
申请日2014.01.09
公开(公告)日2014.04.16
IPC分类号C02F9/14; C02F101/30; C02F3/28
摘要
本发明公开了一种高浓度有机废水处理方法及处理系统,该系统用厌氧MBR-膜分离组合工艺代替了传统的厌氧-好氧MBR-深度处理工艺,该厌氧MBR子系统在现有厌氧处理工艺上进行了改进,通过增加废水停留时间、提高厌氧污泥与污水的混合强度和采用高分子滤料减少污泥流失的方法提高该步骤的废水处理能力,其排出的废水中有机物浓度较高,因此在后续的深度处理子系统的浓液侧能得到高浓度的可以回收利用的有机物。本发明的高浓度有机废水处理系统不采用好氧MBR工艺也能达到废水处理和排放标准,去除好氧工艺还具有节能、省空间、产物有效利用和污泥产量低、易于维护等优点。
权利要求书
1.一种外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,其特征在于,包括如下步骤:
(1)预处理步骤:将待处理的高浓度有机废水进行废水的物理分离与预处理,拦截废水中的漂浮物和大颗粒杂质;
(2)厌氧处理步骤:将经过步骤(1)预处理的废水经过外置式厌氧膜生物反应器,以降解废水中的有机污染物,并进行气、液、固三相分离,该步骤通过增加废水停留时间、提高厌氧污泥与污水的混合强度和采用高分子滤料减少污泥流失的方法提高该步骤的废水处理能力;
(3)膜分离步骤:经所述厌氧处理步骤后排出的水经高压力操作、高浓缩倍数、高产水率的膜分离组件的分离处理,排出符合排放标准的水,并在膜分离组件的浓液侧得到可回收利用的高浓度有机物。
2.如权利要求1所述的外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,其特征在于,所述步骤(2)中,外置式厌氧膜生物反应器按照废水流向包括厌氧反应池单元、厌氧沉淀池单元和超滤单元,其中所述厌氧反应池单元用于在厌氧菌的作用下降解废水中的有机污染物,并进行气、液、固三相分离;所述厌氧沉淀池单元用于去除所述厌氧反应池单元排出的废水中的厌氧污泥;所述超滤单元用于去除从所述沉淀池单元排出的废水中的大部分有机污染物。
3.如权利要求2所述的外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,其特征在于,所述步骤(2)中,增加废水停留时间通过增大厌氧反应池单元的体积实现。
4.如权利要求2或3所述的外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,其特征在于,所述步骤(2)中,提高厌氧污泥与污水的混合强度通过在厌氧反应池单元采用重力或机械混合的方式实现。
5.如权利要求2所述的外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,其特征在于,所述超滤单元为外置式超滤膜系统,所述外置式超滤膜系统与所述厌氧沉淀池单元之间还设有一控制液位保证系统正常运行的中间水池。
6.如权利要求2或3所述的外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,其特征在于,所述厌氧反应池单元包括厌氧反应器,废水从所述厌氧反应器的底部进入反应混合区与所述厌氧反应器内的厌氧污泥接触混合,所述厌氧污泥在厌氧菌的作用下降解废水中的有机污染物,在该降解反应过程中废水经过水解酸化后产生沼气,夹带沼气和厌氧污泥的废水混合液上升至所述厌氧反应器的三相分离区,较轻的沼气将上升进入沼气收集装置,较重的污泥回沉至反应混合区内,废水则经设置有高分子滤料的出水区进入后续处理装置。
7.如权利要求1所述的外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,其特征在于,所述步骤(3)中的膜分离组件采用NF或RO膜组件,使用高压泵循环使废水进入膜分离组件,所述膜分离组件将废水中的污染物截留在浓液侧,排出满足排放标准的水。
8.一种高浓度有机废水处理系统,其特征在于,所述系统按照废水的流向包括:
预处理子系统,用于废水进水的物理分离与预处理,拦截废水中的漂浮物和大颗粒杂质;
厌氧膜生物反应器子系统,其按照废水流向包括厌氧反应池单元、厌氧沉淀池单元和超滤单元,其中所述厌氧反应池单元用于在厌氧菌的作用下降解废水中的有机污染物,并进行气、液、固三相分离;所述厌氧沉淀池单元用于去除所述厌氧反应池单元排出的废水中的厌氧污泥;所述超滤单元用于去除从所述沉淀池单元排出的废水中的大部分有机污染物;所述厌氧膜生物反应器子系统通过增加废水在厌氧反应池单元的停留时间、提高厌氧反应池单元中厌氧污泥与污水的混合强度和在厌氧反应池单元出水区采用高分子滤料减少污泥流失的方法提高废水处理能力;
深度处理子系统,用于深度去除从所述厌氧膜生物反应器子系统中排出的废水中的污染物,并在其浓液侧富集可回收利用的高浓度有机物。
9.如权利要求8所述的高浓度有机废水处理系统,其特征在于,所述超滤单元为外置式超滤膜系统,所述外置式超滤膜系统与所述厌氧沉淀池单元之间还设有一控制液位保证系统正常运行的中间水池。
10.如权利要求8或9所述的高浓度有机废水处理系统,其特征在于,所述厌氧反应池单元采用中温厌氧,温度控制在35~38℃,通过蒸汽加热对其内的介质进行保温加热,并通过可编程控制器控制加热器进行温度控制。
11.如权利要求8所述的高浓度有机废水处理系统,其特征在于,所述厌氧反应池单元包括厌氧反应器,废水从所述厌氧反应器的底部进入反应混合区与所述厌氧反应器内的厌氧污泥接触混合,所述厌氧污泥在厌氧菌的作用下降解废水中的有机污染物,在该降解反应过程中废水经过水解酸化后产生沼气,夹带沼气和厌氧污泥的废水混合液上升至所述厌氧反应器的三相分离区,较轻的沼气将上升进入沼气收集装置,较重的污泥回沉至反应混合区内,废水则经设置有高分子滤料的出水区进入后续处理装置。
12.如权利要求11所述的高浓度有机废水处理系统,其特征在于,所述反应混合区采用重力或机械混合的方式以提高处理效率。
13.如权利要求8所述的高浓度有机废水处理系统,其特征在于,所述预处理子系统包括一用于均匀废水的水质和水量的调节池和一用于去除砂粒、部分悬浮固体及有机污染物的沉淀池,所述调节池前端设有用于拦截废水中的漂浮物和大颗粒杂质的旋转细格栅机,并且所述调节池内保持一定的污泥浓度,使废水渗沥液在调节池内预厌氧水解。
14.如权利要求13所述的高浓度有机废水处理系统,其特征在于,所述调节池内设有潜水推进器以进行搅拌。
15.如权利要求8所述的高浓度有机废水处理系统,其特征在于,所述深度处理子系统采用NF或RO膜分离组件进行深度处理,使用高压泵循环使废水进入上述膜分离组件,所述膜分离组件截留废水中的污染物,排出满足排放标准的水,并在其浓液侧富集可回收利用的高浓度有机物。
16.如权利要求15所述的高浓度有机废水处理系统,其特征在于,所述NF或RO膜分离组件的过滤孔径不大于1nm。
17.如权利要求8所述的高浓度有机废水处理系统,其特征在于,所述系统还包括用于处理所述预处理子系统和所述厌氧膜生物反应器子系统排出污泥的污泥脱水子系统和用于回收所述深度处理子系统浓液侧富集的高浓度有机物的浓液回灌子系统。
说明书
一种高浓度有机废水处理方法及处理系统
技术领域
本发明涉及废水处理技术领域,特别涉及一种高浓度有机废水处理方法及处理系统。
背景技术
在水处理行业内,常规的高浓度有机废水主要具有以下特点:一是有机物浓度高,COD(Chemical Oxygen Demand, 化学需氧量)一般在2000 mg/L以上,有的甚至高达几万mg/L,相对而言,BOD(生化需氧量(Biochemical Oxygen Demand,BOD))较低,很多废水BOD与COD的比值小于0.3;二是成分复杂,含有毒性物质废水中有机物以芳香族化合物和杂环化合物居多,还多含有硫化物、氮化物、重金属和有毒有机物;三是色度高,有异味,有些废水散发出刺鼻恶臭,给周围环境造成不良影响。以垃圾渗滤液为例,其COD浓度最高可达90000mg/L,氨氮浓度最高可达2000mg/L以上,其污染物负荷可以达到一般市政污水的几百倍,因此在处理工艺上难以套用传统的生活污水处理技术。
在现有的高浓度有机废水处理技术领域,最为常规的处理工艺为厌氧+好氧MBR(Membrane Bio-Reactor膜生物反应器)+膜分离技术,此类技术流程包含:
1)废水进水的物理分离与预处理,通过格栅拦截污水中的漂浮物和大颗粒杂质;
2)厌氧生化处理,在厌氧条件下由生长厌氧菌的厌氧污泥降解污水中部分有机污染物,并改善污水的可生化性;
3)好氧生化MBR系统,分为生化段和超滤段,生化段在好氧条件下,由生长好氧菌活性污泥与废水充分混合反应,降解去除废水中的有机污染物;在超滤段中,经反应后的泥水混合物经由超滤膜进行泥水分离,清液进入后续工艺段,污泥回流至生化段保持污泥浓度;
4)膜分离,将好氧生化产水通过纳滤、反渗透等物理手段进一步分离浓缩废水中的剩余污染物,产生的清液达标后可排放,同时产生部分浓水;
5)污泥处理系统,物化和生化反应产生的污泥通过浓缩、脱水的方式减小污泥体积,降低含水率,便于后续污泥处置。
上述常规的高浓度有机废水处理工艺具有以下缺陷:
1. 传统的高浓度有机废水处理工艺需采用好氧处理技术,即通过鼓风曝气、机械曝气等形式向好氧反应池内传递氧气,上述过程消耗大量电能,这一工艺单元的能耗约占水处理系统总能耗的40-60%;
2. 采用好氧处理的工艺必须满足一年四季较稳定的进水量,水量不足时,污泥缺乏营养,需要额外投加营养物;而当丰水期来临时,好氧污泥需要一段时间适应垃圾渗滤液的水质及水量,处理效率不能马上达到设计要求;
3. 传统高浓度废水处理工艺中好氧生化出水COD浓度较低,进入膜分离系统后产生的浓水无回收利用价值,同时因为浓度高且成分复杂难以处理处置;
4. 由于现有工艺多采用好氧生化处理技术,此类系统必须通过连续进水运行的方式向反应池内补充有机物以保持好氧污泥的活性,如果没有废水产生,则好氧反应池内的污泥会因营养供给不足而难以维持活性,在长期停水的条件下甚至出现完全失去活性的情况,为运营维护带来了难度,一旦生产企业无法保证每天废水水量的稳定供应,那么系统的运行将会受到影响;
5. 传统处理技术采用厌氧-好氧的两级生化处理工艺,此类工艺在运行时对水温,水质,溶解氧等多个参数都有较高要求,且各级参数要求各不相同;加之此类工艺还需要与前端的物化及后端的物理处理工艺相串联,处理流程长,这些因素都为实际运行管理带来一定的难度;
6. 传统处理工艺中的好氧反应池占地面积较大;
7. 传统处理技术中好氧工艺产生的剩余污泥量较大,如不妥善处理会造成二次污染,而在此类污泥的处理过程中,也将造成大量的人力和资源的消耗。
发明内容
本发明提供一种高浓度有机废水处理方法及处理系统,以解决现有技术中存在的上述缺陷。
本发明的技术方案如下:
一种外置式厌氧膜生物反应器-膜分离组合工艺处理高浓度有机废水的方法,包括如下步骤:
(1)预处理步骤:将待处理的高浓度有机废水进行废水的物理分离与预处理,拦截废水中的漂浮物和大颗粒杂质;
(2)厌氧处理步骤:将经过步骤(1)预处理的废水经过外置式厌氧膜生物反应器,以降解废水中的有机污染物,并进行气、液、固三相分离,该步骤通过增加废水停留时间、提高厌氧污泥与污水的混合强度和采用高分子滤料减少污泥流失的方法提高该步骤的废水处理能力;
(3)膜分离步骤:经所述厌氧处理步骤后排出的水经高压力操作、高浓缩倍数、高产水率的膜分离组件的分离处理,排出符合排放标准的水,并在膜分离组件的浓液侧得到可回收利用的高浓度有机物,所述高浓度的有机物经收集后可作为燃料利用。
在本发明的一优选实施方式中,所述步骤(2)中,外置式厌氧膜生物反应器按照废水流向包括厌氧反应池单元、厌氧沉淀池单元和超滤单元,其中所述厌氧反应池单元用于在厌氧菌的作用下降解废水中的有机污染物,并进行气、液、固三相分离;所述厌氧沉淀池单元用于去除所述厌氧反应池单元排出的废水中的厌氧污泥;所述超滤单元用于去除从所述沉淀池单元排出的废水中的大部分有机污染物。
在本发明的一优选实施方式中,所述步骤(2)中,增加废水停留时间通过增大厌氧反应池单元的体积实现。
在本发明的一优选实施方式中,所述步骤(2)中,提高厌氧污泥与污水的混合强度通过在厌氧反应池单元采用重力或机械混合的方式实现。
在本发明的一优选实施方式中,所述超滤单元为外置式超滤膜系统,所述外置式超滤膜系统与所述厌氧沉淀池单元之间还设有一控制液位保证系统正常运行的中间水池。
在本发明的一优选实施方式中,所述厌氧反应池单元包括厌氧反应器,废水从所述厌氧反应器的底部进入反应混合区与所述厌氧反应器内的厌氧污泥接触混合,所述厌氧污泥在厌氧菌的作用下降解废水中的有机污染物,在该降解反应过程中废水经过水解酸化后产生沼气,夹带沼气和厌氧污泥的废水混合液上升至所述厌氧反应器的三相分离区,较轻的沼气将上升进入沼气收集装置,较重的污泥回沉至反应混合区内,废水则经设置有高分子滤料的出水区进入后续处理装置。
在本发明的一优选实施方式中,所述步骤(3)中的膜分离组件采用NF或RO膜组件,使用高压泵循环使废水进入膜分离组件,所述膜分离组件将废水中的污染物截留在浓液侧,排出满足排放标准的水。
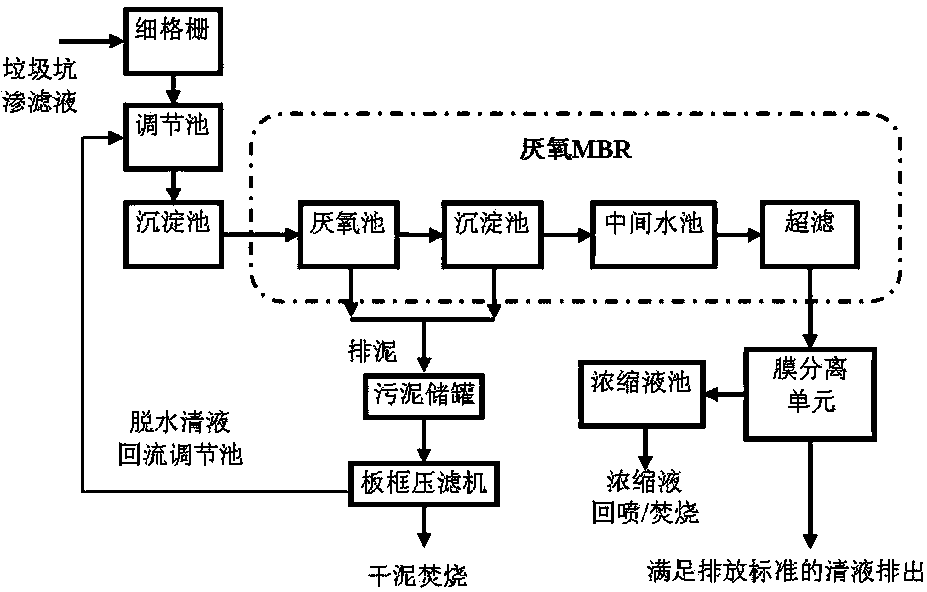
本发明同时提供一种高浓度有机废水处理系统,所述系统按照废水的流向包括:
预处理子系统,用于废水进水的物理分离与预处理,拦截废水中的漂浮物和大颗粒杂质;
厌氧MBR子系统,其按照废水流向包括厌氧反应池单元、厌氧沉淀池单元和超滤单元,其中所述厌氧反应池单元用于在厌氧菌的作用下降解废水中的有机污染物,并进行气、液、固三相分离;所述厌氧沉淀池单元用于去除所述厌氧反应池单元排出的废水中的厌氧污泥;所述超滤单元用于去除从所述沉淀池单元排出的废水中的大部分有机污染物;所述厌氧MBR子系统通过增加废水在厌氧反应池单元的停留时间、提高厌氧反应池单元中厌氧污泥与污水的混合强度和在厌氧反应池单元出水区采用高分子滤料减少污泥流失的方法提高废水处理能力;
深度处理子系统,用于深度去除从所述厌氧MBR子系统中排出的废水中的污染物,并在其浓液侧富集可回收利用的高浓度有机物,具体的利用方式可以为用于燃料。
在本发明的一优选实施方式中,所述超滤单元为外置式超滤膜系统,所述外置式超滤膜系统与所述厌氧沉淀池单元之间还设有一控制液位保证系统正常运行的中间水池。
在本发明的一优选实施方式中,所述厌氧反应池单元采用中温厌氧,温度控制在35~38℃,并且优选,所述厌氧反应池单元通过蒸汽加热对其内的介质进行保温加热,并通过PLC控制加热器进行温度控制。
在本发明的一优选实施方式中,所述厌氧反应池单元包括厌氧反应器,废水从所述厌氧反应器的底部进入反应混合区与所述厌氧反应器内的厌氧污泥接触混合,所述厌氧污泥在厌氧菌的作用下降解废水中的有机污染物,在该降解反应过程中废水经过水解酸化后产生沼气,夹带沼气和厌氧污泥的废水混合液上升至所述厌氧反应器的三相分离区,较轻的沼气将上升进入沼气收集装置,较重的污泥回沉至反应混合区内,废水则经设置有高分子滤料的出水区进入后续处理装置。
在本发明的一优选实施方式中,所述反应混合区采用重力或机械混合的方式以提高处理效率。
在本发明的一优选实施方式中,所述预处理子系统包括一用于均匀废水的水质和水量的调节池和一用于去除砂粒、部分悬浮固体及有机污染物的沉淀池,所述调节池前端设有用于拦截废水中的漂浮物和大颗粒杂质的旋转细格栅机,并且所述调节池内保持一定的污泥浓度,使废水渗沥液在调节池内预厌氧水解。
在本发明的一优选实施方式中,所述调节池内设有潜水推进器以进行搅拌。
在本发明的一优选实施方式中,所述深度处理子系统采用NF或RO膜分离组件进行深度处理,使用高压泵循环使废水进入上述膜分离组件,所述膜分离组件截留废水中的污染物,排出满足排放标准的水,并在其浓液侧富集可用于燃料的高浓度有机物。
在本发明的一优选实施方式中,所述系统还包括用于处理所述预处理子系统和所述厌氧MBR子系统排出污泥的污泥脱水子系统和用于回收所述深度处理子系统浓液侧富集的高浓度有机物的浓液回灌子系统。
本发明提供的上述高浓度有机废水处理方法及系统,与传统工艺相比省去了好氧MBR处理系统,将厌氧膜生物反应器与深度处理的膜分离组件直接连接,通过它们的协同作用完成废水处理过程,具体地,本发明的废水处理方法所采用的厌氧MBR子系统在传统厌氧反应池的基础上通过增加停留时间、提高厌氧污泥与污水的混合强度、采用高分子滤料减少污泥流失等技术手段提高该系统的处理能力,尽管经超滤单元泥水分离后的厌氧MBR出水仍无法达到传统厌氧-好氧MBR系统出水的水质,但由于后续串联的膜分离组件对残留污染物有很强的浓缩和分离能力,因此通过选用过滤孔径较低的膜组件依然能够保障最终出水的达标排放,其中膜分离组件的过滤孔径优选的为不大于1nm;此外,由于本发明中进入深度处理子系统的厌氧MBR出水中有机物浓度较高,因此经深度处理后产生的浓水具有相当高的有机物浓度,可以直接作为辅助燃料厂内回用,从而避免传统工艺中产生的浓水需要外运处置的问题。
与现有技术相比,本发明的有益效果如下:
1. 本发明的高浓度有机废水处理方法及处理系统采用改进的厌氧MBR结合膜分离组件代替传统的厌氧-好氧MBR和深度处理系统,省去了好氧处理单元,从而省去了曝气过程,节省了大量能耗;
2. 本发明不采用好氧生化处理系统,其采用的厌氧处理系统可以在停止运行较长的一段时间后短时间内恢复活性,避免了常规处理工艺无法即开即用,在废水进水水量不稳定时难以保持良好处理活性的问题;
3. 利用本发明的系统处理的废水在进入膜系统后产生的浓液可以具有较高的有机物浓度,即具有一定的燃烧热值,可以作为补充燃料添加至燃料中焚烧;
4. 本发明采用厌氧MBR,与传统厌氧-好氧MBR工艺相比流程较短,且避免了因两级生化串联运行带来的水质参数难以控制的问题;
5. 本发明中的系统由于不采用好氧处理工艺,较传统厌氧-好氧MBR工艺占地面积减少50%~60%;
6. 本发明的废水处理方法及处理系统仅采用厌氧生化反应器,由于厌氧污泥增值速度较慢,产量较低,在实际运行中既可长期储存用于其他废水的厌氧污泥接种,也可以经常规污泥处理后妥善处置,由于最终污泥产量远远小于好氧工艺的污泥产生量,因此减少了二次污染的问题,同时降低了需要处理处置的成本。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。