
申请日2014.11.05
公开(公告)日2016.02.03
IPC分类号C02F9/14
摘要
本发明涉及一种垃圾渗滤液处理方法及其系统,属于污水生物处理技术领域。具有高浓度有机污染物和氨氮的垃圾渗滤液,首先进入厌氧处理单元,去除大部分有机污染物,将C/N比降低至2:1以下;然后进入厌氧氨氧化单元,在不投加外加碳源的条件下,实现氨氮去除率85%、总氮去除率80%;最后进入生化处理单元,其好氧段通常为膜生物反应器,通过碳氧化和硝化、反硝化反应,进一步去除剩余的有机污染物和氨氮及总氮。本发明方法不需外加碳源、脱氮效率高、系统运行稳定、剩余污泥产量低。厌氧处理单元可以大幅降低水中的有机物,并产生沼气进行利用,对厌氧氨氧化单元池体进行加热保温,既实现了渗滤液中有机物的资源化,又进一步降低了处理成本。
权利要求书
1.一种垃圾渗滤液处理方法,其特征在于该方法包括以下步骤:
(1)使垃圾渗滤液进入一级厌氧处理反应器,垃圾渗滤液在一级厌氧处理反应器中停留8~12天,使垃圾渗滤液停留时产生的污泥浓度达到为8~13g/L,使一级厌氧处理反应器中污泥停留时间为25~40天,使一级厌氧处理反应器中的溶解氧为0.1~0.5mg/L;
(2)使上述一级处理液进入二级厌氧处理反应器,一级处理液在二级厌氧处理反应器中停留4~10天,使一级处理液停留时产生的污泥浓度达到为6~12g/L,使二厌氧处理反应器中污泥停留时间为18~35天,使二级厌氧处理反应器中的溶解氧为0.1~0.5mg/L,得到厌氧处理液;
(3)使上述厌氧处理液进入厌氧氨氧化反应器中,使厌氧处理液在厌氧氨氧化反应器中产生的污泥浓度达到为3~10g/L,使厌氧氨氧化反应器中污泥停留时间(SRT)为10~ 35天,向厌氧氨氧化反应器鼓入氧气,使厌氧氨氧化反应器中的溶解氧(DO)值为0.1~ 0.5mg/L,参考氧化还原电位(ORP)控制在-200mV~50mV,得到去除氮气后的厌氧氨氧化处理液;
(4)使厌氧氨氧化处理液进入沉淀池,使厌氧氨氧化处理液在沉淀池中停留1.5-2.5 小时,使厌氧氨氧化处理液进行固液分离,得到上清液和厌氧氨氧化污泥,并使其中的厌氧氨氧化污泥返回至厌氧氨氧化反应器中;
(5)使步骤(4)的上清液,及步骤(6)中的回流液混合后进入缺氧池,使混合液在缺氧池中停留0.5-1小时,使缺氧池中的溶解氧(DO)值为0.2~1.0mg/L,污泥浓度为 3~4.5g/L,得到缺氧处理液;
(6)使步骤(5)的缺氧池处理液进入好氧池,缺氧处理液在好氧池中停留时间为1.5-4 小时,向好氧池中鼓入氧气,使好氧池中的溶解氧(DO)值为2.5~4.0mg/L,污泥浓度为 3~4.5g/L,使好氧池末端处理液回流到缺氧池,回流比为200-400%,在好氧池末端或后部设置超滤膜,使好氧池末端处理液得到固液分离,固液分离后的好氧处理液为处理系统出水。
说明书
一种垃圾渗滤液处理方法及其系统
技术领域
本发明涉及一种垃圾渗滤液处理方法及其系统,特别涉及高氨氮、高COD的垃圾渗滤液处理,属于污水生物处理技术领域。
背景技术
垃圾渗滤液具有污染成分复杂、污染物浓度高、污染物种类多、C/N比失调等特点,其COD浓度通常为2000mg/L~50000mg/L,氨氮浓度为2000mg/L~8000mg/L;焚烧厂、垃圾站等设施产生的渗滤液由于发酵时间短,文献表明其化学需氧量(以下简称COD)、氨氮浓度可高达80000mg/L、10000mg/L,污染物浓度过高、C/N比严重失调等特点给达标处理提出了巨大的技术挑战。
目前常用的垃圾渗滤液处理工艺是“厌氧反应器+膜生物反应器(以下简称MBR)”,其中厌氧反应器的目的是大幅去除有机污染物,其出水COD值可达4000mg/L~6000mg/L,并将有机氮转化为氨氮;膜生物反应器(MBR)由缺氧池、好氧池和超滤膜组成,通过碳氧化反应进一步去除有机物污染物COD,并通过硝化反硝化反应去除总氮。
根据生物脱氮理论,在膜生物反应器中脱氮时,应保持C/N为6~9之间,以保证硝化、反硝化反应的正常进行。因此,在上述垃圾渗滤液处理工艺中,来水经过厌氧反应器后进入膜生物反应器时,其氨氮通常为2000mg/L~3000mg/L,出现以下问题:
a、脱氮所需COD应为12000mg/L~18000mg/L之间,而经过厌氧反应器后COD浓度为 4000mg/L~6000mg/L,无法满足要求,需要额外投加碳源,产生了较高的处理成本;
b、厌氧反应器后剩余的4000mg/L~6000mg/L的COD以好氧形式去除,相比厌氧处理成本较高;
c、缺氧、好氧脱氮工艺需要较高的回流比,进一步增加了运行成本;同时受到工艺本身的限制,当回流比为400%时,总氮去除率仅为80%,当进水总氮过高时无法达到出水标准;
厌氧氨氧化工艺的原理是厌氧氨氧化菌在厌氧条件下,以亚硝酸盐为电子受体将氨氮直接氧化成氮气,与传统的硝化、反硝化脱氮工艺相比,其主要特点是不需添加外加碳源,运行成本低廉,降低后续处理工艺的氨氮负荷。采用厌氧氨氧化工艺,氨氮的去除率可达 85%,总氮去除率可达80%。经过厌氧和厌氧氨氧化处理后的污水,仍含有较高浓度的有机污染物和氨氮,设置膜生物反应器(MBR),利用碳氧化和硝化、反硝化反应,进一步去除污水中的有机污染物、氨氮及总氮,然后利用膜组件进行固液分离。
综上所述,垃圾渗滤液在进入膜生物反应器前有效去除氨氮、总氮,并相应的去除有机污染物,是影响垃圾渗滤液处理工艺的关键因素,对降低运行成本、提高处理效率、稳定达标排放具有重要意义。
发明内容
本发明的目的是提出一种垃圾渗滤液处理方法及其系统,利用多级厌氧、厌氧氨氧化等技术单元的组合工艺,解决传统处理技术存在运行能耗高、需要额外投加碳源、出水效果不稳定等缺点,以应用于垃圾填埋场、垃圾焚烧厂等设施的垃圾渗滤液的处理。
本发明提出的垃圾渗滤液处理方法,包括以下步骤:
(1)使垃圾渗滤液进入一级厌氧处理反应器,垃圾渗滤液在一级厌氧处理反应器中停留8~12天,使垃圾渗滤液停留时产生的污泥浓度达到为8~13g/L,使一级厌氧处理反应器中污泥停留时间为25~40天,使一级厌氧处理反应器中的溶解氧为0.1~0.5mg/L;
(2)使上述一级处理液进入二级厌氧处理反应器,在一级处理液在二级厌氧处理反应器中停留4~10天,使一级处理液停留时产生的污泥浓度达到为6~12g/L,使二厌氧处理反应器中污泥停留时间为18~35天,使二级厌氧处理反应器中的溶解氧为0.1~ 0.5mg/L,得到厌氧处理液;
(3)使上述厌氧处理液进入厌氧氨氧化反应器中,使厌氧处理液在厌氧氨氧化反应器中产生的污泥浓度达到为3~10g/L,使厌氧氨氧化反应器中污泥停留时间(SRT)为10~ 35天,向厌氧氨氧化反应器鼓入氧气,使厌氧氨氧化反应器中的溶解氧(DO)值为0.1~ 0.5mg/L,参考氧化还原电位(ORP)控制在-200mV~50mV,得到去除氮气后的厌氧氨氧化处理液;
(4)使厌氧氨氧化处理液进入沉淀池,使厌氧氨氧化处理液在沉淀池中停留1.5-2.5 小时,使厌氧氨氧化处理液进行固液分离,得到上清液和厌氧氨氧化污泥,并使其中的厌氧氨氧化污泥返回至厌氧氨氧化反应器中;
(5)使步骤(4)的上清液,及步骤(6)中的回流液混合后进入缺氧池,使混合液在缺氧池中停留0.5-1小时,使缺氧池中的溶解氧(DO)值为0.2~1.0mg/L,污泥浓度为 3~4.5g/L,得到缺氧处理液;
(6)使步骤(5)的缺氧池处理液进入好氧池,缺氧处理液在好氧池中停留时间为1.5-4 小时,向好氧池中鼓入氧气,使好氧池中的溶解氧(DO)值为2.5~4.0mg/L,污泥浓度为 3~4.5g/L,使好氧池末端处理液回流到缺氧池,回流比为200-400%,在好氧池末端或后部设置超滤膜,使好氧池末端处理液得到固液分离,固液分离后的好氧处理液为处理系统出水。
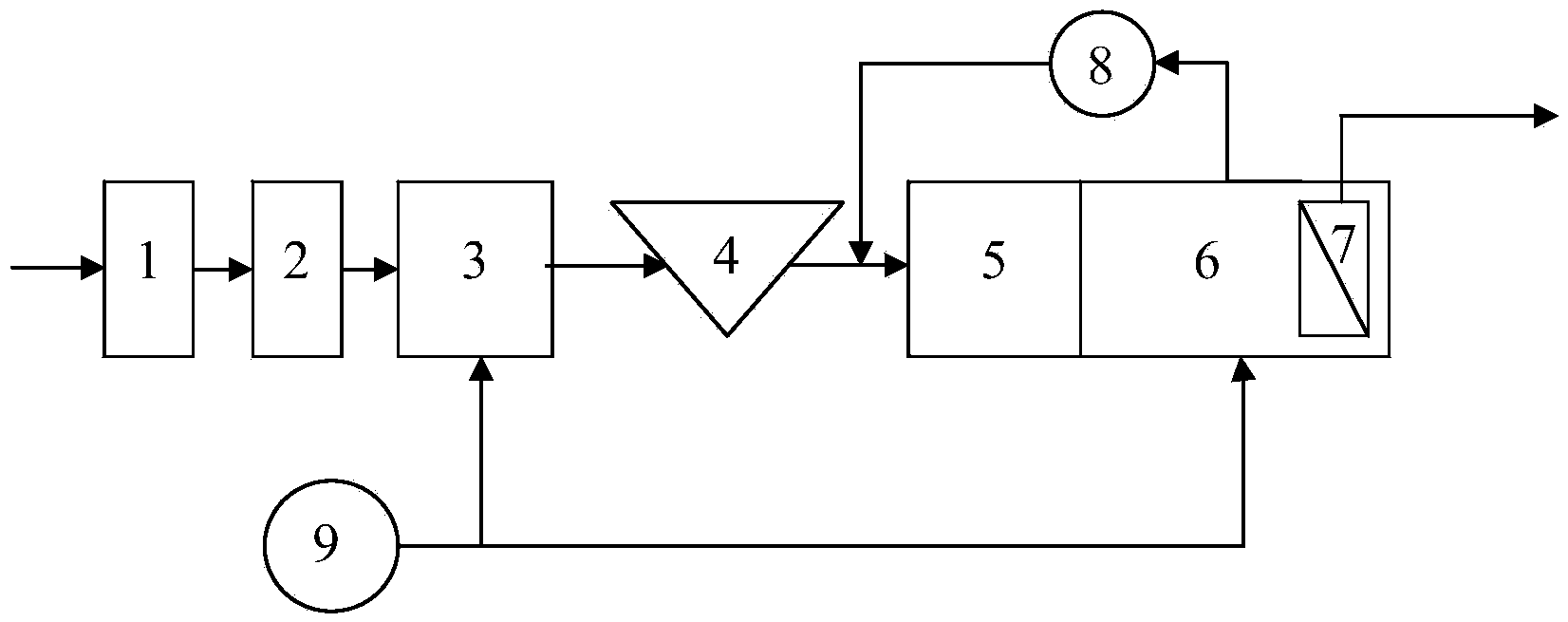
本发明提出的垃圾渗滤液处理系统,包括:一级厌氧反应器、二级厌氧反应器、厌氧氨氧化反应器、沉淀池、缺氧池、好氧池、膜组件和鼓风机;所述的一级厌氧反应器的进口端与来水相连接,一级厌氧反应器的出口端与所述的二级厌氧反应器相连,二级厌氧反应的出口端与所述的厌氧氨氧化反应器的进口端相连接,厌氧氨氧化反应器的出水进入沉淀池,沉淀池的出口端与所述的缺氧池的进口端相连接,缺氧池的出水进入所述的好氧池,好氧池的部分出水通过回流泵送至缺氧池的进口端,好氧池的出水进入膜组件进行固液分离,所述的鼓风机将空气送入厌氧氨氧化反应器和好氧池,以满足厌氧氨氧化反应器和好氧池对氧气的需求。
本发明提出的垃圾渗滤液处理方法及其系统,具有以下优点:
1、本发明的垃圾渗滤液处理方法,充分结合厌氧反应器去除COD、厌氧氨氧化技术去除总氮、膜生物反应器高效分离的优势,将多级厌氧反应器、厌氧氨氧化技术、膜生物反应器技术进行结合,使本发明方法具有不需外加碳源、脱氮效率高、系统运行稳定、剩余污泥产量低等优点。
2、本发明的垃圾渗滤液处理系统,通过设置多级厌氧反应器,可以有效的降低垃圾渗滤液中的COD浓度,降低单位处理成本,为后续的厌氧氨氧化单元创造有利进水条件;同时还能实现有机污染物的资源化利用,利用厌氧反应器产生的沼气为厌氧氨氧化单元加热保温,厌氧氨氧化单元可以大幅去除系统的氨氮、总氮,将后续膜生物反应器的负荷降低至正常水平,可以充分的发挥出膜生物反应器处理效率高、固液分离效果好、脱氮稳定高效的优点,使其出水稳定达标;利用厌氧反应器去除COD、利用厌氧氨氧化技术进行脱氮,相比传统工艺中好氧去除COD、硝化反硝化脱氮,极大的降低了鼓风曝气、泵送回流等成本,总体电耗降低50~60%;不需要额外投加碳源,是一种可持续的生物处理技术。