВПзЕФЪ§СПnКЭдВПзЕФжБОЖdгХбЁЗНАИЮЊТњзу(D1/d)2ЁмnЁм0.5(D2/d)2ЁЃАыЧђ аЮПеаФЧЛЬх72ЩЯдВПзЕФжБОЖdгХбЁЗЖЮЇЮЊ1ЁЋ4КСУзЃЌИќгХбЁЗЖЮЇЮЊ2ЁЋ3КСУзЁЃ ИљОнЫљДІРэЮяСЯЕФЬиадВЛЭЌЃЌЫљбЁНЕНтЪдМСжЎвЛЮЊжиСПАйЗжБШХЈЖШЮЊ2ЁЋ5%ЕФ NaOHШмвКЃЌЕБздЮќЪНЙмЕРЛьКЯЗДгІЦїГіПкЮяСЯБЃГжpHЁн13КѓЃЌХХжСКѓајЕФЗЯЫЎ ДІРэеОНјааЩњЛЏДІРэЁЃЫљбЁНЕНтЪдМСжЎЖўЮЊжиСПАйЗжБШХЈЖШЮЊ1ЁЋ4%ЕФHClШмвКЃЌ ЕБздЮќЪНЙмЕРЛьКЯЗДгІЦїГіПкЮяСЯБЃГжpHЁм1КѓЃЌХХжСКѓајЕФЗЯЫЎДІРэеОНјааЩњ ЛЏДІРэЁЃ
ЁЁЁЁЮФЧ№РяаЇгІЃЌЪЧжИдкИпЫйСїЖЏЕФСїЬхИННќЛсВњЩњЕЭбЙЃЌДгЖјВњЩњЮќИНзїгУЁЃ етжжЯжЯѓвдЦфЗЂЯжепвтДѓРћЮяРэбЇМвЮФЧ№Ря(Giovanni Battista Venturi)УќУћЃЌ ЫљвдНаЮФЧ№РяаЇгІЁЃИљОнетжжаЇгІжЦГЩЕФЩшБИЃЌгжНаЮФЧ№РяЙмЁЃЮФЧ№РяЙмФПЧАдк ЙЄвЕСьгђЕУЕНЙуЗКгІгУЃЌШчгУгкВњЩњецПеЕФЫЎХчЩфЪНецПеБУЃЌОЭЪЧРћгУЮФЧ№Ряд РэВњЩњецПеЁЃ
ЁЁЁЁБОЗЂУїЗНЗЈжаЕФздЮќЪНЙмЕРЛьКЯЗДгІЦїЃЌЦфжаЕФЮќШыЖЮЪЕжЪЪЧЮФЧ№РяЙмЃЌЭЈ Й§ЮФЧ№РяаЇгІЃЌЪЙКЌдСЯвЉЕФЩњВњЗЯЫЎЭЈЙ§ЮФЧ№РяЙмВњЩњИКбЙЃЌНЋНЕНтЪдМСЮќШы ЯЕЭГЁЃШЛКѓдкКѓајЕФЙмЕРЛьКЯЦїФкНјааГфЗжЛьКЯВЂЗЂЩњЗДгІЃЌЦфГіПкМДЕУЕНЗДгІ ВњЮяЁЃСНжжСїЬхЕФХфБШПЩЭЈЙ§НјПкЗЇУХНјааЕїНкЃЌЪЙЦфЗћКЯЗДгІЮяХфБШЕФвЊЧѓЁЃ
ЁЁЁЁБОЗЂУїЗНЗЈжаЃЌздЮќЪНЙмЕРЛьКЯЗДгІЦїЕФЮќШыЖЮ1ЃЌЩшжУвЛИіСїЬхЗжВМЦї7ЃЌ ЭЈЙ§ЬиЪтЩшМЦЕФаЁПзЃЌНЋНЕНтвЉЮяЪТЯШЗжЩЂГЩЯИаЁЕФвКЬхСїЃЌЕБжїЮяСЯСїЗЯЫЎИп ЫйСїЙ§ЪБЃЌВњЩњИКбЙЃЌБЛЮќШыЮяСЯдкИКбЙЕФзїгУЯТЃЌИпЫйЭЈЙ§ЗжЩЂЦїЗжЩЂаЮГЩЪ§ ЙЩЯИаЁЕФЮяСЯСїЃЌВЂЫцжїЮяСЯСїНјШыЛьКЯЖЮ2ЁЃдкЛьКЯЖЮФкЕФЕМСїЕВАхзїгУЯТЃЌ СїЬхЭЈЙ§НјвЛВНЕФЗжЩЂЁЂЛьКЯЁЂзВЛїЕШЃЌДгЖјЭъГЩСЫЛьКЯЗДгІЙ§ГЬЁЃЦфжаЃЌСїЬх ЗжВМЦїЩЯаЁдВПзЕФжБОЖdгыБЛЮќШыСїЬхЕФеГЖШЁЂУмЖШЁЂКЌЙЬСПЁЂдкжїСїЬхФкЕФЗж ЩЂГЬЖШЁЂгыжїСїЬхЕФЛЅШмадЕШвђЫигаЙиЁЃжБОЖЬЋаЁЃЌЛсдіДѓСїЖЏзшСІЃЌМѕЛКСїЬх ЛьКЯЫйЖШЃЌВЂЧввзБЛЖТШћЁЃЖјжБОЖЬЋДѓЃЌдђВЛФмЦ№ЕНЪТЯШЗжЩЂЕФзїгУЁЃвЛАужБОЖ гХбЁЗЖЮЇПЩЮЊ1ЁЋ4КСУзЃЌИќгХбЁЗЖЮЇЮЊ2ЁЋ3КСУзЁЃаЁдВПзЕФЪ§СПnЃЌдђгыЮќШы ЫйЖШКЭАыЧђаЭПеаФЧЛЬхЕФБэУцЛ§гаЙиЃЌЪ§СПЬЋЩйЃЌгЩгкаЮГЩЕФЯИаЁСїЬхЪ§СПНЯЩйЃЌ ЪЙЕУСїЬхЮќШыСПаЁЃЌдЄЛьКЯВЛГфЗжЁЃЖјЪ§СПЬЋЖрЃЌдђгАЯьПеаФЧЛЬхЕФЧПЖШЁЃnБи аыТњзуЃК(D1/d)2ЁмnЁм0.5(D2/d)2ЁЃ
ЁЁЁЁБОЗЂУїЗНЗЈдкЮќШыЖЮдіМгСїЬхЗжВМЦїжЎКѓЃЌЪЙЕУНЕНтЪдМСФмЙЛЪТЯШЗжЩЂГЩЪ§ ЙЩЯИаЁЕФЮяСЯСїЃЌМгДѓСЫЦфдкЗЯЫЎЮяСїжаЕФЗжЩЂГЬЖШЃЌдіДѓСЫСНепЕФНгДЅУцЛ§ЃЌ ЫѕЖЬСЫДяЕНГфЗжЛьКЯЕФЪБМф(ЪБМфПЩМѕЩй30ЁЋ60%)ЃЌгаРћКѓајЛьКЯЗДгІЕФНјааЁЃ ЭЌЪБВЩгУСЫЬиЪтЕФСїЬхЗжВМЦїжЎКѓЃЌгЩгкЛьКЯЪБМфЕФЫѕЖЬЃЌзюДѓПЩМѕЩйЛьКЯЦїЕФ ЮяРэГЄЖШ50%ЃЌЗНБуЛьКЯЦїЕФАВзАЃЌНЕЕЭСЫЛьКЯЦїЕФЭЖзЪЁЃ
ЁЁЁЁБОЗЂУїЗНЗЈВЩгУСЫздЖЏЙмЕРЛьКЯМАЗДгІММЪѕЃЌдкЬиЪтЩшМЦЕФздЮќЪНЙмЕРЛьКЯ ЗДгІЦїжаЃЌНЋдСЯвЉЩњВњЗЯЫЎКЭНЕНтЪдМСздЖЏАДвЛЖЈЕФХфБШЭъГЩЛьКЯЃЌВЂдкЙмЕР ЗДгІЦїжаНјааГфЗжЕФЛьКЯЁЂЗДгІЃЌзюжеЭЈЙ§ЗДгІжеЕуpHжЕЕФХаЖЈЃЌздЖЏЭЃжЙЛь КЯЗДгІЙ§ГЬЃЌЭъГЩСЫЗЯЫЎЕФдЄДІРэНЕНтЙ§ГЬЃЌЮЊКѓајЕФЗЯЫЎДІРэДяБъХХЗХЕьЖЈСЫ ЛљДЁЁЃећИіЙЄвеЮШЖЈЁЂИпаЇЁЂНкФмЃЌВЂдкПЩПизДЬЌЯТздЖЏдЫааЃЌШЁЕУСЫНЯКУЕФММ ЪѕаЇЙћЁЃ