
申请日2018.05.18
公开(公告)日2018.10.16
IPC分类号C02F9/14; C02F101/38; C02F103/34; C02F103/36
摘要
本发明涉及一种甘氨酸生产废水的清洁处理方法。具体步骤为,先用盐酸将甘氨酸废水调pH=2~3.5范围内,抑制氯化铵分解;然后经过Ⅰ效蒸发和Ⅱ效蒸发系统得到高氨氮和高COD含量的冷凝水,该水可直接返回甘氨酸生产系统重复利用,以降低乌洛托品和甲醇用量;再经过减压闪蒸系统浓缩得到中等含量氨氮和COD的冷凝水;闪蒸系统得到的水通过专门的高真空低温蒸发系统处理;低温蒸发得到的低氨氮和COD含量的冷凝水,进一步通过有机复合膜处理和生化处理后,可达二级排放标准,含较高氨氮和COD的剩余残液仍返回甘氨酸系统重复利用。该方法设备投资小,母液处理无害化,节能环保,甘氨酸废水可实现闭路循环,适合甘氨酸行业内广泛应用。
翻译权利要求书
1.一种甘氨酸生产废水的清洁处理方法,特征在于:先将甘氨酸废水进行pH调制过程,再经过一效真空蒸发、二效真空蒸发和闪蒸系统浓缩后,一部分冷凝水返回甘氨酸生产系统,一部分经过专门高真空低温蒸发系统、有机复合膜处理和生化处理后达标排放,具体步骤如下:
(1)先用量浓度为30-32%盐酸调配甘氨酸废水的pH=1~3.5范围内;
(2)再将该废水经过一效蒸发系统、二效蒸发系统和闪蒸器浓缩得到三种不同组成的冷凝水,一效蒸发系统、二效蒸发系统产生的冷凝水直接返回甘氨酸生产系统溶解乌洛托品,闪蒸器浓缩得到冷凝水进高真空低温蒸发系统处理;
(3)低温蒸发得出的水继续通过有机复合膜处理和生化处理后,得到达标排放标准的污水,剩余残液又返回甘氨酸系统。
2.权利要求1所述的甘氨酸生产废水的清洁处理方法,其特征在于:步骤(1)中所述的盐酸的质量浓度为31%盐酸,调配甘氨酸废水的pH=2.0。
3.权利要求1所述的甘氨酸生产废水的清洁处理方法,其特征在于:步骤(2)酸性废水进入一效真空蒸发前先经过Ⅰ效加热器加热至90~125℃,再进入一效真空蒸发系统,控制真空度-0.02~-0.04Mpa进行浓缩,产生一效蒸发冷凝水。
4.权利要求1所述的甘氨酸生产废水的清洁处理方法,其特征在于:步骤(2)一效浓缩液进入二效真空蒸发前先经过II效加热器加热至70~100℃,再进入二效真空蒸发系统,控制真空度-0.04~-0.07Mpa进行浓缩,产生二效蒸发冷凝水。
5.权利要求1所述的甘氨酸生产废水的清洁处理方法,其特征在于:步骤(2)二效浓缩液经闪蒸系统进行浓缩,产生闪蒸器冷凝水;闪蒸器浓缩液再经过外循环冷却器降温结晶,离心可得氯化铵产品,母液返回甘氨酸废水;闪蒸器冷凝水经过高真空低温蒸发系统(真空-0.085~0.09Mpa,温度50~60℃之间)处理,产生大量稀蒸发冷凝水,最后的残液可全部送至甘氨酸生产车间,作为溶解催化剂乌洛托品的补水。
6.权利要求5所述的甘氨酸生产废水的清洁处理方法,其特征在于:所述的闪蒸系统内真空度控制为-0.07Mpa以上;高真空低温蒸发系统内的真空控制为-0.085~0.09Mpa,温度为50~60℃。
说明书
一种甘氨酸生产废水的清洁处理方法
技术领域
本发明属于甘氨酸生产技术领域,特别是涉及一种甘氨酸生产废水的清洁处理方法。
背景技术
目前,国内甘氨酸生产仍采用比较传统的氯乙酸氨解法,其简单过程为:以水为溶剂,用乌洛托品作催化剂,由氯乙酸和氨气反应,产生甘氨酸和氯化铵的混合物,然后加入大量甲醇醇析,通过离心机分离出含有氯化铵、甘氨酸、乌洛托品、水、甲醇等复杂成分的母液后,得到了甘氨酸固体。针对甘氨酸分离后的离心母液,普遍先采用精馏塔分离出甲醇,再将精馏塔塔底残液通过双效蒸发(温度为120℃以上)浓缩回收蒸发冷凝水,并副产低品质的氯化铵产品,最终产生一定量的红色废水。
其中,为回收其中的氯化铵而产生的蒸发冷凝水(俗称“白水”)和红色废水(俗称“红水”)属行业内高难度治理废水。通常情况下,甘氨酸厂家对红色废水进一步浓缩至含水量降至20%以内,再补贴运费与复合肥厂合作生产复合肥。蒸发冷凝水成分复杂,氨氮含量为5000~10000ppm以上,COD含量为30000~ 50000ppm,乌洛托品含量为3~5%等。当前,行业内主流技术是采用物化法(一次吹脱→催化氧化→二次吹脱)和膜分离法对该废水进行处理,处理后的大量废水尽量回用于生产系统:(1)一部分经过预中和后用作甘氨酸合成工序溶解乌洛托品;(2)一部分作为氯乙酸配水,这部分消化量有限,大量配水将严重影响甘氨酸合成收率,得不偿失;(3)一部分用于吸收氯化氢生产品质较差的盐酸;(4)剩余部分需要通过特殊手段去除乌洛托品后,污水生化处理后达标排放。
公开号为CN103303942A、名称为“一种从甘氨酸母液中回收氯化铵的方法及设备”的发明专利,主要是将甘氨酸醇析、离心后的母液先通过填料精馏塔分离出90~93%的甲醇,精馏塔残液再经过真空状态下(-0.04Mpa~-0.07Mpa) 的两级逆流蒸发器(110℃和85℃)浓缩后,然后将浓缩液进行连续降温结晶,最后将结晶液增稠、离心分离得到氯化铵产品,同时产生蒸发冷凝水和最终废液。但是,该方法存在设备要求高、蒸汽能耗大、产品纯度低、蒸发冷凝水和废液引起的环境问题依旧存在等缺点。
公开号为CN107573252A、名称为“一种氯乙酸法生产甘氨酸过程中废水回收利用的方法”的发明专利,将回收氯化铵时产生组分有差异的蒸发冷凝水,回用于甘氨酸合成不同工序中,实现蒸发冷凝水的全部回用。但是,蒸发冷凝水的回用会引起甘氨酸合成和萃取工序工艺稳定性变差,甘氨酸收率和品质也随氯化铵回收工艺稳定性而波动,需兼顾甘氨酸收率、产品质量、氯化铵回收工艺和废水回用方法之间的关系,工艺弹性不大。其次,一旦甘氨酸合成工序出现产品不合格耗用大量甲醇水溶液进行洗料会增加系统水量,可能会造成冷凝水回用压力加大。
发明内容
为了克服现有技术的不足,本发明提供了一种甘氨酸生产废水的清洁处理方法,大部分废水可回用于甘氨酸生产系统,少部分废水经生化处理后可达标排放,可基本实现清洁生产。
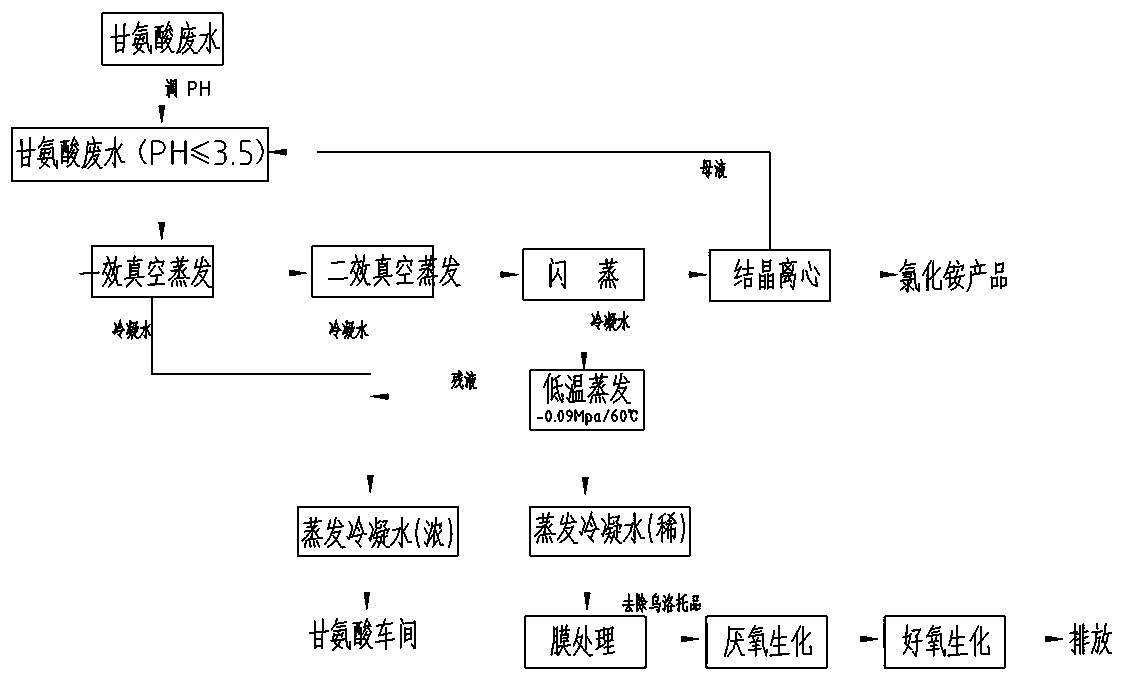
一、本发明的实现,包括以下步骤:
(1)甘氨酸离心母液经精馏塔回收甲醇后,得到甘氨酸废水(成分组成: 50-60%水、3-8%甘氨酸、25-30%氯化铵、0.5-2%甲醇、2.5-5%乌洛托品和3-8%其它杂质)。
(2)将甘氨酸废水用31%盐酸调PH=2~3.5,使NH4Cl=NH3+HCl平衡向左移动,抑制氯化铵分解。
(3)酸性废水连续经过由Ⅰ效加热器(90~125℃)、Ⅰ效蒸发器和Ⅰ效强制循环泵组成的一效真空(真空度-0.02~-0.04Mpa)蒸发系统进行浓缩,产生一效蒸发冷凝水。本部分冷凝液可全部送至甘氨酸生产车间,作为溶解催化剂乌洛托品的补水。
(4)一效浓缩液再经过由Ⅱ效加热器(70~100℃)、Ⅱ效蒸发器和Ⅱ效强制循环泵组成的二效真空真空度(真空度-0.04~-0.07Mpa)蒸发系统进行浓缩,产生二效蒸发冷凝水。本部分冷凝液也可全部送至甘氨酸生产车间,作为溶解催化剂乌洛托品的补水。
(5)二效浓缩液再经过换热面积较大的闪蒸器(真空度-0.07Mpa以上)进行浓缩,产生闪蒸器冷凝水。
(6)闪蒸器浓缩液再经过外循环冷却器降温结晶,离心可得氯化铵产品,母液返回甘氨酸废水。
(7)闪蒸器冷凝水经过低温蒸发器(真空-0.085~0.09Mpa,温度50~60℃以下)处理,产生大量稀蒸发冷凝水,最后的残液可全部送至甘氨酸生产车间,作为溶解催化剂乌洛托品的补水。
(8)稀蒸发冷凝水再经过特殊膜处理去除少部分乌洛托品后,再进行厌氧和好氧生化处理,即可达标排放。
二、本方法有如下优点:
1)甘氨酸废水通过酸调节后,可完全抑制氯化铵在后续工序中的分解,进而大幅降低蒸发冷凝水氨氮含量。
2)产生高氨氮、高COD、高乌洛托品的白水完全可返回系统中循环,产生的中等含量的氨氮和COD的冷凝水经过处理后可达标排放。
3)分离氯化铵产生的大部分废液(俗称“红水”)通过稀释可返回系统中返蒸料,不会影响氯化铵离心工序。
4)稀蒸发冷凝水经过特殊膜处理后,乌洛托品含量可降至0.5%以下,满足生化处理的要求,经厌氧和好氧菌处理后,废水可达标排放。
5)本方法具有工艺、设备简单,操作简便。
6)本方法处置后的废水量可与甘氨酸生产中所用水量达到平衡,水完全可实现闭路循环,可保障甘氨酸现有工艺绿色生产。