
申请日2018.01.24
公开(公告)日2018.07.27
IPC分类号C02F3/28
摘要
本发明涉及一种循环式EGSB反应装置及基于该装置的污水处理方法,装置包括反应单元、气体分离单元及污水进水单元,反应单元包括反应器壳体以及设置在反应器壳体内的污泥收集机构,气体分离单元包括设置在反应器壳体外部并与污泥收集机构相连通的分离器,该分离器的底部与反应器壳体的底部相连通,顶部开设有排气口,污水进水单元与分离器相连通;污水处理时,脱氮处理后的污水一部分由反应器壳体排出,另一部分夹杂着厌氧氨氧化污泥,并经污泥收集机构进入分离器中。与现有技术相比,本发明实现了最大化对上浮污泥的收集,避免高活性污泥在非反应区的聚集、滞留及腐化,提高了厌氧氨氧化污泥的脱氮效能并有利于促进厌氧氨氧化污泥颗粒化。
权利要求书
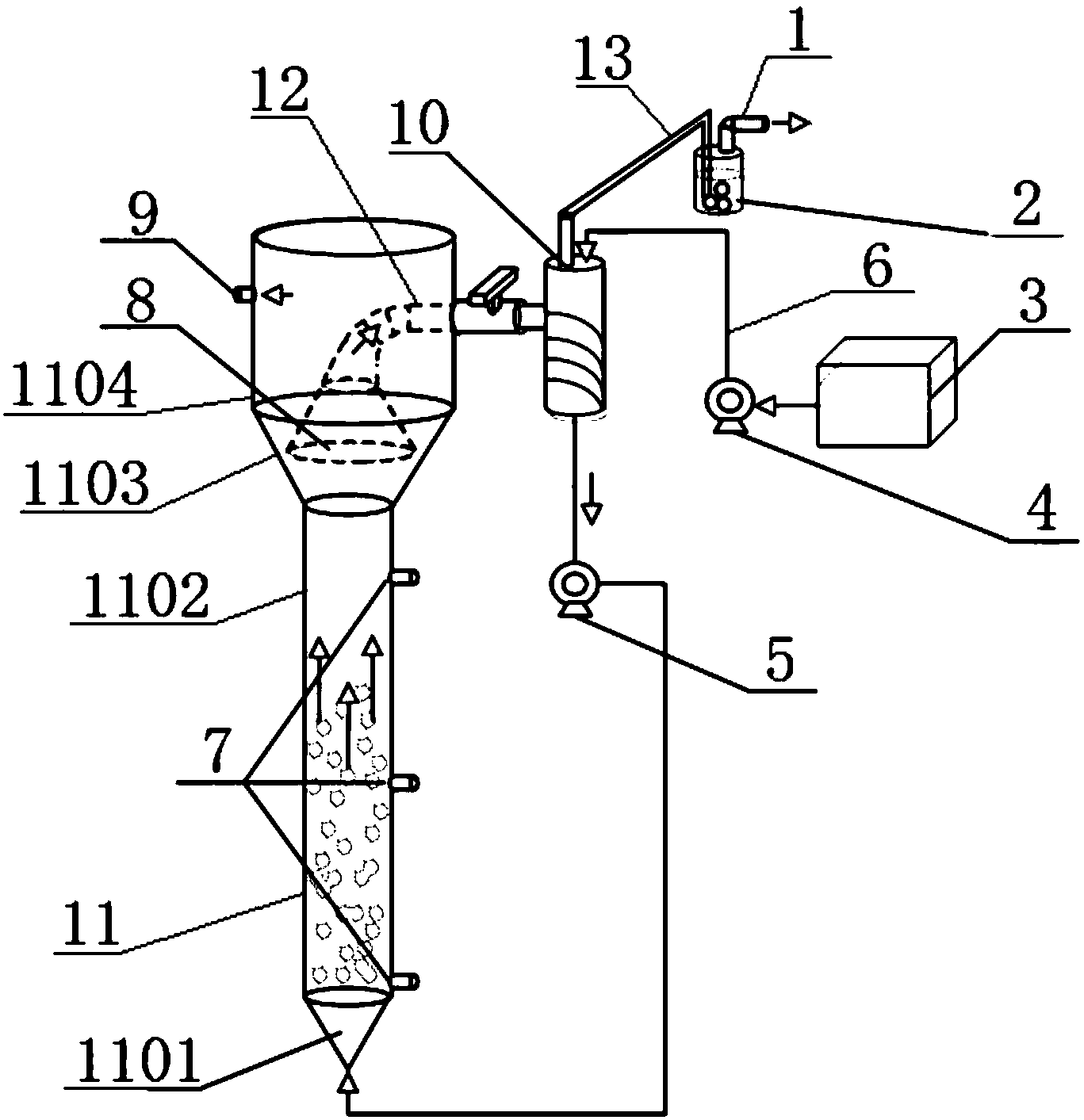
1.一种循环式EGSB反应装置,其特征在于,该装置包括反应单元、气体分离单元及污水进水单元,所述的反应单元包括反应器壳体(11)以及设置在反应器壳体(11)内的污泥收集机构,所述的气体分离单元包括设置在反应器壳体(11)外部并与污泥收集机构相连通的分离器(10),该分离器(10)的底部与反应器壳体(11)的底部相连通,顶部开设有排气口,所述的污水进水单元与分离器(10)相连通。
2.根据权利要求1所述的一种循环式EGSB反应装置,其特征在于,所述的反应器壳体(11)包括由下而上依次相连的整流段(1101)、反应段(1102)、扩径段(1103)及排水段(1104),所述的污泥收集机构的底部位于扩径段(1103)内,顶部与分离器(10)相连通,所述的分离器(10)的底部与整流段(1101)相连通。
3.根据权利要求2所述的一种循环式EGSB反应装置,其特征在于,所述的反应段(1102)及排水段(1104)均呈竖直设置的管状,并且所述的排水段(1104)的内径大于反应段(1102)的内径。
4.根据权利要求2所述的一种循环式EGSB反应装置,其特征在于,所述的污泥收集机构包括底部设置在扩径段(1103)内的污泥收集罩(8)以及设置在污泥收集罩(8)顶部与分离器(10)之间的污泥循环输送管(12)。
5.根据权利要求4所述的一种循环式EGSB反应装置,其特征在于,所述的整流段(1101)呈漏斗状,所述的污泥收集罩(8)呈倒置的漏斗状。
6.根据权利要求1所述的一种循环式EGSB反应装置,其特征在于,所述的气体分离单元还包括水封池(2)、气体输送管(13)及排气管(1),所述的气体输送管(13)的一端与排气口相连通,另一端插设在水封池(2)内,所述的排气管(1)设置在水封池(2)的顶部,并与水封池(2)的内部相连通。
7.根据权利要求1所述的一种循环式EGSB反应装置,其特征在于,所述的污水进水单元包括污水池(3)及污水进水管(6),该污水进水管(6)的一端与污水池(3)相连通,另一端与分离器(10)的顶部相连通。
8.一种基于如权利要求1至7任一项所述的装置的污水处理方法,其特征在于,该方法为:污水进水单元中的待处理污水经分离器(10)进入反应器壳体(11)内,并在反应器壳体(11)内由下而上流动,同时反应器壳体(11)内的厌氧氨氧化污泥对待处理污水进行脱氮处理;脱氮处理后的污水一部分由反应器壳体(11)排出,另一部分夹杂着厌氧氨氧化污泥,并经污泥收集机构进入分离器(10)中,与分离器(10)中的待处理污水混合;分离器(10)中的气体由排气口排出。
9.根据权利要求8所述的一种基于装置的污水处理方法,其特征在于,所述的反应器壳体(11)中,厌氧氨氧化污泥的挥发性污泥浓度≥3000mg/L。
10.根据权利要求8所述的一种基于装置的污水处理方法,其特征在于,所述的反应器壳体(11)中,液流的上升流速为4-5m/h,水力停留时间为15-20h,反应温度为30-35℃。
说明书
一种循环式EGSB反应装置及基于该装置的污水处理方法
技术领域
本发明属于污水处理技术领域,涉及一种循环式EGSB反应装置及基于该装置的污水处理方法。
背景技术
厌氧氨氧化菌的发现,为污水的生物脱氮提供了新选择和新理念。污水的厌氧氨氧化污泥脱氮过程通常在厌氧反应器中进行,应用较为广泛的厌氧反应器为UASB(上流式厌氧污泥床)反应器,此类厌氧反应器的运行及维护相对简单,且连续流运行模式使其更适于应对连续产生的待处理污水。EGSB(膨胀颗粒污泥床)反应器是在UASB反应器基础上开发改进的第三代厌氧反应器,因其具有结构简单、负荷高、适应性广等特点,受到国内外普遍推崇。
然而,在现有的EGSB反应器中运行厌氧氨氧化工艺时,由于厌氧氨氧化菌增殖缓慢,且氮负荷高时产生的氮气量较大且剧烈,常常会出现较严重的污泥上浮问题,进而导致污泥积聚、腐化或流失等,影响了厌氧氨氧化工艺体系脱氮性能的长期稳定性。因此,亟需针对厌氧氨氧化污泥的特性,设计优化厌氧反应器的构型,以更好地实现厌氧氨氧化脱氮效能,促进厌氧氨氧化工艺的应用推广。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种循环式EGSB反应装置及基于该装置的污水处理方法。
本发明的目的可以通过以下技术方案来实现:
一种循环式EGSB反应装置,该装置包括反应单元、气体分离单元及污水进水单元,所述的反应单元包括反应器壳体以及设置在反应器壳体内的污泥收集机构,所述的气体分离单元包括设置在反应器壳体外部并与污泥收集机构相连通的分离器,该分离器的底部与反应器壳体的底部相连通,顶部开设有排气口,所述的污水进水单元与分离器相连通。
作为优选的技术方案,所述的分离器为三相分离器。
进一步地,所述的反应器壳体包括由下而上依次相连的整流段、反应段、扩径段及排水段,所述的污泥收集机构的底部位于扩径段内,顶部与分离器相连通,所述的分离器的底部与整流段相连通。
作为优选的技术方案,所述的分离器的底部与整流段之间设有循环泵。
进一步地,所述的反应段及排水段均呈竖直设置的管状,并且所述的排水段的内径大于反应段的内径。
作为优选的技术方案,所述的反应器壳体的高径比为25-35,所述的反应段的高径比为22-28。
作为优选的技术方案,所述的反应段上沿竖直方向均匀布设有多个取样口。
作为优选的技术方案,所述的排水段上设有排水段出水口。
进一步地,所述的污泥收集机构包括底部设置在扩径段内的污泥收集罩以及设置在污泥收集罩顶部与分离器之间的污泥循环输送管。
作为优选的技术方案,所述的污泥收集罩浸没在液流中。污泥收集罩不仅具有最大化收集浮泥及气体、分流部分液体的作用,还具有整流作用。
作为优选的技术方案,所述的污泥收集罩的高度小于排水段出水口的高度。
作为优选的技术方案,所述的污泥循环输送管的一端与污泥收集罩的顶部相连通,另一端与分离器的侧面相连通。
进一步地,所述的整流段呈漏斗状,所述的污泥收集罩呈倒置的漏斗状。反应器壳体底部的漏斗状整流段设计,与顶部倒漏斗状的污泥收集罩相对设置,使液流在反应器壳体内部形成线性流场结构。
进一步地,所述的气体分离单元还包括水封池、气体输送管及排气管,所述的气体输送管的一端与排气口相连通,另一端插设在水封池内,所述的排气管设置在水封池的顶部,并与水封池的内部相连通。
进一步地,所述的污水进水单元包括污水池及污水进水管,该污水进水管的一端与污水池相连通,另一端与分离器的顶部相连通。将污水进水口设置在分离器的顶端,使循环液流受到进水液流冲击,进一步增强水力剪切作用。
作为优选的技术方案,所述的污水进水管上设有污水进水泵。
作为优选的技术方案,所述的分离器采用内螺旋设计及跌水运行模式,使液流在三相分离器中受到突然增大的水利剪切作用。
一种基于所述的装置的污水处理方法,该方法为:污水进水单元中的待处理污水经分离器进入反应器壳体内,并在反应器壳体内由下而上流动,同时反应器壳体内的厌氧氨氧化污泥对待处理污水进行脱氮处理;脱氮处理后的污水一部分由反应器壳体排出,另一部分夹杂着厌氧氨氧化污泥,并经污泥收集机构进入分离器中,与分离器中的待处理污水混合;分离器中的气体由排气口排出。夹杂着厌氧氨氧化污泥的污水进入分离器中,经跌水作用及进水的冲击,泥水混合液和气体有效分离,气体经气体输送管进入水封池,泥水混合液由分离器底部流入循环泵并再次进行循环。
进一步地,所述的反应器壳体中,厌氧氨氧化污泥的挥发性污泥浓度(MLVSS)≥3000mg/L。
进一步地,所述的反应器壳体中,液流的上升流速为4-5m/h,水力停留时间(HRT)为15-20h,反应温度为30-35℃。
本发明中,通过控制液流的上升流速,使分散及密度相对小的絮状厌氧氨氧化污泥进入污泥收集机构中,实现污泥回收的目的;通过创造合理的流场结构促进颗粒污泥的形成。此外,较大高径比的反应器壳体中特定的线性流态结构能够形成较长的环形流线轨迹,增加了污泥间的有效碰撞几率,从而促进污泥的颗粒化,形成颗粒污泥。
与现有技术相比,本发明具有以下特点:
1)分离器的合理设置使水力剪切作用最大化,实现高效的气体脱除,脱除气体后的泥水混合液经由循环管路可及时有效地返回反应段内的主反应区,避免了高丰度高活性浮泥的流失或在非反应区的聚集、滞留及腐化,达到维持或增加系统有效工作生物量的目的,可有效提高厌氧氨氧化污泥的脱氮效能;
2)反应段上方的倒漏斗状的污泥收集罩,与反应段底部的漏斗状整流段相对应,呈上下对称结构,可形成优化的流场结构,有利于污泥的颗粒化过程,最大化对上浮污泥的收集,可有效提升装置的污泥持留能力并促进污泥颗粒化进程;
3)实现了最大化对上浮污泥的收集,避免高活性污泥在非反应区的聚集、滞留及腐化,提高了反应单元中厌氧氨氧化污泥的脱氮效能并有利于促进厌氧氨氧化污泥颗粒化。