

图1 煤制甲醇生产工艺流程
Fig.1 Flow chart of methanol from coal production
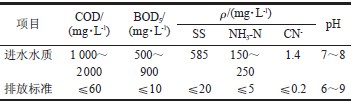
1.2 废水水质水量
企业污水处理系统设计处理水量为150 m3/h。生产过程中主要有2 种不同水质的废水:一是气化含氰废水,水量为111 m3/h;二是生产过程中变换、精馏、硫回收、脱碳脱硫等工段产生的废水及生活污水,水量为39 m3/h。含氰废水经预处理后进入综合废水调节池,综合废水设计水质及排放标准见表1。
表1 废水水质及排放标准
Tab.1 Quality of wastewater and discharge standards
1.3 工艺流程
含氰废水直接排入破氰池中,通过物化反应将CN- 去除后,出水自流进入调节池,与变换、精馏、硫回收、脱碳脱硫等工段产生的废水、生活污水及BAF 反冲洗废水、污泥浓缩池上清液和污泥脱水机压滤出水进行水质、水量调节后,经泵提升至浅层气浮机,通过投加PAC、PAM 去除废水中的悬浮物;气浮系统出水自流进入A/O 池,大部分有机污染物在此被去除;生化处理系统出水在二沉池泥水分离后进入絮凝沉淀池,污水与药剂在絮凝池混匀后进入沉淀池,悬浮物得到进一步去除;沉淀池出水经泵送至BAF,出水可达标排放。
污泥处理系统主要包括污泥浓缩池和带式污泥脱水机。气浮浮渣、二沉池剩余污泥及絮凝沉淀池底泥经浓缩、脱水后泥饼外运。污水处理及污泥处理工艺流程图如图2 所示。
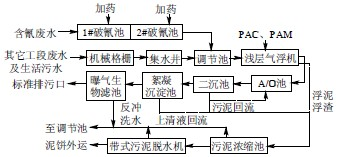
图2 工艺流程
Fig.2 Flow chart of wastewater treatment process
2 主要构筑物及设计参数
2.1 预处理系统
2.1.1破氰池
含氰废水中的氰化物对微生物有毒害作用。目前,含氰废水的处理技术主要有碱性氯化法[7]、臭氧氧化法[8]及生物法[9]3 种方法。本工程采用次氯酸钠作为氯剂,通过氯碱氧化反应去除废水中的氰化物。
碱性氯化法主要分为两步反应:
第一步:将CN- 氧化成氰酸盐,在pH=10~11的条件下,反应速度较快,反应时间大约为10~15min,反应方程式为:NaCN+NaClO→NaCNO+NaCl;第二步:将氰酸盐进一步氧化为N2、CO2,在pH=8~8.5 时,氰酸根完全氧化的效率最高,此时,反应时间可控制在30~45 min。反应方程式为:2NaCNO+3NaClO+H2O→2CO2+N2+2NaOH+3NaCl。
各反应阶段控制条件按pH 及ORP 值进行自动控制。
破氰系统为钢筋混凝土结构,含防腐内衬,1座。1# 破氰池规格为7.3 m×3.5 m×5.5 m,分2 格(一格作为含氰废水调节池,一格作为氯碱反应的第一步反应池),每格尺寸均是3.5 m×3.5 m×5.5 m;2# 破氰池规格为7.3 m×3.5 m×5.5 m,用于完成第二步氯碱反应。
2.1.2调节池
调节池的作用是调节废水的水质和水量,使后续生物处理系统进水稳定。调节池HRT 为16 h,有效容积为2 400 m3。调节池为钢筋混凝土结构,含防腐内衬,池中装有液位计以对液位进行监测,并设置高低液位警报系统,实现对提升泵的启停;调节池底部安装4 台潜水搅拌机,每台功率4 kW,使废水充分混合均匀。
2.1.3超效浅层气浮
超效浅层气浮设备的出现是气浮净水技术的一个重大突破。它改传统气浮的静态进水动态出水,为动态进水静态出水,应用“零速原理”,使悬浮物在相对静止的环境中垂直浮上水面,实现固- 液分离。“零速原理”使上浮路程减至最小,且不受出水流速的影响,上浮速度达到或接近理论最大值,污水在设备中的停留时间仅需3~5 min,极大地提高了处理效率,减小了设备体积,且设备可架空、叠装、设置于建筑物上,少占地或不占地。
该工程超效浅层气浮设备规格为Φ8.0 m×0.8 m,有效容积为40 m3,通过投加PAC、PAM 等药剂实现调节池出水的絮凝,并使絮体在气浮反应池中上浮去除。污水中的粉煤灰也可在气浮系统中去除,此外部分有机物,减轻后续处理构筑物的负荷有利于保证后续生物处理的效果。
2.2 生化处理系统
2.2.1 A/O 池
A/O 是污水处理系统的核心部分,其运行情况直接影响整个系统的处理效果。缺氧- 好氧活性污泥法(A/O),主要特点是将反硝化反应器放置在处理系统之首,又称前置反硝化生物脱氮系统。本工程废水为煤制甲醇生产废水,主要污染物为COD 和氨氮。A/O 工艺技术成熟,流程简单,构筑物少,反硝化池不需要外加碳源,缺氧池在前,污水中的有机碳被反硝化菌所利用,可减轻其后好氧池的有机负荷。
A/O 池构筑物尺寸为40.50 m×15.40 m×6.50 m,其中缺氧池分2 格,单格尺寸为7.55 m×7.55 m×6.50 m;好氧池分3 个廊道,每个廊道尺寸为25.0 m×15.4 m×6.50 m,单座池子有效容积为3 600 m3,共2座,钢筋混凝土结构。生化池末端安装溶解氧在线监测仪,通过变频器调节罗茨鼓风机转速,实现对A/O系统溶解氧浓度的控制。
2.2.2二沉池
二沉池主要用于生化反应池出水的泥水分离和污泥回流,并将剩余污泥排出系统。采用中心进水、周边出水的辐流式二沉池。表面负荷0.4 m3/(m2・h),构筑物规格为Ф22.0 m×4.0 m,钢筋混凝土结构。ZBX-22 型周边传动全桥虹吸式吸泥机1 台,用于将二沉池底部污泥抽吸至污泥槽中以供污泥回流和剩余污泥的排放。
2.3 深度处理系统
2.3.1絮凝沉淀池
絮凝池采用机械搅拌絮凝池,为钢筋混凝土结构,做防腐内衬,构筑物尺寸为10.0 m×3.4 m×5.0 m,絮凝池设3 台搅拌机实现污水的絮凝作用。絮凝池出水通过穿孔花墙布水进入斜管沉淀池,使絮凝池生成的矾花与水沉淀分离,实现水质的有效净化。沉淀池与絮凝池合建,尺寸为11.2 m×10.0 m×5.0 m,安装聚丙烯材料的蜂窝斜管,规格选用DN50 mm,L=1.0 m;沉淀池表面负荷为1.3 m3/(m2・h)。
2.3.2曝气生物滤池
絮凝沉淀出水进入BAF,进一步去除污染物。BAF 节省了后续二次沉淀池,在保证处理效果的前提下使处理工艺简化。
曝气生物滤池共4 座,碳钢结构。池内承托钢板下部为配水室,使来水由配水室经承托钢板上的专用滤头均匀布置于整个滤池截面;承托钢板上部填装有Φ3~5 mm 轻质球型生物陶粒,作为微生物的载体;上部为清水区。单座尺寸为Φ5.0 m×7.0 m,其中滤池高度包括:滤料层厚4.0 m,配水室高1.0 m,清水区高1.2 m,承托层厚0.3 m,超高0.5 m,总高为7.0 m。
2.4 污泥处理系统
二沉池污泥由污泥回流泵部分送回A/O 池,另一部分送至污泥浓缩池中;气浮浮泥、浮渣及斜管沉淀池底泥直接进入污泥浓缩池。浓缩池上清液溢流回到调节池;经浓缩池浓缩后的污泥由螺杆泵打入带式污泥脱水机进行脱水处理。
浓缩池:Ф10.0 m×4.0 m,配周边刮泥机;2 台(1用1 备),型号为BSD1000S7C 带式污泥脱水机。
3 运行情况
工程施工结束后,对整个污水处理系统进行了为期3 个月的调试,调试结束后,系统运行稳定,处理效果较好。
3.1 预处理系统
3.1.1破氰系统
气化废水CN- 质量浓度为20 mg/L,根据理论计算并结合工程实际,除氰与投加NaClO 的比值为1:5.5,除氰所需的NaClO 量约为110 mg/L。经过两级破氰池后,废水中氰化物质量浓度可降低至1.8mg/L 以下,此时废水方进入调节池与预处理后的其它废水混合并进入后续处理工段,此时废水中的氰化物浓度将再次降低,其浓度在微生物可承受范围内。
3.1.2超效浅层气浮池
经过现场调试,确定气浮系统溶气罐工作压力为0.3 MPa,PAC 投加量为100~150 mg/L(质量分数为10%),PAM 投加量为3~5 mg/L(质量分数为0.3%)。调试结束后,气浮系统对SS 和COD 的去除率分别为90%以上和20%以上,对污水中的粉煤灰去除率达99%以上。
3.2 A/O 池
系统运行时,A/O 系统处理效果稳定,对COD、氨氮处理效果良好,图3 和图4 示出A/O 系统稳定运行时监测数据。
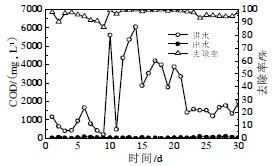
图3 A/O 池对COD 的去除效果
Fig.3 Effect of A/O on COD removal rate
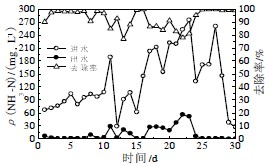
图4 A/O 池对氨氮的去除效果
Fig.4 Effect of A/O on ammonia nitrogen removal rate
甲醇厂的污水与许多工业污水有所不同,其污水水质波动幅度极大[10],这主要是由甲醇生产中生产工段的不稳定造成的。从图3 可以看出,进入A/O池的COD 低时在1 000 mg/L 左右,高时在6 000mg/L 左右,但A/O 系统对COD 的去除率一直维持在较高的水平,达到95%以上,说明A/O 系统具有良好的抗冲击负荷能力。从图4 可知,进入A/O 池的氨氮质量浓度也有很大的波动,但A/O 池对氨氮的去除率基本上保持在90%左右。
A/O 系统之所以对污水中有机物有较好的去除效果,是因为好氧微生物对生长环境的要求相对较宽松,只要保证合适的pH、DO、污泥浓度,即使进水有机物浓度波动较大,其处理效果也不会降低。在日常运行中,可根据好氧池池面泡沫颜色、污泥性状、SV30 判断A/O 系统运行状况。若有大量黑色且不易散退泡沫,说明进入系统的水质波动过大,超出了系统承受范围,造成好氧生物的死亡,这时必须采取控制措施加以调整。因此维持合理的运行参数是保证A/O 系统正常有效运行的关键。
3.3 深度处理系统
3.3.1絮凝沉淀池
通过向絮凝池中投加PAC、PAM 去除二沉池出水的悬浮物。PAC、PAM 投加量先通过实验室小试模拟确定,然后根据试验结果向絮凝池中投加,结合去除效果进一步调整最终确定PAC 投加量为50mg/L (质量分数为10%),PAM 投加量为2~4mg/L(质量分数为0.3%)。絮凝池出水通过穿孔花墙布水进入斜管沉淀池,使絮凝池生成的矾花与水沉淀分离,实现水质的有效净化。
3.3.2曝气生物滤池
曝气生物滤池集生物氧化、截留作用、过滤作用于一体,其去除有机物不仅依赖于生物氧化,还存在显著的生物吸附和过滤作用,不仅可去除粒径较大的污染物,还可吸附去除一些可生化性不强的物质。滤池采用气水联合反冲洗形式,依次按气洗、气水联合洗、清水漂洗3 个阶段进行,本工程反冲洗时间设计气洗4 min,气水联合洗6 min,清水漂洗10 min,反冲洗水强度5 L/(m2・s),反冲洗气洗强度为14 L/(m2・s)。
图5 为BAF 出水水质,即系统最终处理效果。BAF 为前端处理系统的强化单元,其对污水中的有机物、氨氮和SS 都有较好的去除效果。从图5 可以看出,在第12 天BAF 出水COD、氨氮质量浓度较高,分别为60、4.9 mg/L,这是因为进入污水处理系统的COD、氨氮质量浓度也较高。但随后污水处理系统水质出现波动时,BAF 对污染物的去除效果基本上稳定,出水水质优于设计指标。曝气生物滤池中比表面积较大的填料,为微生物附着生长的载体。填料表面形成生物膜,在与水体的不断接触过程中,有机物及氮等污染物被填料表面与层间的生物膜吸附、氧化降解。在运行中应维持一定的曝气量,这不仅为生物生长提供足够的溶解氧,而且有助于新老生物膜的更新换代,保证生物膜的高氧化能力。
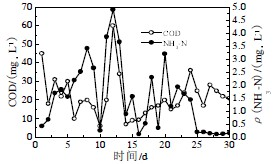
图5 系统出水水质
Fig.5 Effluent water quality of wastewater treatment system
4 运行费用及工程效益
4.1 运行费用
该废水处理(包括污泥处理)运行费用为2.02元/m3,其中人工费为0.13 元/m3,动力费1.22 元/m3,药剂费为0.57 元/m3,日常检修维护费为0.1 元/m3。
4.2 工程效益
废水经处理后,水中污染物浓度大幅度降低,出水主要指标均优于设计标准。该公司废水处理工程运行后每年最多可削减COD 为1 710.72 t,削减NH3-N 为231.66 t,大大减轻了水体污染,对促进区域经济发展和生态环境改善都有积极的作用。具体参见http://www.dowater.com更多相关技术文档。
5 结论
含氰废水中CN- 质量浓度较高,通过氯碱反应将废水中90%以上的CN- 去除,从而使CN- 质量浓度大大降低。
稳定运行时A/O 系统抗冲击负荷能力较强,在进入A/O 池的COD、氨氮浓度有较大波动时,生化处理单元仍有良好的去除效果,A/O 系统对COD 的去除率达到95%以上,对氨氮的去除率保持在90%左右。
BAF 作为污水处理系统的强化单元,对保证整个系统出水水质稳定发挥了很大的作用,出水COD、氨氮质量浓度达到并优于设计要求,具有良好的环境效益。
工程运行情况表明,预处理-A/O- 絮凝沉淀-BAF工艺处理煤制甲醇生产废水,处理效率高、维护管理方便、系统抗冲击负荷能力强、出水水质稳定,可为同类污水处理工程设计提供参考。