
申请日2016.04.21
公开(公告)日2016.09.21
IPC分类号C04B28/00; C04B18/16; B28B3/00; B28B11/24
摘要
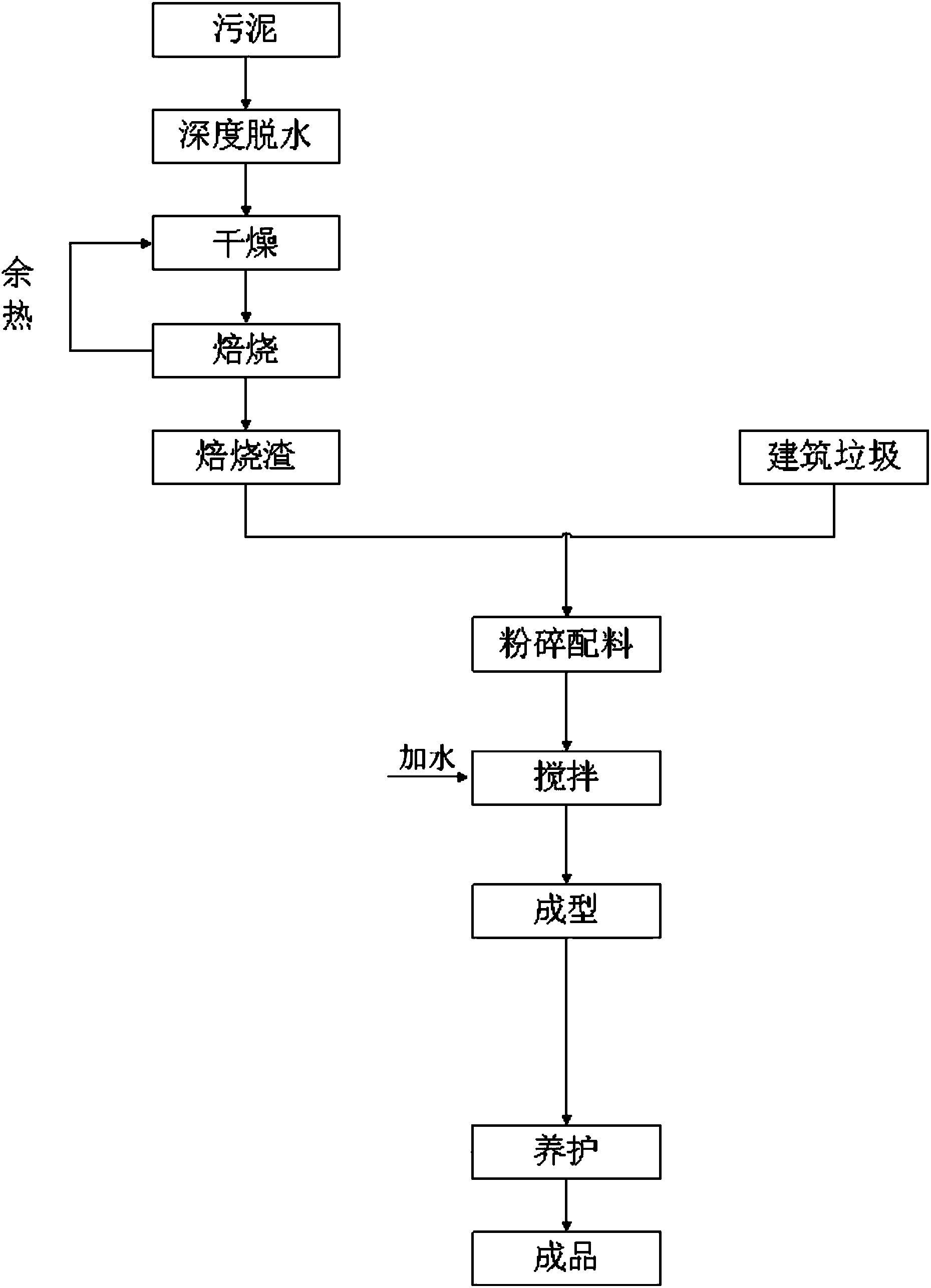
本发明公开了一种多种工业污泥制环保免烧砖的方法,包括以下步骤:(1)向工业污泥中投加絮凝剂,并将其脱水至含水率为30~50%,再进行焙烧,得到焙烧渣;(2)将水、步骤(1)得到的焙烧渣以及建筑垃圾按照1:(2~3):(4~5.5)的质量比混合,并搅拌均匀,得到砖体粉料;(3)将步骤(2)得到的砖体粉料压制成砖,在仓库中养护3~5日后,经过陈化得环保免烧砖。该方法工艺简单、资源化率高,制得的环保免烧砖产品质量可靠,并不产生污泥有害物质二次污染。本发明还公开了一种多种工业污泥制环保免烧砖系统,包括焙烧渣制备系统、粉料制备系统和成型养护系统。
权利要求书
1.一种多种工业污泥制环保免烧砖的方法,其特征在于:包括以下步骤:
(1)向工业污泥中投加絮凝剂,并将其脱水至含水率为30~50%,再进行焙烧,得到焙烧渣;
(2)将水、步骤(1)得到的焙烧渣以及建筑垃圾按照1:(2~3):(4~5.5)的质量比混合,并搅拌均匀,得到砖体粉料;
(3)将步骤(2)得到的砖体粉料压制成砖,在仓库中养护3~5日后,经过陈化得环保免烧砖。
2.根据权利要求1所述的多种工业污泥制环保免烧砖的方法,其特征在于:所述絮凝剂为PFS、PAC、PAS、PAM中的一种或多种,其投加量占工业污泥质量的0.1~1%。
3.根据权利要求1所述的多种工业污泥制环保免烧砖的方法,其特征在于:步骤(1)中的焙烧温度为700~900℃,焙烧时间为1~2.5h。
4.根据权利要求1所述的多种工业污泥制环保免烧砖的方法,其特征在于:步骤(2)中的建筑垃圾包括废砖瓦、废陶瓷、废混凝土、废砂浆中的一种或多种,其经过研磨后的粒径小于2mm。
5.根据权利要求1所述的多种工业污泥制环保免烧砖的方法,其特征在于:步骤(1)中采用高效板框压滤机对工业污泥进行脱水处理。
6.根据权利要求1所述的多种工业污泥制环保免烧砖的方法,其特征在于:步骤(3)中采用压砖机将砖体粉料以压力为20~45Mpa压制成砖。
7.根据权利要求1所述的多种工业污泥制环保免烧砖的方法,其特征在于:步骤(3)中的陈化方式为:向高压釜中通入纯度为12%CO2,压力为2~3Mpa,陈化时间为15~23h。
8.一种多种工业污泥制环保免烧砖系统,其特征在于:包括焙烧渣制备系统、粉料制备系统和成型养护系统;所述焙烧渣制备系统包括依次连接的高效板框压滤机、干燥机和电炉加热隧道窑;所述粉料制备系统包括依次连接的粉碎机和搅拌机;所述成型养护系统包括依次连接的全自动切块成型机、自动出砖机和养护室。
9.根据权利要求8所述的多种工业污泥制环保免烧砖系统,其特征在于:所述电炉加热隧道通过一余热回收管道与所述干燥机连接。
10.根据权利要求8所述的多种工业污泥制环保免烧砖系统,其特征在于:所述电炉加热隧道采用钢带连续式热处理,其额定温度为1300℃,功率为100kw,炉膛尺寸为10000×380×250mm。
说明书
多种工业污泥制环保免烧砖的方法及其制备系统
技术领域
本发明涉及环保砖领域,特别涉及一种能够将多种工业污泥制成环保免烧砖的方法及其制备系统。
背景技术
污泥作为污水处理过程的产物,产生量随着污水处理量增加而大幅增长,其处理处置越来越受到人们的关注。目前常用的污泥处理处置方法包括好氧/厌氧堆肥、填埋、焚烧及制砖等。工业污泥,不同于市政污泥,可能含有较大量的重金属、有毒有机物及持久性污染物,在处理处置过程中应避免其内含污染物造成二次污染。相比堆肥、填埋、焚烧等方法,污泥制砖可将污泥中的有害物质稳定封存在无机的砖块内,免于释放,更为安全,并可在一定程度上实现污染物资源化。
目前,工业界已有一系列污泥制砖技术,如发明专利(CN 101830689 B)公开了一种用印染污泥生产烧结轻质环保砖的制造方法,可以利用建筑垃圾及印染污泥混合后添加辅料,压坯,烧结可制轻质环保砖,产品各项指标均优于国家标准,但该方法需要烧结,虽产品砖质量较轻但有较大的能量需求。发明专利申请(CN 105084849 A)公布了一种污泥及建筑垃圾制轻质免烧砖的方法,可制得强度较高的轻质环保免烧砖,但该方法需添加化学药剂较多,且养护时间较长,生产周期较长。如何利用对工业污泥通过制砖的方式进行有效资源化并减少过程中能源、时间的消耗,是污泥处理处置过程中重要并值得长期研究并通过实践回答的问题。
发明内容
本发明的目的是提供一种多种工业污泥制环保免烧砖的方法,其工艺简单、资源化率高,制得的环保免烧砖产品质量可靠,并不产生污泥有害物质二次污染。
本发明的另一个目的是提供实现上述方法的多种工业污泥制环保免烧砖系统。
本发明的目的是这样实现的:一种多种工业污泥制环保免烧砖的方法,包括以下步骤:
(1)向工业污泥中投加絮凝剂,并将其脱水至含水率为30~50%,再进行焙烧,得到焙烧渣;
(2)将水、步骤(1)得到的焙烧渣以及建筑垃圾按照1:(2~3):(4~5.5)的质量比混合,并搅拌均匀,得到砖体粉料;
(3)将步骤(2)得到的砖体粉料压制成砖,在仓库中养护3~5日后,经过陈化得环保免烧砖。
进一步地,所述絮凝剂为PFS、PAC、PAS、PAM中的一种或多种,其投加量占工业污泥质量的0.1~1%。
进一步地,步骤(1)中的焙烧温度为700~900℃,焙烧时间为1~2.5h。
进一步地,步骤(2)中的建筑垃圾包括废砖瓦、废陶瓷、废混凝土、废砂浆中的一种或多种,其经过研磨后的粒径小于2mm。
进一步地,步骤(1)中采用高效板框压滤机对工业污泥进行脱水处理。
进一步地,步骤(3)中采用压砖机将砖体粉料以压力为20~45Mpa压制成砖。
进一步地,步骤(3)中的陈化方式为:向高压釜中通入纯度为12%CO2,压力为2~3Mpa,陈化时间为15~23h。
相比于现有技术,本发明所述的多种工业污泥制环保免烧砖的方法,利用工业污泥与建筑垃圾混合制备环保免烧砖,无需添加化学粘合剂,工艺简单,资源化率高。同时,制得的免烧砖产品质量可靠,且不产生污泥有害物质二次污染。
本发明还提供一种多种工业污泥制环保免烧砖系统,其包括焙烧渣制备系统、粉料制备系统和成型养护系统;所述焙烧渣制备系统包括依次连接的高效板框压滤机、干燥机和电炉加热隧道窑;所述粉料制备系统包括依次连接的粉碎机和搅拌机;所述成型养护系统包括依次连接的全自动切块成型机、自动出砖机和养护室。
进一步地,所述电炉加热隧道通过一余热回收管道与所述干燥机连接。
进一步地,所述电炉加热隧道采用钢带连续式热处理,其额定温度为1300℃,功率为100kw,炉膛尺寸为10000×380×250mm。
相比于现有技术,本发明所述的多种工业污泥制环保免烧砖系统利用工业污泥与建筑垃圾混合制备环保免烧砖,系统运行稳定,产量较高,其制得的免烧砖产品质量可靠,且不产生污泥有害物质二次污染。