
申请日2014.07.25
公开(公告)日2015.01.28
IPC分类号B21D3/14; G01B5/00; G01B5/25; B21C51/00
摘要
本发明的目的是提出一种污泥消化池搅拌器的轴校正方法,便搅拌器可达到使用标准,满足生产的需要。采用的轴校正装置包括底座、前U形块、后U形块、前支撑组件、后支撑组件、前U形台、后U形台,前支撑组件包含前螺柱部件和前螺杆部件,污泥消化池搅拌器制造过程中的校正方法包括下检测、初调、初检测、细调、细检测、二次细检测和三次细检测,按照上述方法处理后,校正后的轴其轴向摆动小于3毫米,径向跳动小于5毫米,两项指标均小于进口产品,与现有技术相比,本发明的优点是测量、调整、校正简易方便,校正后的轴无复原现象,稳定可靠。
权利要求书
1.一种污泥消化池搅拌器的轴校正方法,其特征在于,方法包括下面步骤:
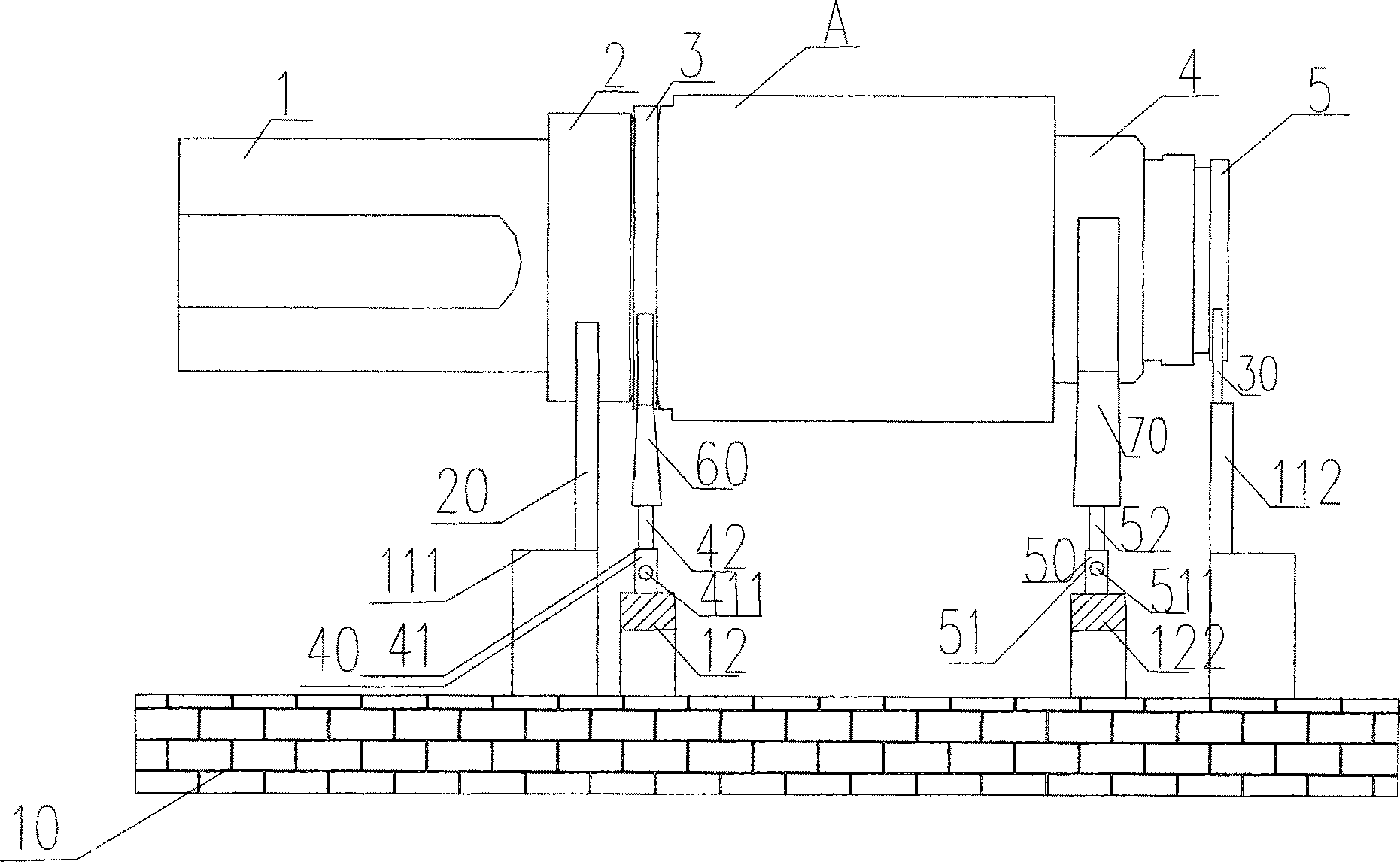
1).检测:采用的轴校正装置包括底座(10)、前U形块(20)、后U形块(30)、前 支撑组件(40)、后支撑组件(50)、前U形台(60)、后U形台(70),前支撑组件(40) 包含前螺柱部件(41)和前螺杆部件(42),后支撑组件(50)包含后螺柱部件(51) 和后螺杆部件(52);前U形台(60)与前螺杆部件(41)相对固定,后U形台(70) 与后螺杆部件(52)相对固定;前螺柱部件(41)为圆柱形,它的一端设置有螺孔,且 与前螺杆部件(42)相匹配,另一端圆柱嵌放在底座(10)相匹配的圆柱形凹陷接纳槽 A内;后螺柱(51)为圆柱形,它的一端设置有螺孔,且与后螺杆部件(52)相匹配, 另一端圆柱嵌放在底座(10)相匹配的圆柱形凹陷接纳槽B内;前螺柱部件(41)的外 圆柱面设有第一孔(411);后螺柱部件(51)的外圆柱面设有第二孔(511);前部轴挡 块(2)搁置在前U形块(20)上,后部轴挡块(5)搁置在后U形块(30)上;在对轴 实施校正时,前、后U台分别升高顶起住前、后轴校正段;
2).初调:将带有胎卡具的轴在机械与轴的接触面上垫4mm厚的紫铜板进行保护, 采用静平衡的方式在1800吨油压机上进行冷调;
3).初检测:采用动平衡的方式将初调好的轴装卡在C650-80000的卧式车床上,用 千分尺粗测轴的直线度;
4).细调:根据粗测结果,对轴进行再次调修,其方法与步骤2)初调方法相同;
5).细检测:将细调好的轴装卡在C650-80000的卧式车床上,进行细检测,如直线 度超差,需再上1800吨油压机进行调修,直至达到初步合格;
6).二次细检测:用杠杆旋转分别插入前螺柱(41)的第一孔(411)和后螺柱(51) 的第二孔(511),旋转前螺柱部件(41)和后螺柱部件(51),使前U形台(60)和后 U形台(70)的U形面分别与前轴校正段(3)和后轴校正段(4)处于相距微小距离的 离开状态,前U形块(20)固定在底座(10)的前安装面(111)上,后U形块(30) 固定在底座(10)的后安装面(112)上,在轴圆柱上表面设置百分表,转动轴测出轴 的顶点,测量出轴的跳动量:
7).三次细检测:放置轴使顶点处于向上位置,用杠杆旋转前螺柱部件(41)和后 螺柱部件(51),使前U形台(60)和后U形台(70)的U形面分别与前轴校正段(3) 和后轴校正段(4)处于贴合状态,使前U形块(20)和后U形块(30)分别与前部轴 挡块(2)和后部轴挡块(5)处于相距微小距离的离开状态,用铁锤敲击前轴校正段上 表面位置使轴弯曲形变;
8).重复第6)步和第7)步,使得百分表测出轴的跳动校正至标准要求。
说明书
一种污泥消化池搅拌器的轴校正方法
技术领域
本发明涉及一种污泥消化机械设备的校正方法,具体涉及对污泥消化池搅拌器的轴 校正方法。
现有技术
生活污水处理厂或工业水处理中产生的污泥,含水率一般为80%,污泥的特点是:流 动性差、粘性大;污泥运至处理地点过程中,污泥中时常会夹带一些生活垃圾或建筑垃 圾,所以污泥中含有杂质。
污泥深度脱水包括调理改性、高压压滤,将含水率80%的污泥脱水至含水率为60%及 以下,满足污泥减量化的要求,可以进行处置或再处理。污泥调理改性过程的调理剂包 括粉剂和液态药剂,需要与污泥混合均匀后,进入高压压滤设备进行深度脱水处理,由 于污泥含有条带状杂质,易缠绕于混合设备的搅拌臂上,需要定期停工清理搅拌臂,清 理难度及工作量增大;污泥粘性导致搅拌调理后的污泥出料困难,容易在搅拌设备内积 料,导致搅拌设备的轴发生微小弯曲,为了减少或消除大型曲轴的动不平衡,必须利用 合适的动平衡机来检测其动不平衡量。现有大型曲轴的动平衡校正一般采用通用动平衡 机来完成。通用的动平衡机一般采用两个支撑组件面来检测动不平衡量。采用这种动平 衡机来对大型曲轴进行平衡是不合适的,其原因在于大型曲轴在实际工作时具有两个以 上的工作面,如果在进行动平衡校正时只采用两个支撑组件面,则其在旋转过程中产生 的动挠度不能忽略,此时所进行的动平衡校正达不到应有的动平衡指标,甚至这种动平 衡校正是没有意义的。国外公司的校正技术花费昂贵且浪费时间,影响污泥处理工艺的 效率。
发明内容
本发明的目的是提出一种污泥消化池搅拌器的轴校正方法,该校正方法测量、调整、 校正容易简单方便,使得搅拌器的轴校正迅速准确地达到使用标准,校正后的轴无复原 现象,稳定可靠,提高设备校正维修效率,满足生产企业的需要。
本发明解决上述技术问题所采用的技术方案为:污泥消化池搅拌器的轴校正方法包 括下面步骤:
检测:采用的轴校正装置包括底座、前U形块、后U形块、前支撑组件、后支撑组 件、前U形台、后U形台,前支撑组件包含前螺柱部件和前螺杆部件,后支撑组件包含 后螺柱部件和后螺杆部件;前U形台与前螺杆部件相对固定,后U形台与后螺杆部件相 对固定;前螺柱部件为圆柱形,它的一端设置有螺孔,且与前螺杆部件相匹配,另一端 圆柱嵌放在底座相匹配的圆柱形凹陷接纳槽A内;后螺柱为圆柱形,它的一端设置有螺 孔,且与后螺杆部件相匹配,另一端圆柱嵌放在底座相匹配的圆柱形凹陷接纳槽B内; 前螺柱部件的外圆柱面设有第一孔;后螺柱部件的外圆柱面设有第二孔;前部轴挡块搁 置在前U形块上,后部轴挡块搁置在后U形块上;在对轴实施校正时,前、后U台分别 升高顶起住前、后轴校正段;
更进一步地,包括步骤:初调:将带有胎卡具的轴在机械与轴的接触面上垫4mm厚 的紫铜板进行保护,采用静平衡的方式在1800吨油压机上进行冷调;
更进一步地,包括步骤:初检测:采用动平衡的方式将初调好的轴装卡在C650-80000 的卧式车床上,用千分尺粗测轴的直线度;
更进一步地,包括步骤:细调:根据粗测结果,对轴进行再次调修,其方法与步骤 2)初调方法相同;
更进一步地,包括步骤:细检测:将细调好的轴装卡在C650-80000的卧式车床上, 进行细检测,如直线度超差,需再上1800吨油压机进行调修,直至初步合格;
更进一步地,包括步骤:二次细检测:用杠杆旋转分别插入前螺柱的第一孔和后螺 柱的第二孔,旋转前螺柱部件和后螺柱部件,使前U形台和后U形台的U形面分别与前 轴校正段和后轴校正段处于相距微小距离的离开状态,前U形块固定在底座的前安装面 上,后U形块固定在底座的后安装面上,在轴圆柱上表面设置百分表,转动轴测出轴的 顶点,测量出轴的跳动量:
更进一步地,包括步骤:三次细检测:放置轴使顶点处于向上位置,用杠杆旋转前 螺柱部件和后螺柱部件,使前U形台和后U形台的U形面分别与前轴校正段和后轴校正 段处于贴合状态,使前U形块和后U形块分别与前部轴挡块和后部轴挡块处于相距微小 距离的离开状态,用铁锤敲击前轴校正段上表面位置使轴弯曲形变;
更进一步地,包括步骤:重复第6)步和第7)步,使得百分表测出轴的跳动校正至 标准要求。
按照上述方法处理后,校正后的轴其轴向摆动小于3毫米,径向跳动小于5毫米, 两项指标均小于进口产品,产品质量完全达到进口产品的水平。与现有技术相比,本发 明的优点是测量、调整、校正简易方便,校正后的轴无复原现象,稳定可靠。