
申请日2003.11.17
公开(公告)日2005.05.25
IPC分类号C12P3/00
摘要
一种利用污水厂剩余污泥厌氧发酵制氢的方法和装置,将活性污泥先用碱调节pH=12.0~13.0,搅拌12~24h,连续泵入厌氧发酵产氢反应器中,并充入氮气以驱除其中的氧气,并控制反应器中的pH=9.5~10.0,温度为20~55℃进行厌氧发酵,污泥停留时间为12~24h,可连续制取生物氢气。该装置主要由污泥碱处理反应器、污泥厌氧发酵制氢反应器、酸度控制系统和气体收集系统等部分组成。污泥碱处理主要是起到污泥融胞和富集产氢菌并抑制耗氢菌生长的作用。本发明操作简便、易于控制,具有工业产氢的实用性,是一种适用于富含有机质污泥的生物制氢技术。
権利要求書
1、一种利用污水厂剩余污泥厌氧发酵制氢的方法,将活性污泥用碱 调节初始pH=9.0~12.5,充入氮气以驱除其中的氧气,并控制温度20~55 ℃,进行厌氧发酵20~30小时后获得氢气。
2、如权利要求1所述的方法,其特征在于,将活性污泥先用碱调节 pH=12.0~13.0,搅拌12~24h,然后按权利要求1进行厌氧发酵制氢。
3、如权利要求1或2所述的方法,其特征在于,所述的碱为NaOH、 Ca(OH)2或/和KOH。
4、如权利要求1或2所述的方法,其特征在于,所述厌氧发酵是向 污泥产氢反应器中充入氮气。
5、一种利用污水厂剩余污泥厌氧发酵制氢的方法,将活性污泥先用 碱调节pH=12.0~13.0,搅拌12~24h,连续泵入厌氧发酵制氢反应器中, 充入氮气以驱除其中的氧气,并控制反应器中的pH=9.5~10.0,温度为 20~55℃,污泥停留时间为12~24h,可连续制取生物氢气。
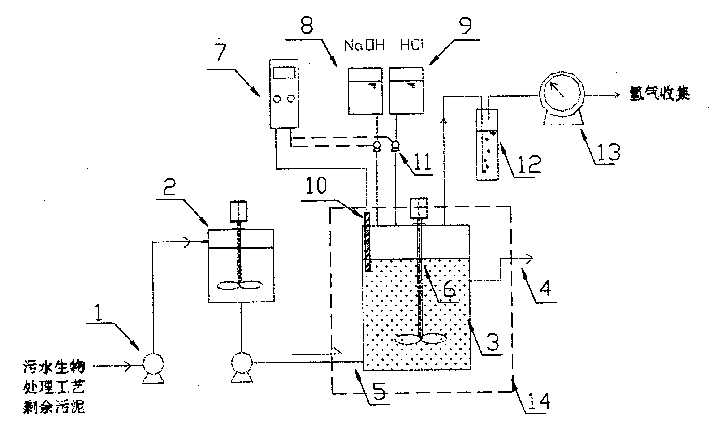
6、一种实施权利要求5所述方法的装置,包括有:
一污泥输送泵,与一污泥碱处理反应器管道相连;
一污碱处理反应器通过一泵连接至污泥制氢反应器的碱处理污泥入 口;
污泥制氢反应器还设有一制氢后污泥出口;
上述污泥碱处理反应器和污泥发酵制氢反应器均为密闭反应器;
上述污泥碱处理反应器和污泥发酵制氢反应器均设有气密性搅拌 器;
一酸度控制系统,由一在线pH控制板、一pH电极、一碱罐和一酸 罐组成,其中:
pH电极置于制氢反应器内,将反应器内的酸度反馈至在线pH控制 板,由该控制板控制碱罐和酸罐向制氢反应器加碱或酸,以使制氢反应 器内的污泥达到预定的pH值;
一温度控制系统,将制氢反应器置于其内,以使反应器内的反应温 度达到预定温度值;
一氢气收集器,用于收集制氢反应器产出的氢气。
7、如权利要求6所述的装置,其特征在于,所述污泥碱处理反应器 和污泥发酵制氢反应器设置的搅拌器为机械搅拌器或气体循环式搅拌 器。
8、如权利要求6所述的装置,其特征在于,所述氢气收集器的进气 口装有一气体计量器。
说明书
一种利用污水厂剩余污泥厌氧发酵制氢的方法与装置
技术领域
本发明属于利用厌氧发酵法处理污水处理厂生物处理工艺中剩余活 性污泥制氢的技术,特别涉及一种通过加碱预处理污泥并控制在碱性条 件下厌氧发酵制氢的方法。
本发明还涉及实现上述方法的装置。
背景技术
当今世界面临着能源短缺和环境污染的两大挑战性的课题。目前世 界能源约80%是依赖化石燃料,如石油,天然气和煤炭等。然而这些能 源物质的储备都是很有限的且使用过程中会造成全球环境的恶化。因此, 寻求一种清洁可再生的能源物质来代替化石燃料成为当前世界各国的一 个研究热点。氢气作为一种清洁无污染的绿色能源倍受大家的关注。它 燃烧后只产生水,不排放任何污染物质,而且燃烧热值高,每千克氢燃 烧后能放出142.35千焦的热量,为汽油的2.75倍,酒精的3.9倍,焦炭 的4.5倍。而且氢气也是许多工业生产中很重要的原料之一。目前氢气的 获得方式大致可以分为两大类,即物化法和生物法。其中物化法主要有 水电解、水煤气转化法和甲烷裂化法等,这些方法本身需要消耗大量的 能源物质。然而生物法制氢方法无需消耗大量能量,具有经济和环境友 好等优点。利用废水或固体废弃物中有机质发酵制氢,在降解有机物、 消除污染的同时获取氢气,可降低制氢成本并保护了环境。目前,生物 法制氢研究最多的是光合生物法制氢和细菌发酵法制氢。采用各种有机 废水和有机固体废弃物进行生物发酵制氢的研究不断增多,其中包括糖 蜜废水、酿酒废水、植物淀粉生产废水、纤维素微晶以及城市有机固体 垃圾等。
随着人们环境意识的提高和环境法规的日益严格,有越来越多的污水 处理厂已经投入使用或正在建设中,这将大幅度地增加污泥处理的投入和 处理费用。但是剩余活性污泥中富含大量的有机物质,比如多糖类,蛋 白质和脂肪类物质等。这些有机物可以通过能源回收的方式进行稳定化、 无害化和资源化处理。通常剩余污泥的处理大多是采用厌氧发酵产甲烷 的技术来进行。但是这个过程所产生的甲烷气体以及它燃烧后所产生的 二氧化碳等废气都是造成全球温室效应的重要因素。众所周知,氢气是 污泥厌氧发酵过程中的一种重要的中间产物。利用污水厂剩余污泥发酵 制氢的技术不仅可获得清洁能源,同时又合理地处理污泥,为污泥处理 提供了一种新的途径。从污泥发酵过程中获取氢气的关键技术是如何维 持较高的氢气产率,而且不发生甲烷化反应。目前已有的有关剩余污泥 发酵制氢的方法包括通过投加纯培养的产氢菌(Clostridium bifermentans) 的生物强化的方法来发酵制氢,另外还通过将污泥加热煮沸来达到污泥 融胞和富集产氢菌的方法产氢。但是这些方法发酵培养的pH均在5.5~7.5 之间,不能有效地抑制耗氢菌的生长,导致产生的氢气又被迅速地消耗 掉,从而无法实现污泥的连续发酵制氢的目的。
发明内容
本发明的目的在于提供一种利用污水厂剩余污泥厌氧发酵制氢的方 法,通过将污泥碱预处理融胞并控制在高pH的条件下厌氧发酵,实现了 污泥的连续发酵制氢,从而解决了污泥发酵制氢过程中氢气消耗的问题, 有利于污泥连续发酵制氢的实现。
本发明提供的利用污水厂剩余污泥厌氧发酵制氢的方法,将活性污 泥用碱调节初始pH=9.0~12.5,充入氮气以驱除其中的氧气,控制温度 20~55℃,进行厌氧发酵20~30小时后获得氢气。
本发明也可以先将活性污泥先用碱调节pH=12.0~13.0,搅拌12~24小 时进行预处理,预处理后的污泥再用酸或碱调节初始pH=9.0~12.5,充入 氮气以驱除其中的氧气,并控制温度20~55℃,进行厌氧发酵20~30小时 后获得氢气。污泥加碱预处理主要是起到污泥融胞和富集产氢菌并抑制 耗氢菌生长的作用。
上述方法是在一密闭的容器中进行,当反应完毕后,打开容器清除 反应后的污泥,再充填新的污泥和碱,重复进行操作步骤。
本发明采用厌氧发酵制氢反应器可以连续制取生物氢气,其步骤是 将活性污泥先用碱调节pH=12.0~13.0,搅拌12~24小时,连续泵入厌氧 发酵制氢反应器,并充入氮气以驱除其中的氧气,控制厌氧发酵制氢反 应器中的pH=9.5~10.0,温度为20~55℃,污泥停留时间为12~24小时, 可连续制取生物氢气。
本发明采用的碱为NaOH、Ca(OH)2或/和KOH。
本发明采用的厌氧发酵制氢反应器,包括有:
一污泥输送泵,与一密闭的污泥碱处理反应器之间用管道相连,该 输送泵将污泥泵入碱处理反应器中。
污碱处理反应器完成碱预处理后,经过一泵将碱预处理过的污泥通 过污泥制氢反应器的碱处理污泥入口输送至制氢反应器中;该制氢反应 器为密闭反应器,并设有一制氢后污泥出口,用于排放完成制氢反应的 污泥。
污泥碱处理反应器和污泥发酵制氢反应器均设有气密性搅拌器,该 搅拌器可以是机械搅拌器,也可以是气体循环式搅拌器。
本发明中制氢反应器的反应酸度,由一置于制氢反应器中的pH电极 将制氢反应器中污泥的酸度反馈至在线pH控制板(如采用但不限于 PHG-21D型工业pH/ORP计),由该控制板控制碱罐和酸罐向制氢反应器 加碱或酸,以使制氢反应器内的污泥达到预定的pH值。
本发明中制氢反应器的反应温度由一温度控制系统(如采用但不限 于XMTD型数显温控仪)进行控制,以使反应器内的反应温度达到预定 温度值。
制氢反应器产出的氢气通过一气体计量器收集至氢气收集器中。