
申请日2003.10.31
公开(公告)日2004.10.27
IPC分类号C02F3/28
摘要
本发明公开了一种有机废水的处理方法及其厌氧污泥床反应器,利用在入流端均匀布水,使有机废水从入流端以水平推流的形式流向出流端,在入流端形成A型颗粒污泥的高浓度区,在中间段以及出流端形成B型和C型颗粒污泥的高浓度区。按照上述方法,厌氧污泥床反应器的容器水平横截面做成矩形或圆形,在容器上设有均匀分布在入流端的入流装置,在距离入流装置水平方向的远端设有出流装置,可在反应器前端形成A型颗粒污泥而在反应器后端形成B型、C型颗粒污泥的合理分布,从而较UASB反应器有更大的处理能力,单位反应器的COD容积负荷高达数千克甚至数十千克,且单位反应器容积的投资较UASB等节约50%左右。
権利要求書
1、有机废水的处理方法,利用在入流端均匀布水,使有机废水 从入流端以水平推流的形式流向出流端,在入流端形成A型颗粒污 泥的高浓度区,在中间段以及出流端形成B型和C型颗粒污泥的高 浓度区。
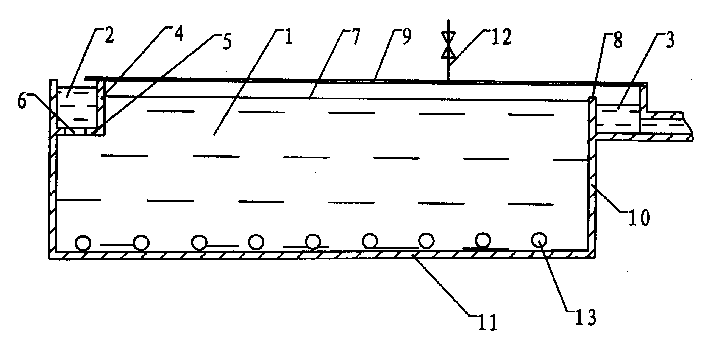
2、利用权利要求1所述的有机废水的处理方法制造的厌氧污泥 床反应器,包括容器(1),其特征是:所述容器(1)是由环绕闭合 的周边(10)和底面(11)组成,在容器(1)上设有均匀分布在入 流端的入流装置(2),在距离上述入流装置(2)水平方向的远端设 有出流装置(3)。
3、如权利要求2所述的厌氧污泥床反应器,其特征是:所述容 器(1)的水平横截面为矩形,所述入流装置(2)和出流装置(3) 均匀设置在容器的整个宽度方向上。
4、如权利要求2或3所述的厌氧污泥床反应器,其特征是:所 述入流装置(2)包括档水墙(4)和底板(5),档水墙(4)横贯整 个容器的宽度,底板(5)上设置有均匀分布的潜孔(6),所述潜孔 (6)的位置在水平面(7)以下。
5、如权利要求2所述的厌氧污泥床反应器,其特征是:所述容 器(1)的水平横截面为圆形,所述入流装置(2)设置在圆形的中心, 所述出流装置(3)均匀设置在容器(1)的圆形周边上。
6、如权利要求5所述的厌氧污泥床反应器,其特征是:所述入 流装置(2)包括档水墙(4)和底板(5),档水墙(4)呈封闭的园 环形,底板(5)上设置有均匀分布的潜孔(6),所述潜孔(6)的位 置在水平面(7)以下
7、如权利要求2所述的厌氧污泥床反应器,其特征是:所述底 面(11)从入流装置(2)的一端至出流装置(3)的一端设置有坡度, 入流装置(2)一端的底面(11)的水平高度低于出流装置(3)一端 的底面(11)的水平高度。
8、如权利要求2所述的厌氧污泥床反应器,其特征是:所述容 器(1)的顶部覆盖有盖板(9),所述盖板(9)与水平面(7)之间 有距离,盖板(9)上设置有出气口(12)。
9、如权利要求2所述的厌氧污泥床反应器,其特征是:所述周 边(10)的侧壁底部或底面(11)上设置有排泥管(13)。
10、如权利要求9所述的厌氧污泥床反应器,其特征是:所述排 泥管(13)在入流装置(2)与出流装置(3)之间均匀间隔布置。
说明书
有机废水的处理方法及其厌氧污泥床反应器
技术领域
本发明涉及一种有机废水处理的方法及其厌氧污泥床反应器,尤 其是用于酿造、食品、造纸、化工、榨油等废水处理的处理方法及其 厌氧污泥床反应器。
背景技术
有机废水处理的厌氧污泥床反应器主要用于将废水中含有的有 机污染物,通过微生物的作用将污染物分解而形成沼气、污泥等,从 而达到净化的目的。目前,有机废水处理所使用的厌氧反应器主要有 普通厌氧消化池、厌氧接触工艺、厌氧滤床(AF)、厌氧流化床反应 器、厌氧生物转盘、上流式厌氧污泥床(UASB)、上流式膨胀污泥 床(EGSB)、内循环厌氧反应器(IC)、厌氧折流板反应器(ABR)、 厌氧复合反应器(AF+UASB)等(《UASB工艺的理论与工程实践》, 作者:王凯军等,中国环境科学出版社,2000年),其中尤以UASB、 EGSB、IC这三种反应器应用最为广泛,它们的共同特征是能在反应 器内形成沉淀性能良好的、以甲烷菌为主体的颗粒污泥,因而能够在 反应器内保留较高的污泥浓度,但上述反应器中颗粒污泥的类型以及 分布形式不理想,对反应器的污水处理能力影响甚大。下面以具有代 表性的UASB反应器为例(《环境科学工具书库(光盘版),中国环 境科学出版社》环境污染防治类《废水厌氧生物处理工程》,主编: 张希衡),来加以说明。
经许多学者的研究,发现UASB反应器内的颗粒污泥有三种类 型,即A型、B型和C型。其中A型和B型两种颗粒污泥主要由菌 体构成,而C型颗粒污泥则是由菌体附着于惰性固体颗粒表面而形 成的生物粒子。A型颗粒污泥是以巴氏甲烷八叠球菌为主体的球状颗 粒污泥,外层常有丝状产甲烷杆菌缠绕。它比较密实,但粒径很小, 约0.1~0.5mm。B型颗粒污泥是以丝状的产甲烷杆菌为主体的颗粒 污泥,故也称杆菌颗粒。它在UASB反应器内出现频率极高,其表 面比较规则,外层缠绕着各种形态的产甲烷杆菌的丝状体。B型颗粒 污泥的粒径约1~3mm,密度约为1.033g/cm3。C型颗粒污泥是由疏 松的纤丝状细菌缠绕粘连在惰性微粒上所形成的球状团粒,故也称丝 菌颗粒。它类似于厌氧流化床反应器中的生物粒子(在人工无机载体 上覆盖着生物膜的微粒)。C型颗粒污泥大而重,粒径为1~5mm。 颗粒污泥的比重约为1.01~1.05。颗粒污泥的沉降速度依比重和粒径 的不同而差异甚大,约0.2mm/s~30mm/s,一般为5~10mm/s。
不同类型的颗粒污泥的形成与废水中化学物质即营养基质和无 机物的不同、以及反应器的工艺运行条件—特别是水力表面负荷和产 气强度有关。当UASB反应器中的乙酸浓度很高时,以乙酸为主要 基质的少数菌种,如巴氏甲烷八叠球菌(或许还有马氏甲烷八叠球 菌),将迅速生长繁殖,并依靠其杰出的成团能力而形成肉眼可见的 A型颗粒污泥。由于A型颗粒污泥基本上是由厌氧微生物组成,比 重轻,因此它的出现并保持稳定存在的必要条件是UASB反应器中 的表面水力负荷及表面产气率要低,即由其产生的水力及气力分级作 用要弱。但是,在实际的生产性装置中,难于维持高水平的乙酸浓度, 故很少见到A型颗粒。此外,由于甲烷八叠球菌形成的A型颗粒污 泥内部有孔洞,常作为其它细菌栖息的场所而变形,不能稳定存在。 有研究表明B型颗粒污泥是由丝状甲烷杆菌栖息于上述空洞中而逐 渐形成的。B型颗粒的形成,破坏了A型颗粒的稳定而使其解体。超 薄切片观察幼龄B型颗粒的结果表明,在接近边缘的地方尚存有甲 烷八叠球菌簇,而其中心则未见甲烷八叠球菌,表明B型颗粒是由A 型颗粒转型而成的。随着幼龄B型颗粒的逐渐发展,位于外层的甲 烷八叠球菌逐渐脱落,表明A型颗粒已完全解体,不复存在,而典 型的B型颗粒已成熟定型,其中已不含甲烷八叠球菌了。当UASB 反应器中存在适量的悬浮固体时,具有较好附着能力的丝状甲烷菌可 附着于固体颗粒(初级核)表面,进而发展成C型颗粒,即在初级核表 面形成生物膜。初级核可以是无机颗粒,也可以是其它生物碎片。C 型颗粒发育到一定的程度,生物膜会脱落而招致C型颗粒破碎,这 些碎片即成为次级核,形成新的C型颗粒污泥。
在反应器的反应区内,颗粒污泥的形成与分布受到一些外界条件 的制约,其中最主要的是基质的种类和浓度,以及表面水力负荷和表 面产气率的分级作用。首先,基质的种类和浓度对形成颗粒污泥的种 类和质量有着重要的影响。我们知道,乙酸是厌氧消化系统中最主要 的供甲烷细菌吸收利用的基质,而能利用这种基质的甲烷细菌有巴氏 甲烷八叠球菌和马氏甲烷八叠球菌,以及常呈丝状的孙氏甲烷丝菌。 巴氏甲烷八叠球菌在乙酸浓度较高的消化液中有较快的比增殖速度 (比后者快4.5倍),因而有利于A型颗粒污泥的形成。丝状的孙氏甲 烷丝菌对乙酸有较强的亲和力,在乙酸浓度低时,它捕获乙酸进行增 殖的能力比前者为强,因而有利干B型和C型颗粒污泥的形成。环 境中氢的浓度对微生物的成团起着重要作用。氢分压较高时,以氢为 能源的产甲烷菌(氢营养型的产甲烷菌)在有足够的半脱氨酸存在下, 能产生过量的各种氨基酸,形成胞外多肽,再与厌氧细菌结合成团粒 面形成颗粒污泥。此外,在UASB反应器中,由表面水力负荷决定 的上升液流和由表面产气率促成的上窜气泡对反应区内污泥粒子产 生的浮载作用,使大而重的污泥粒子堆积于底层,小而轻的污泥粒子 浮于上层,这种使污泥粒子沿高度的分级悬浮现象称为污泥粒子的水 力和气力分级作用。表面水力负荷和表面产气率有时也称为选择压。 表面水力负荷大时,液流上升速度大,浮载能力强,分级作用明显; 表面产气率大时,单位面积上通过的气泡量多,对污泥粒子的卷带浮 升和分级作用也就明显。水力和气力分级作用强时,污泥粒子沿高度 的分级分层作用就十分明显。细小污泥粒子易悬浮于顶层,而粗大污 泥粒子易积于底层。由此可见,分级作用特低时,反应区内会保持大 量的分散态细菌,由于其传质阻力小,能优先捕获营养物质而大量繁 殖,并抑制了传质阻力大的颗粒污泥的形成,使反应器内保持了低水 平的处理能力。分级作用中等时,分散态细菌被迫仅存留于反应区顶 层,而让附着型和结团型的厌氧微生物在反应区底部富营养带内大量 滋生,从而在此区域内形成颗粒污泥,大大提高了反应器的处理能力。 当分级作用很大时,不仅分散态细菌大量流失,而且一些能改善出水 水质的较小颗粒污泥也频频流失,造成反应器处理效能的反退。分级 作用在形成颗粒污泥时的这种优选功能,在Wijbenga等人的实验中 得到了证明。他们以95%的絮体污泥和5%的颗粒污泥作为接种物, 起动实验规模的UASB反应器。起初维持较低水平的分级作用,经 166天的运行,终未培养出颗粒污泥。后来采用充氮的办法来提高分 级作用,结果在开始充氮的31天后即出现了颗粒污泥。分级作用的 大小也影响着颗粒污泥的质量:分级作用很高时,只有附着生长或结 团至足够大的厌氧细菌才能选择性地滞留,其中大多是缠绕能力很强 的丝状甲烷细菌。甲烷八叠球菌只有在迅速结团并达到足够大后才能 被滞留,否则难以幸存。因此,分级作用不仅影响污泥颗粒化的进程, 同时还对形成的颗粒污泥的质量有很大的影响。分级作用低时,不利 于污泥颗粒化。只有较高的分级作用,才能促进污泥颗粒化并有利于 形成B、C型颗粒。因此,在反应器运行的起动期间必须采用合适的 表面水力负荷和表面产气率。
综上所述,既然A型、B型和C型三种颗粒污泥对主要基质(乙 酸)有着不同的生化特性,就应该在厌氧消化器中合理配布污泥以充 分发挥各自的处理功能。一般来说,应在反应区废水入口处的底部附 近培养较高浓度的A型颗粒污泥,以发挥其在乙酸浓度高时比增殖 速度快的生理特性,尽量多地降解有机营养物;而在反应区的中段应 培养浓度较高的B型和C型颗粒污泥,以发挥其在乙酸浓度低时有 较强亲和力的生理特性,充分捕获和转化消化液中残存的有机营养 物,最大限度地改善出水水质。
但是,在实际工程中很难实现颗粒污泥的这种理想分布。其主要 原因是UASB反应器在起动阶段,为稳妥起见(避免酸化),常采用较 低的负荷值,且在COD(化学需氧量,代表含碳和氮的污泥物的大小 值)去除率达80%~90%后才允许增大负荷值。其结果是从一开始即 维持体系中较低水平的乙酸浓度,一般只形成B型和C型颗粒污泥, 而A型颗粒污泥却无法培养起来,这也是UASB反应器在提高处理 能力方面的一个内部障碍。另外,实际的UASB反应器在起动期由 于采用低负荷而使乙酸浓度很低,在这样的低乙酸浓度水平的环境 中,产甲烷八叠球菌很难发挥其比增殖速度快的优势,因而难以迅速 结成生物团粒,被选择滞留的机会较少,而且甲烷八叠球菌形成的A 型颗粒要比B、C型颗粒小。据Lettinga等人报道,B型和C型颗粒 要比A型颗粒大4~6倍,这使得甲烷八叠球菌被选择滞留的机会更 少,UASB反应器内的A型颗粒很少,反过来又限制了UASB反应 器的处理能力。
另外,在UASB、EGSB及IC反应器中,为了使有机废水均匀的 进入生化反应区,均需在反应器底部安装复杂的布水系统;为了将分 解后形成的沼气、污泥和处理后废水有效分离,还需在上部安装复杂 的三相分离器。因此,UASB、EGSB及IC反应器单位容积的投资较 高。
发明内容
为了克服现有的有机废水处理方法以及使用的厌氧反应器颗粒 污泥的分布不理想、A型颗粒污泥很少而限制了其处理能力的不足, 本发明所要解决的技术问题是提供一种能使反应器内的A、B、C型 颗粒污泥合理分布的有机废水处理方法以及厌氧污泥床反应器。
本发明解决其技术问题所采用的技术方案是:有机废水的处理方 法,利用在入流端均匀布水,使有机废水从入流端以水平推流的形式 流向出流端,从而在入流端形成A型颗粒污泥的高浓度区,在中间 段以及出流端形成B型和C型颗粒污泥的高浓度区。
厌氧污泥床反应器,包括由环绕闭合的周边和底面组成的容器, 其水平横截面可以是矩形、圆形或环形等形状,在容器上设有均匀分 布在入流端的入流装置,在距离上述入流装置水平方向的远端设有出 流装置,而整过容器的内部容积几乎都成为了生化反应区。
在反应器启动阶段,反应器负荷较低,在接种污泥足够的情况下, 只在反应器的入流装置端附近产生大量沼气,且所产沼气沿垂直于水 流方向逸出水面,实现了气水分离。而反应器出流装置端很大一部分 容积基本上不产沼气,因而处于准层流状态,污泥在此区域内沉淀下 来,实现了泥水分离。废水沿反应器作近似水平的推流运动,在沼气 的搅拌的作用下作上下运动,使废水能得到充分混合。在产气区由于 沼气搅拌的方向与水流方向相互垂直,而对污泥的洗出作用主要靠二 者的合力,所以这种洗出作用与上流式厌氧污泥床的沼气和废水同一 方向双重作用下的洗出作用相比,要弱一些。因此,平流式的厌氧污 泥床反应器可以采用比UASB更大的负荷和流速,而将污泥洗出量 控制在允许范围内,不致使反应器退化。由于反应器入流装置端的 COD容积负荷相对于出流装置端COD容积负荷高,沼气对于污泥的 搅拌作用也就很强,因而对污泥的选择作用就很强。这种情况下颗粒 污泥最容易形成,因此反应器入流装置端很快最先形成颗粒污泥,反 应器入流装置端的污水中的乙酸浓度保持在较高的水平,而后随水流 方向逐渐降低,因而可在反应器前端形成A型颗粒污泥而在反应器 后端形成B型、C型颗粒污泥,从而实现反应器内的A、B、C型颗 粒污泥合理分布的目的。
在反应器启动完成的运行阶段,反应器内已形成分布合理的A、 B、C型颗粒污泥,反应器负荷虽较高,也只在反应器前端产生大量 沼气,且所产沼气沿垂直于水流方向逸出水面,实现了气水分离。而 反应器出流装置端附近产沼气量很小,因而处于准层流状态,污泥在 此区域内沉淀下来,实现了泥水分离,使反应器内能够保留较高浓度 的污泥。
本发明的有益效果是,由于采用了上述在入流端形成A型颗粒 污泥的高浓度区,在中间段以及出流端形成B型和C型颗粒污泥的 高浓度区的方法及其使其废水沿反应器作近似水平的推流运动的结 构,使得能在反应器内形成沉淀性能良好的、以甲烷菌为主体颗粒污 泥,且有利于反应器中A、B、C型颗粒污泥的形成和合理配布,充 分发挥三种类型颗粒污泥的优势,最大程度地改善出水水质,较 UASB反应器有更大的处理能力。在反应器内能够保留较高的污泥浓 度,从而单位反应器容积所能承受的有机负荷较高,因而可以使所需 的反应器的容积大大减小,单位反应器的COD容积负荷高达数千克 甚至数十千克,且不需安装复杂的布水系统和复杂的三相分离器,因 而投资省,单位反应器容积的投资较UASB等节约50%左右。而且, 即使在较低的负荷下,也会由于反应器入流装置端的COD容积负荷 相对于出流装置端COD容积负荷高,沼气对于污泥的搅拌作用也就 很强,因而对污泥的选择作用就很强。这种情况下颗粒污泥最容易形 成,因此反应器前端很快最先形成颗粒污泥,因而反应器完成颗粒污 泥化的时问较UASB要短。随负荷不断提高,逐渐向反应器后部推 进,直至颗粒污泥充满整个反应器。其实即使负荷不提高,随着前端 颗粒污泥的增加,也会逐渐向反应器后端推进。我们在生产规模的反 应器内,反应器COD容积负荷一直处于4公斤以下,都可以形成了 良好的颗粒污泥,而上流式厌氧污泥床在这样低的COD容积负荷下 还未见有形成颗粒污泥的报道。