
研制高效、无毒的絮凝剂是目前环境工程领域中的重要内容,当今絮凝过程的研究趋势已由过去侧重工艺的优化逐渐发展为现在侧重药剂的开发.生物絮凝剂是一类由微生物产生的可使液体中不易降解的固体悬浮颗粒、菌体细胞及胶体粒子等凝聚、沉淀的特殊高分子代谢产物.该类絮凝剂是利用生物技术,通过微生物发酵、分离提取而得到的具有生物降解性和安全性的新型、高效、廉价、无毒、无二次污染的水处理剂,可广泛应用于给水和废水处理领域.
生物絮凝剂是典型的环境友好型功能材料.生物絮凝剂的研究始于20世纪50年代,日本学者首先发现微生物培养液具有絮凝作用.1976年,J.Nakamura等人对能产生絮凝效果的微生物进行了专门研究,掀起了微生物絮凝剂的研究热潮.目前,该项研究工作集中在:(1)针对单一菌株的分离、鉴定和培养;(2)侧重单一菌株所产絮凝剂的成分确定、净化机理及其应用研究.生物絮凝剂的研究还仅限于实验室水平,降低微生物絮凝剂生产成本是大规模工业化生产的关键.
复合型生物絮凝剂的概念是哈尔滨工业大学马放教授率先提出的,是以稻草、秸秆等廉价生物质材料为底物,利用纤维素降解菌群和絮凝菌群组成的复合型微生物絮凝剂产生菌菌群,进行两段式发酵后分离提取而获得的.本文针对复合型微生物絮凝剂产生菌高效菌株的筛选和最佳菌群的构建进行了研究,并对絮凝机理进行了探讨.
1 材料与方法
1.1 复合型生物絮凝剂的制备
1.1.1 菌种来源
絮凝菌来源于某炼油厂含油废水处理单元曝气池活性污泥.纤维素降解菌来自本实验室.
1.1.2 培养基
絮凝菌分离培养基(g/L):牛肉膏蛋白胨琼脂培养基[5].筛选培养基:葡萄糖,10.0g;K2HPO4,5.0g;MgSO4·7H2O,0.2g;KH2PO4,2.0g;NaCl,0.1g;尿素,0.5g;酵母膏,0.5g;pH,7.2~7.5.种子培养基:同筛选培养基.(注:葡萄糖在0.05MPa压力下灭菌30min,其他成分在0.1MPa压力下灭菌20min).纤维素降解菌种子培养基和发酵培养基为浓缩3倍的赫奇逊培养基[5].
1.1.3 培养条件
1.1.3.1 种子培养
于新鲜斜面上取一环菌,接至装有100mL种子培养基的250mL三角瓶中,在30℃、150r/min摇床转速下培养24h.
1.1.3.2 摇瓶培养
在500mL的三角瓶中装入250mL筛选培养基,灭菌后,按10%的接种量将菌种自种子培养基中接入培养基中,在30℃、150r/min摇床转速下培养72h,以发酵液的絮凝效果作为絮凝菌株筛选标准.在500mL的三角瓶中装入250mL发酵培养基,灭菌后,接入10%的纤维素降解菌群种子发酵液.在30℃、150r/min摇床转速下培养120h,此时接入10%的絮凝菌种子发酵液,相同培养条件下培养1d.根据最终发酵液的絮凝效果确定高效产絮菌株.将复筛得到的高效絮凝菌进行双菌(1∶1)混合培养的正交试验,采用上述相同的方法进行培养.根据最终发酵液的絮凝效果构建最佳的絮凝菌群.
1.2 测定方法
1.2.1 絮凝效果测定
初筛:在50mL量筒内加入0.2g高岭土,1mL1%的CaCl2水溶液,1mL发酵液,然后加水至50mL,摇匀,静止沉淀15min,同时以不加菌的培养基的高岭土悬浊液为对照,目测找出絮凝效果较好的菌株.复筛:采用混凝杯罐试验来测定絮凝剂的絮凝效果.此法同样适于絮凝菌群絮凝效果的测定.具体过程为:在烧杯中加入5g/L高岭土悬浊液1000mL,加入10mL的发酵液和1 5mL的10%的CaCl2水溶液作为助凝剂,同时以未接絮凝菌的培养基10mL和1 5mL的10%的CaCl2水溶液作为空白对照.采用六联的混凝搅拌仪搅拌完成之后,静止20min,然后使用浊度仪测定上清液的浊度,发酵液的絮凝效果用絮凝率进行表征,计算公式为μ/%=(A-B)/A×100,其中A表示参照上清液的浊度,B表示加入发酵液絮凝之后上清液的浊度.
1.2.2 菌种鉴定
菌株鉴定的生理生化试验参见文献进行.
1 2 3 絮凝活性分布实验
取10mL发酵液,3000r/min离心15min,留上清液备用.沉淀物以蒸馏水洗涤2次后,加入10ml蒸馏水制成悬浊液.分别测定发酵原液、上清液以及沉淀物悬浊液的絮凝活性.
1.2.4 灭菌失活后絮凝活性测定实验
将发酵液在121℃灭菌20min,测定其絮凝活性.
1.2.5 复合型微生物絮凝剂有效成分分析
还原糖含量测定采用3,5-二硝基水杨酸(DNS)比色法[8],蛋白质含量测定采用Folin-酚测定法.
2 结果与讨论
2.1 絮凝菌株筛选与鉴定
2.1.1 筛选结果
从处理含油废水的活性污泥中共分离出132株菌,初筛得到25株具有絮凝作用的菌株;复筛采用这25株菌的发酵液做混凝杯罐试验,发现其中12株为具有明显絮凝效果的菌株,絮凝率均在65%以上,F2、F3、F5和F6菌株的絮凝率>80%.
2.1.2 菌种鉴定结果
对所得12株絮凝菌进行生理生化特性鉴定.根据菌株的菌落形态和生理生化特性可知,12株菌中,芽孢杆菌属(Bacillus)8株,微球菌属(Micrococcus)2株,葡萄球菌属(Staphylococcus)1株,微杆菌属(Microbacterium)1株,其中4株高效絮凝菌F2、F3、F5和F6均属芽孢杆菌属.
2.2 絮凝菌混合培养
将4株高效絮凝菌株F2、F3、F5和F6按照(1∶1)接种进行混合培养,发现F2和F6菌株组合所得发酵液絮凝效果优于其他各组(表1),同时也优于各个单菌,这一现象与文献报道相符.KuraneR和Matsuyama研究结果表明,混合培养的条件下,不同微生物之间的相互作用促进微生物絮凝剂的产生.因此,该研究思路正确可行.后续试验中均采用F2和F6作为复合型生物絮凝剂产生菌,用于生产复合型生物絮凝剂HITM02.
现有研究认为,单株微生物的发酵存在目标产物转化效率低,培养条件要求严格和对环境因素适应性差等缺陷,混菌发酵正逐渐引起人们的重视,有望解决单菌发酵存在的问题.复合型生物絮凝剂采用秸秆等富含纤维素的农业废弃物作为主要的碳源.国内外的研究成果表明,虽然纤维素降解菌及其酶类在发酵工业中的应用已研究多年,仍然没有实现单一菌种用于大规模降解纤维素.这是因为:(1)纤维素酶的合成受到降解物的阻遏,如葡萄糖,纤维二糖、蔗糖和淀粉等皆能抑制此酶的合成;(2)纤维素酶的催化能力受其酶促反应的反馈抑制;(3)纤维素酶在酶促反应液中不稳定,易失活.复合型生物絮凝剂采用纤维素降解菌群和絮凝菌群两段式发酵,发酵体系中纤维素的降解产物很快被絮凝菌利用,消除了纤维素酶的合成中可能受到的降解物的阻遏作用,使酶可以不断生成,同时也解除了酶促反应终产物对酶的反馈抑制,使酶最大限度地对底物进行降解,实现高糖化率,产生的糖为“共存菌”,即絮凝菌,提供了生长发育所必需的碳源,实现了二者的互生和共生,实现了纤维素降解和微生物产絮两个过程的有机组合.
2.3 絮凝活性实验
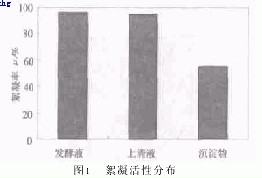
2.3.1 絮凝活性分布
发酵液、离心后上清液以及沉淀物悬浊液的絮凝活性测定结果表明(图1),上清液的絮凝活性远高于沉淀物,说明絮凝有效成分主要存在于发酵液中,是微生物细胞的代谢产物.同时菌体细胞和纤维素等底物的代谢残余物质有一定的促进絮凝的作用.

2.3.2 灭菌失活后絮凝活性测定实验
将发酵液在121℃灭菌20min,测定其絮凝率为94.3%,与未经过灭菌处理的发酵液相比,絮凝率仅下降了2.3%,说明复合型微生物絮凝剂具有良好的热稳定性.这一结果也进一步说明该絮凝剂中絮凝作用不是由菌体细胞产生的.相关文献表明,高温会严重影响某些生物絮凝剂的效率.因为高温可使生物高分子变性,空间结构改变,某些活性基团不再与悬浮颗粒结合,因而表现出絮凝活性的下降.例如R.erythropolis产生的絮凝剂在100℃的水中加热15min后,其絮凝活性下降50%.而复合型生物絮凝剂在加热到121℃后,絮凝效果依然保持.这一性质将有利于有效成份的提取、纯化,为复合型微生物絮凝剂产业化生产的安全性提供了保障.
2.4 复合型微生物絮凝剂有效成分分析及絮凝机理探讨
发酵液有效成分测定结果如下:还原糖未检出,总糖含量为1.76%,蛋白质的含量为5.4%.发酵液中蛋白质的含量最高,并且在絮凝效果不好的批次实验中,絮凝剂中蛋白质的含量明显降低(1.95%),同时总糖含量变化不大.因此,推断在絮凝过程中起主要作用的可能是蛋白质和多肽,多糖类物质对絮凝只起辅助作用.根据上述实验结果,分析复合型微生物絮凝剂的絮凝机理主要包括以下两方面:

1)电中和作用:蛋白质是两性电解质,既可与酸又可与碱相互作用.絮凝剂与处理水样中的颗粒进行广泛的接触,与颗粒表面带的相反电荷发生中和作用,颗粒之间能够充分地相互靠拢,使得吸引力成为主要作用力,排斥作用减弱,从而形成密实的絮体,促进颗粒的絮凝沉降.
2)吸附架桥作用:发酵液中的蛋白质、多肽和多糖等物质均为半刚性长链大分子,投加到水中充分伸展,具有较大空间体积,对水中悬浮粒子具有吸附架桥作用.由扫描电镜照片(图2)可以清晰地观察到,絮凝菌在发酵过程中分泌大量的黏液性物质,对水中悬浮颗粒具有一定的吸附作用.
同时,秸秆等富含纤维素的生物底物在发酵过程中降解不完全,其代谢残留物可吸附有机大分子,即本身也具有良好的絮凝作用,作为复合型生物絮凝剂的一部分,起到良好的“增絮”作用.絮凝体的形成是一个复杂的过程,复合型微生物絮凝剂的广谱活性和耐高温性说明它是由多种机理共同起作用.为了更进一步解释絮凝机理,还需作更深入的研究.通过以上研究可以看出,复合型微生物絮凝剂的特点是:其一,菌剂是复合型的,其发酵是利用纤维素降解菌群和絮凝菌群进行连续发酵,而非单一菌种发酵;其二,有效成分具有复合性,主要为蛋白质、多肽、多糖类物质以及底物的代谢残留物.复合型微生物絮凝剂的生产通过混菌发酵,利用了秸秆等农业废弃物作为发酵底物,大大降低了生产成本,为其工业化生产奠定了基础.
3 结 论
1)从活性污泥中筛选得到4株絮凝率>80%的高效絮凝菌F2、F3、F5和F6,经鉴定均属芽孢杆菌属.
2)4株高效絮凝菌中,F2和F6菌株按照1:1比例混合培养所得发酵液絮凝率可达93 1%,优于各个单菌,同时优于其他双菌组合.
3)复合型生物絮凝剂HITM02有效成分存在于发酵液中,具有良好的热稳定性.主要的有效成分包括蛋白质、多糖和多肽类物质,与发酵过程中纤维素等的代谢残留物共同作用,具有优良的絮凝能力.
4)复合型生物絮凝剂HITM02的絮凝机理包括蛋白质等两性电解质的电中和作用;蛋白质、多肽、多糖等高分子物质和纤维素等的代谢残留物共同具有的吸附架桥作用.来源:21世纪精细化工网