
申请日2014.07.24
公开(公告)日2014.12.03
IPC分类号G09B25/00; C05F7/00; C05F17/02
摘要
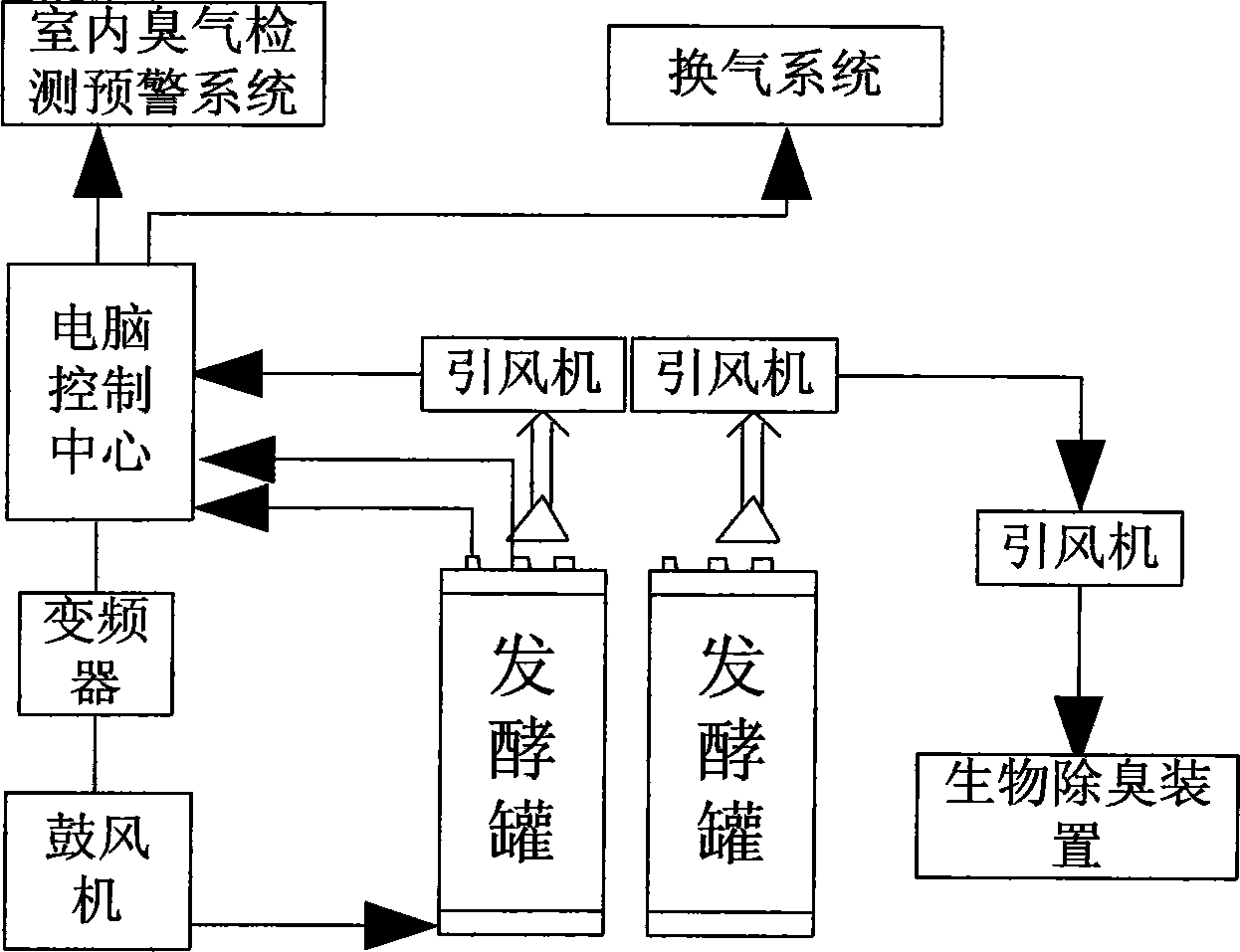
本发明涉及一种自动化控制的污泥好氧发酵实验模拟系统,其包括发酵罐部分和监控部分,其中,所述发酵罐部分包括发酵罐、可变频鼓风机和流量计,所述流量计用以测量鼓风机的气体流量,所述可变频鼓风机的出口端与发酵罐底端连接,所述监控部分包括监测计算机、PLC控制板、变频器、温度、氧气、氨气、硫化氢探头,环境温湿度检测器、环境氨气和硫化氢检测器,所述监测计算机与PLC控制板连接。本发明系统能够自动智能控制发酵过程,可根据发酵过程发酵罐内的温度、氧气、氨气和硫化氢状况,反馈控制鼓风机变频运行和尾气引风机的运行,实现精准控温、智能供氧和致臭尾气的自动收集控制。
权利要求书
1.一种自动化控制的污泥好氧发酵实验模拟系统,其特征是,其包括发酵罐部 分和监控部分,其中,
所述发酵罐部分包括发酵罐、可变频鼓风机和流量计,所述流量计用以测量鼓风 机的气体流量,所述可变频鼓风机的出口端与发酵罐底端连接,
所述监控部分包括监测计算机、PLC控制板、变频器、温度、氧气、氨气、硫化 氢探头,环境温湿度检测器、环境氨气和硫化氢检测器,其中,所述监测计算机与 PLC控制板连接,所述PLC控制板通过控制机构分别与所述可变频鼓风机和引风机相 连接,自动分控控制发酵罐的进气和出气量;所述PLC控制板还与温度传感器,氧气、 氨气和硫化氢检测器相连;
所述监测计算机能实时监测记录发酵罐中的通风曝气量,温度,氧气、氨气、硫 化氢数据,同时可记录鼓风机、引风机、排风扇,氧气、氨气、硫化氢检测器的运行 和故障情况,并能实现鼓风机,引风机,排风扇,氧气、氨气、硫化氢检测器的自动 与手动控制转换。
2.根据权利要求1所述的自动化控制的污泥好氧发酵实验模拟系统,其特征是, 在所述发酵罐的顶部设置采样孔、温度、氧气、氨气、硫化氢探头插孔和尾气出口, 在顶部的尾气出口上设置有引风机和排放管;
所述温度、氧气、氨气、硫化氢探头分别安装在发酵罐顶部设置的温度、氧气、 氨气、硫化氢探头插孔中;通过相应的探头监测发酵罐内部的氧气、氨气和硫化氢数 据,并将数据传输至监测计算机中。
3.根据权利要求2所述的自动化控制的污泥好氧发酵实验模拟系统,其特征是, 一温度探杆从所述温度探头插孔中插入发酵罐中,其能分别探测发酵罐中的高点,中 点,和低点温度,并将该温度信息传输至监测计算机中。
4.根据权利要求1所述的自动化控制的污泥好氧发酵实验模拟系统,其特征是, 所述监测计算机能实时监测并记录风机曝气量,发酵罐中的温度,氧气、氨气、硫化 氢数据,同时可记录鼓风机、引风机、排风扇,氧气、氨气、硫化氢检测器的的运行 和故障情况,并能实现曝气风机,引风机,排风扇,氧气、氨气、硫化氢检测器的自 动与手动控制转换。
5.根据权利要求2所述的自动化控制的污泥好氧发酵实验模拟系统,其特征是, 在所述引风机一端连接一小型生物除臭装置,用以对发酵罐排出的含有氨气、硫化氢 等致臭尾气的自动收集和处理。
6.根据权利要求5所述的自动化控制的污泥好氧发酵实验模拟系统,其特征是, 所述监控装置还与一室内臭气检测预警装置连接,在室内的温湿度、氨气和硫化氢的 臭气浓度达到一定值时,向所述监控装置发送报警信息,并自动开启室内排风换气系 统。
7.根据权利要求2所述的自动化控制的污泥好氧发酵实验模拟系统,其特征是, 还包括一控制柜,所述PLC控制板和监控计算机安装在该控制柜中,该控制柜上设置 有控制操作屏。
说明书
一种自动化控制的污泥好氧发酵实验模拟系统
技术领域
本发明涉及有机固体废弃物好氧发酵实验领域,尤其涉及一种自动化控制的污泥 好氧发酵实验模拟系统。
背景技术
随着人们环保认识的日益提高,我国的污水处理事业得到了快速发展,但污水处 理量的快速增加也产生了大量的剩余污泥。如何妥善处置这些剩余污泥,已成为制约 污水处理行业健康发展的瓶颈之一。污泥有机质含量高,富含氮、磷等营养元素,具 有巨大的资源化潜力,但由于其含水率高(80%)且脱水困难,同时含有细菌、病原菌 等菌体,容易腐化发臭污染环境。因此,如果不能妥善处理污泥,必然会对环境造成 二次污染,降低污水处理的效果,造成“治水不治泥等于未治水”的局面。目前国内 外的污泥处理方式主要有3种:填埋、焚烧和好氧发酵堆肥化处理后土地利用,其中 填埋已经逐渐禁止,焚烧由于经济和技术原因发展受到一定的限制,因而堆肥处理成 为污泥减量化、无害化和资源化的主要手段。
污泥好氧方式处理的难点主要是污泥粘度大,含水率高,导致通风曝气效果不佳, 中国专利号为201210236199.9的城市污泥堆肥处理控制系统的专利,该控制系统包 括混合器、输送器、翻堆器和设置在翻堆器进出口的进气/排气风机,可编程逻辑控 制器、报警装置、温湿度控制器以及温湿度探头、温度传感器、氧气浓度传感器;其 优点在于可以有效地控制污泥堆肥的发酵过程,达到加快发酵时间,提高发酵质量, 改善发酵效率,简化操作过程等。
缺点是:1、缺乏对污泥发酵过程臭气的自动监测探头,未考虑监控发酵过程中产 生和释放的氨气、硫化氢等臭气;2、没有注意发酵过程中氨气、硫化氢等致臭尾气 的产生和排放对环境的影响,缺乏尾气的智能收集与外排处理系统,容易造成实验室 内恶臭污染;3、没有实现自动变频控制鼓风机的运转,不能够根据发酵过程自动改 变通风量,满足微生物发酵过程的需要,无法保证精准控温、智能供氧和快速脱水干 化。
鉴于上述缺陷,本发明创作者经过研究和实践终于获得了本创作。
发明内容
本发明的目的在于提供一种自动化控制的污泥好氧发酵实验模拟系统,用以克服 上述技术缺陷。
为实现上述目的,本发明提供一种自动化控制的污泥好氧发酵实验模拟系统,其 包括发酵罐部分和监控部分,其中,所述发酵罐部分包括发酵罐、可变频鼓风机和流 量计,所述流量计用以测量鼓风机的气体流量,所述可变频鼓风机的出口端与发酵罐 底端连接,
所述监控部分包括监测计算机、PLC控制板、变频器、温度、氧气、氨气、硫化 氢探头,环境温湿度检测器、环境氨气和硫化氢检测器,其中,所述监测计算机与 PLC控制板连接,所述PLC控制板通过控制机构分别与所述可变频鼓风机和引风机相 连接,自动分控控制发酵罐的进气和出气量;所述PLC控制板还与温度传感器,氧气、 氨气和硫化氢检测器相连;
所述监测计算机能实时监测记录发酵罐中的通风曝气量,温度,氧气、氨气、硫 化氢数据,同时可记录鼓风机、引风机、排风扇,氧气、氨气、硫化氢检测器的运行 和故障情况,并能实现鼓风机,引风机,排风扇,氧气、氨气、硫化氢检测器的自动 与手动控制转换。
进一步地,在所述发酵罐的顶部设置采样孔、温度、氧气、氨气、硫化氢探头插 孔和尾气出口,在顶部的尾气出口上设置有引风机和排放管;
所述温度、氧气、氨气、硫化氢探头分别安装在发酵罐顶部设置的温度、氧气、 氨气、硫化氢探头插孔中;通过相应的探头监测发酵罐内部的氧气、氨气和硫化氢数 据,并将数据传输至监测计算机中。
进一步地,一温度探杆从所述温度探头插孔中插入发酵罐中,其能分别探测发酵 罐中高点,中点,和低点温度,并将该温度信息传输至监测计算机中。
进一步地,所述监测计算机能实时监测并记录风机曝气量,发酵罐中的温度,氧 气、氨气、硫化氢数据,同时可记录鼓风机、引风机、排风扇,氧气、氨气、硫化氢 检测器的的运行和故障情况,并能实现曝气风机,引风机,排风扇,氧气、氨气、硫 化氢检测器的自动与手动控制转换。
进一步地,在所述引风机一端连接一小型生物除臭装置,用以对发酵罐排出的含 有氨气、硫化氢等致臭尾气的自动收集和处理。
进一步地,所述监控装置还与一室内臭气检测预警装置连接,在室内的温湿度、 氨气和硫化氢的臭气浓度达到一定值时,向所述监控装置发送报警信息,并自动开启 室内排风换气系统。
进一步地,还包括一控制柜,所述PLC控制板和监控计算机安装在该控制柜中, 该控制柜上设置有控制操作屏。
与现有技术相比较本发明的有益效果在于:本发明系统能够自动智能控制发酵过 程,可根据发酵过程的温度、氧气、氨气和硫化氢状况,反馈控制鼓风机变频运行, 实现精准控温和智能供氧,达到最合适的鼓风量,节约电能。
本发明系统可控制臭气的排放和污染,适当的时候自动开启引风机,避免臭气排 放到空间环境中,如何有泄漏,还可以通过环境氨气和硫化氢监测器对环境的温湿度、 氨气和硫化氢的浓度,自动适时开启除臭引风机和排风换气系统,控制发酵过程臭气 释放量至规定的阈值以下,保证实验操作人员的工作环境。