
传统同步脱氮除磷工艺所存在的不同微生物菌种对碳源竞争的矛盾导致了难以实现对氮磷同步去除, 而反硝化除磷工艺则为解决上述问题提供了新的途径, 并在实现“一碳两用”的同时能够降低污泥产量.厌氧段有充足的优质的碳源且缺氧段无剩余碳源是实现高效反硝化除磷的重要前提, 在缺氧段外碳源和硝酸盐不在同一时间内共存有利于获得良好的反硝化除磷效果.污水中氮、磷的去除均需消耗碳源, 微生物对碳源的竞争从而影响系统的脱氮除磷性能.在反硝化除磷过程中, 厌氧段充足的挥发性有机酸(VFA)是反硝化除磷菌(DPB)充分释磷的关键, 而进水有机物浓度的高低决定了厌氧段VFA的多少.进水有机物浓度过低, 可供DPB利用的VFA含量则不足, 导致DPB在厌氧段无法充分释磷; 反之, 若进水有机物浓度过高, 则会影响反硝化除磷效果, 厌氧段剩余的有机底物将被优先用于常规的反硝化脱氮, 从而将减少反硝化吸磷的电子受体.
现有的C/N对反硝化除磷性能影响的研究主要集中在SBR反应器, 而对连续流反硝化除磷工艺的研究鲜见报道, 在本研究基于硝化液与污泥“双回流”的ABR-MBR组合连续流反硝化除磷工艺中, 磷的去除主要通过反硝化除磷来实现, 除磷效果受到进水有机物的影响.由于两种工艺原理不同, 使得进水C/N比对本工艺反硝化除磷性能的影响机制值得进一步研究.本课题组前期已对反硝化除磷条件进行了部分优化, 本研究通过深入考察进水C/N比对ABR-MBR组合工艺反硝化除磷性能的影响机制, 以期为其实际应用奠定基础.
1 材料与方法 1.1 试验装置
研究装置采用自行设计的ABR-MBR一体化反应器(图 1).研究装置为由5个隔室ABR和好氧MBR组成的一体化系统, 其中ABR和MBR的有效容积之比为2:1, 总有效容积为12 L.研究运行过程中, MBR内溶解氧(DO)控制为2~3 mg・L-1, 反应器内温度控制在(30±1)℃. MBR间歇抽吸出水的周期为10 min(8 min抽吸出水, 2 min反冲洗).
图 1
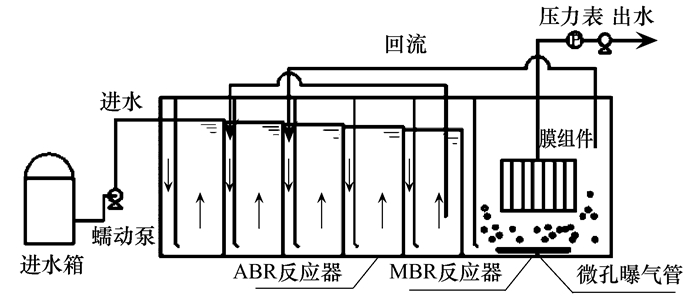
图 1 ABR-MBR反应器示意
采用可编程逻辑控制器(PLC)对水位恒定、出水泵和反冲洗泵的启闭自动控制. MBR所用膜组件为PVDF帘式中空纤维膜, 膜孔径为0.2 μm, 过滤面积为0.2 m2, 采用真空压力表测跨膜压差(TMP)来表征膜的污染状况, 当TMP增至30 kPa时对膜组件进行化学清洗.研究运行过程中, 将MBR硝化液回流至ABR第3隔室, 其回流比(R1)为300%;将ABR第5隔室污泥回流至其第2隔室, 其污泥回流比(R2)为100%.整个运行期间, ABR-MBR组合工艺的总HRT为9 h, 控制泥龄为15 d.
1.2 进水与污泥
为减小水质波动对本研究的影响, 试验进水为模拟生活污水(生活污水:人工配水为1:1), 碳源和氮源分别采用淀粉和氯化铵, 污水所含营养盐及其浓度为:H3BO3 30 mg・L-1、ZnCl2 25 mg・L-1、CaCl2 30 mg・L-1、AlCl3 25 mg・L-1、CuCl2 25 mg・L-1、NiCl2 25 mg・L-1和EDTA 40 mg・L-1; 微量元素: Na2SeO3・5H2O 25 mg・L-1、K2HPO4・3H2O 25 mg・L-1、FeCl2・6H2O 25 mg・L-1、MgSO4・7H2O 30 mg・L-1、CoC12・6H2O 25 mg・L-1、MnSO4・H2O 25 mg・L-1和NaMoO4・2H2O 25 mg・L-1.运行期间通过向进水中投加适量淀粉来调控进水COD, 从而调控进水C/N比.试验进水水质见表 1. ABR各隔室的初始MLSS浓度约为25 g・L-1, MBR的MLSS约为4.3 g・L-1.
表1

1.3 分析方法
各常规分析指标均按国家标准方法测定[10].其中COD采用快速消解法; 溶解性PO43--P采用钼锑抗分光光度法; TN采用过硫酸钾氧化-紫外分光光度法; NO3--N:紫外分光光度法; NH4+-N采用纳氏试剂分光光度法; NO2--N采用紫外分光光度法; MLSS采用烘干称重法.
2 结果与讨论 2.1 COD去除分析
图 2所示为ABR的HRT为6 h, 在不同的进水有机物浓度下的ABR-MBR组合工艺对COD的去除效果.在5个不同的进水C/N比条件下, 进水COD浓度由300 mg・L-1逐步增加至600 mg・L-1, 组合工艺的平均出水COD浓度分别为45.56、50.89、51.22、51.43和84.33 mg・L-1, 平均去除率分别为84.85%、85.51%、87.31%、89.74%和86.02%.在前4个阶段组合工艺对COD去除率随着进水COD浓度的增加略有提高, 而当进水COD增加至600 mg・L-1时, 此时C/N比为7.2, 组合工艺对COD的去除略有下降, 平均去除率仅为86.02%.
图 2
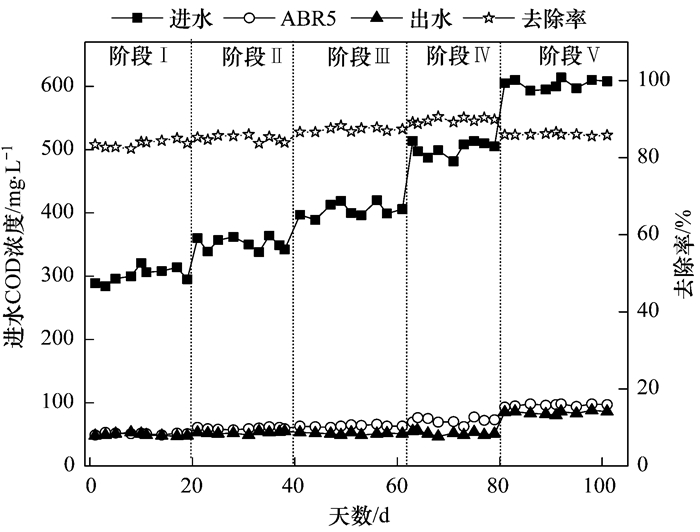
图 2 不同C/N比下COD去除情况分析
本研究中ABR第2隔室是优质碳源被DPB吸收的重要场所, 碳源在厌氧段的有效利用是厌氧充分释磷的关键.在5个不同进水C/N比(见表 1)工况下, 该工艺的平均COD去除率分别维持在85%以上, 且COD主要由ABR去除, 这说明本工艺中有机物在ABR中得到了充分转化和利用. ABR对碳源的优质转化而利于厌氧释磷, 同时为DPB提供了足够的能源储备, 而足够的内碳源储备是DPB在缺氧阶段完成自身增殖以及过量吸磷的关键.与此同时, 前置ABR对有机物的高效去除也保证了ABR出水的低COD浓度, 从而利于MBR内硝化的有效进行.
2.2 反硝化除磷效能分析 2.2.1 厌氧释磷
充足的优质碳源是厌氧段充分释磷的关键.王亚宜等研究表明, 污水中可供DPB利用的优质碳源量越充足, 越有利于厌氧段的充分释磷.而也有研究表明, 过高的有机物浓度会抑制厌氧释磷.与此同时, 缺氧段及好氧段吸磷情况也影响着厌氧释磷.基于前期对其它运行条件进行优化, 本研究对不同进水C/N比条件下ABR-MBR组合工艺的厌氧释磷情况进行了分析, 图 3所示为组合工艺对磷去除情况.
图 3
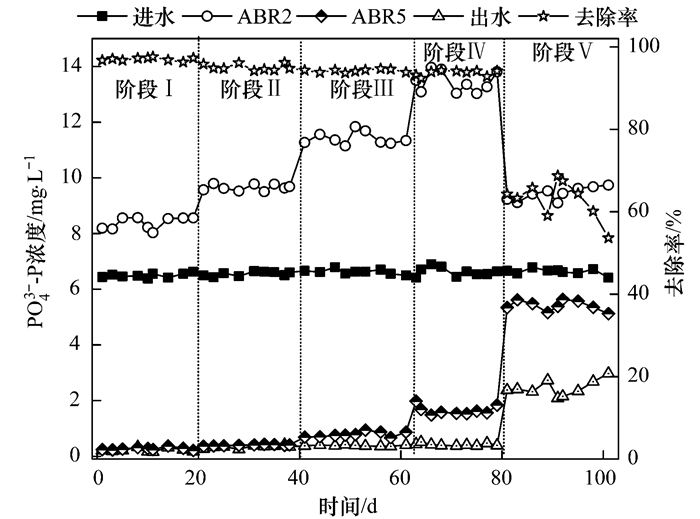
图 3 不同C/N比下磷的去除情况
溶解性PO43--P浓度在ABR第2隔室出现了明显的升高, 由此可见, 厌氧释磷主要发生在ABR第2隔室.在C/N比从3.6增加至6.0时4个不同C/N比时, ABR第2隔室的PO43--P浓度依次为8.37、9.65、11.41和13.44 mg・L-1, 其释磷量随着C/N的增大而增大.这是由于随着进水COD浓度的不断升高, ABR对有机底物的产酸过程所产生的优质碳源(VFA等)为厌氧释磷提供了良好保障.此外, 随着C/N比的提高, 厌氧出水硝酸盐的浓度随之下降, 从而减轻了回流污泥中硝酸盐对释磷的影响.与此同时, 缺氧段良好的吸磷效果有效保证了DPB在厌氧/缺氧交替循坏下发挥其正常的代谢性能.但当C/N比增大至7.2时, ABR第2隔室的释磷量反而出现了下降, 说明较高的有机物浓度不利于正常释磷.
2.2.2 缺氧吸磷
连续流反硝化除磷工艺中, 缺氧段是DPB利用硝态氮作为电子受体进行反硝化吸磷的重要场所.在电子受体供给充足的条件下, 若缺氧段存在有机物, 反硝化菌会优先利用硝酸盐氮进行常规反硝化.因此, 反硝化除磷工艺中厌氧段与缺氧段对有机物存在与否的矛盾, 使得寻求一个不影响厌氧释磷且缺氧段无较多剩余碳源的进水有机物浓度显得至关重要.
图 4所示为不同C/N比条件下各运行单元的溶解性PO43--P浓度的变化情况.从中可见, 溶解性PO43--P浓度在ABR后段出现了明显的下降, 这是由于DPB在ABR第3隔室及后续隔室发生了以硝酸盐为电子受体的缺氧吸磷, 其中ABR第3隔室是缺氧吸磷的主要场所.当C/N比由3.6增加至6.0时, 缺氧吸磷量分别为8.1、9.26、10.63和11.79 mg・L-1, 反硝化除磷占总除磷量的比重依次为96%、95%、93%和87%, 磷主要通过反硝化除磷去除.这一过程中, 厌氧释磷量随着C/N比的增大而增加, 缺氧吸磷量也随之增加, 这是由于MBR提供了充足的电子供反硝化除磷所需, 电子受体未成为反硝化除磷效果的限制因素.在C/N比为6.0时, ABR出水的溶解性PO43--P浓度为1.65 mg・L-1, 经好氧MBR后最终出水仅为0.42 mg・L-1, MBR进一步强化了工艺对磷的去除.当继续提高C/N比至7.2时, ABR出水的溶解性PO43--P浓度达5.41 mg・L-1, 这时的缺氧吸磷量仅为4.02 mg・L-1, 反硝化除磷效果严重恶化.一方面是厌氧释磷量的减少导致了吸磷量的不足, 另一方面是由于MBR中硝化效果的恶化而致使回流硝态氮的不足限制了缺氧段吸磷.张园等在UCT工艺中发现随着C/N比的升高反硝化除磷现象逐渐减弱, COD过高亦会抑制厌氧段释磷, 这与本研究中的结果相一致.
图 4

图 4 不同C/N比下各隔室溶解性PO43--P的变化
在5个不同进水C/N比条件下, ABR-MBR组合工艺对溶解性PO43--P的平均去除率分别为97.01%、95.07%、94.19%、93.64%和62.97%.当C/N从3.6提高至6.0时, 工艺最终出水PO43--P平均浓度分别为0.22、0.34、0.39和0.42 mg・L-1, 溶解性PO43--P去除率随C/N的提高逐渐下降, 表明低C/N条件有利于本工艺对磷的去除, 也更加凸显了反硝化除磷工艺“一碳两用”的特性. C/N增至7.2时, 最终出水溶解性PO43--P平均浓度达2.45 mg・L-1.一方面, 过高的COD浓度抑制了厌氧释磷, 导致厌氧段释磷量减少.王晓莲等研究发现, 过高的COD浓度会促进聚糖菌的生长, 而聚糖菌不具备除磷功能.另一方面, 厌氧段出水COD浓度高达95 mg・L-1, 严重影响了MBR段硝化效果, 从而导致可供DPB缺氧吸磷利用的电子受体不足.与此同时, 若有机物与硝酸盐在缺氧段同时存在时, 碳源会优先进行反硝化, 进一步抢夺了DPB有限的电子受体.这几方面的原因导致了这阶段除磷效果的恶化.
在本研究构筑的反硝化除磷工艺中, 碳源被优先供反硝化除磷所需, 消除了传统脱氮除磷工艺中反硝化菌与聚磷菌之间碳源竞争的矛盾, 磷在ABR段便可得到较好的去除, 后置好氧MBR进一步强化了工艺对磷的去除.
2.3 脱氮效能分析
图 5所示为不同C/N比条件下氮去除情况.从中可见, 随C/N的提高, TN的去除率呈现出由高而低的变化趋势.当C/N由3.6提高至6.0时, 最终出水NH4+-N浓度稳定在1.0 mg・L-1以下, 良好的硝化效果保证了工艺对TN的去除.在前4个C/N比条件下, 工艺最终出水TN平均浓度分别为27.64、23.49、19.67和12.97 mg・L-1, 平均去除率分别为66%、72%、76%和84%, 进水COD浓度增加(C/N的提高)明显增强了工艺对TN的去除效果.孙洪伟等对SBR的研究发现, 提高C/N比有利于提高脱氮性能并增强反硝化微生物反硝化速率.与此同时, 较低的进水COD浓度会影响厌氧段释磷量, 释磷量的不足导致可供DPB吸收的PO43--P有限.而相关研究表明, 缺氧段吸磷量与硝态氮消耗呈现出良好的线性关系, 因此在MBR提供充足电子受体的条件下, 释磷量的不足限制了反硝化除磷对TN的去除.
图 5
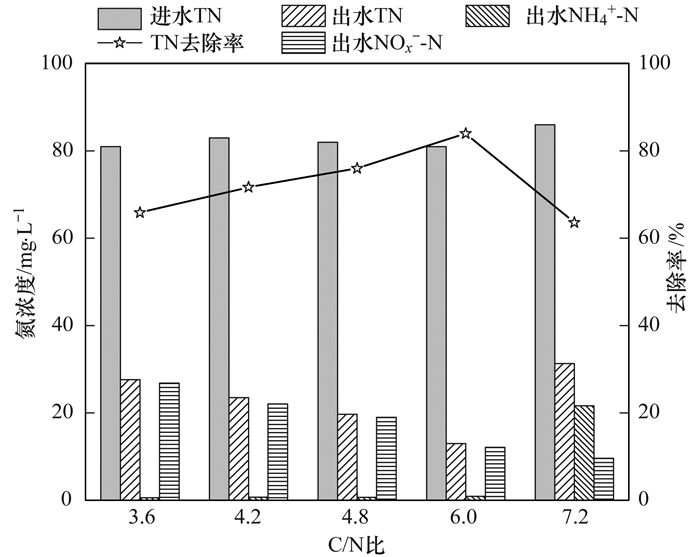
图 5 不同C/N比下氮去除情况
但当C/N比增大至7.2时, TN去除率则明显下降, 平均去除率仅为63%, 工艺出水TN平均浓度高达31.32 mg・L-1. ABR出水过高的COD浓度严重影响了MBR内的有效硝化, 导致NH4+-N去除效果不佳, 工艺出水NH4+-N平均浓度达21.64 mg・L-1, 出水NOx-平均浓度仅为9.61 mg・L-1, 电子受体的不足导致了TN去除效果的不佳.值得一提的是, 此阶段反硝化吸磷量出现减少, 这也影响了TN的去除.
2.4 同步脱氮除磷效能分析
当C/N分别为3.6、4.2、4.8和6.0时, 对4个C/N比条件下的平均缺氧段吸磷量与平均TN去除量进行了线性回归.如图 6所示, ABR缺氧吸磷量与工艺对TN去除量有着良好的线性关系, 关系式如下:
图 6
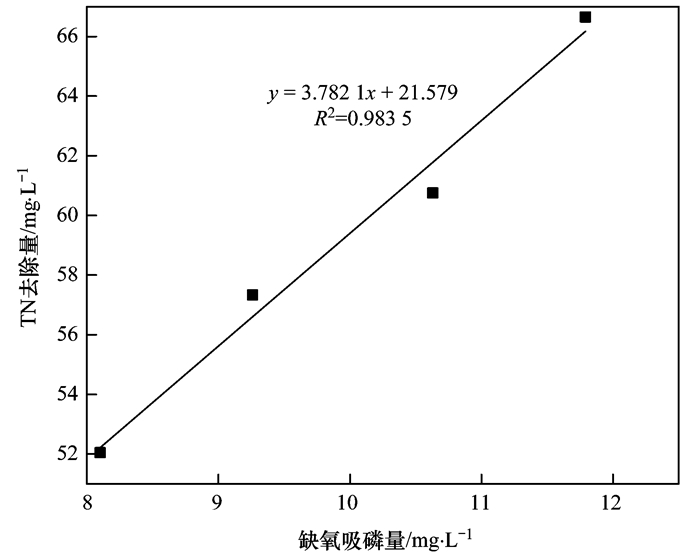
图 6 TN去除量与缺氧段吸磷量相关性分析

由此可见, 在本研究ABR-MBR组合反硝化除磷工艺中, TN的去除效果依赖于工艺缺氧段对磷的吸收.但当C/N继续提高到7.2时, 工艺对TN的去除量与缺氧吸磷量反而没有体现出较强的线性关系, 这可能是由于过高的进水COD浓度严重破坏了工艺的反硝化除磷体系, 故这种良好的线性关系也是建立在反硝化除磷工艺正常运转的基础之上.
由此可见, C/N比与氮、磷的去除存在较好的响应机制.一方面, 充足的优质碳源是实现高效反硝化除磷的关键, 在进水有机物不影响缺氧吸磷的条件下, 提高进水有机物浓度强化了工艺的反硝化除磷, 也有助于工艺氮、磷的去除; 另一方面, 过高的有机物浓度会严重影响缺氧段吸磷以及MBR的有效硝化, 反硝化除磷会受到电子受体不足而导致氮磷的去除效果不佳, 故良好的硝化效果是实现高效反硝化除磷的重要前提.
3 结论
(1) 在进水C/N比分别为3.6、4.2、4.8、6.0和7.2时, ABR第2隔室的PO43--P浓度依次为8.37、9.65、11.41、13.44和4.02 mg・L-1, 提高进水C/N比有利于厌氧释磷, 但C/N比为7.2时对厌氧段释磷产生抑制.
(2) 不同进水C/N比下, ABR-MBR组合工艺最终出水溶解性PO43--P平均浓度分别为0.22、0.34、0.39、0.42和2.45 mg・L-1, 低C/N条件有利于本工艺对磷的去除.
(3) 进水C/N比大于6.0时, 反硝化除磷会因MBR内NH4+-N去除效果的严重恶化而崩溃, 其去除率由93.64%降低到62.97%, 良好的硝化效果是反硝化除磷的前提.具体参见污水宝商城资料或http://www.dowater.com更多相关技术文档。
(4) 在进水C/N比分别为3.6、4.2、4.8和6.0时, ABR缺氧吸磷量与工艺对TN去除量有着良好的线性关系, 提高进水C/N比有助于系统对氮磷的去除.