
申请日2001.08.29
公开(公告)日2004.07.28
IPC分类号C02F1/28; C07C67/08; C07C69/14; C07C53/08; C07C51/47
摘要
本发明是有关对含醋酸的废水进行处理的一种方法及其装置的。本发明将利用活性炭和设有催化层的反应器,从废水中分离并回收出醋酸,借以去利用再生的净化水。另外,用吸附在反应器活性炭层的醋酸去跟甲醇混合,让其在离子交换树脂催化层中进行反应,生成乙酸甲酯和水;而其中的乙酸甲酯则因容易分离和扑捉,又可以去再生利用。如果将本发明,利用于生产醋酸、对酞酸、二甲基对苯二酸盐D,异酞酸等化工厂中大量发生的废水处理上,那么可以经济地去再生利用大量的废水,防止污染,又能生产出副产品乙酸甲酯。
権利要求書
1、含醋酸的废水处理方法,其特征在于:
(甲)让含醋酸的废水穿过一个上部填充有活性炭的反应器,以此从废水 中借吸附方法来去除醋酸;
(乙)把上述被吸附的醋酸,通过注入水和甲醇的方法,让其解脱吸附,然后 利用填充在反应器下方的阳离子交换树脂催化剂,使解脱的醋酸和甲醇进行酯 化;
(丙)有一个工序,在该工序中把从上述反应器中输出的,经酯化反应的生 成物,输送到乙酸甲酯分离塔中,让乙酸甲酯进行蒸发分离,而被分离的该乙 酸甲酯在浓缩机中被浓缩成液态,然后在回流罐下方将分成两部分;其中一部 分被回流到分离塔的上部,余下的部分被输送到乙酸甲酯贮存罐中;而分离塔 下方的积蓄物则重新输送到反应器中,使其进行再循环。
2、按照权利要求1中所述的废水处理方法,其特征在于:反应器的酯化反 应温度为50~98℃。
3、按照权利要求1中所述的废水处理方法,其特征在于:所使用的阳离子 交换树脂催化剂为Rohm and Hass公司的Amberlyst-15和Amberlyst-35,以及 三菱公司的Diaion PK-208H之一。
4、按照权利要求1中所述的废水处理方法,其特征在于:反应停留时间为 5~100分钟。
5、按照权利要求1,2,3或4中所述的废水处理方法,其特征在于:设置 两台结构相同的反应器,当其中的一台进行上述(甲)工序废水处理期间,另 一台则进行(乙)和(丙)工序的活性炭再生、酯化反应及乙酸甲酯分离工序, 使废水处理和反应器的再生工作能够连续进行。
6、一种含醋酸废水处理方法的装置,它包括设有第一反应器(1)、第二 反应器(2)和分离塔(4),其特征是:在第一反应器(1)和第二反应器(2) 的上部填充有活性炭;在其下部填充有阳离子交换树脂催化剂,在第一反应器 (1)和第二反应器(2)的下方与分离塔之间,装有泵(3)和冷却机(9); 在分离塔的上部装有乙酸甲酯浓缩机(5);在浓缩机(5)的下方设有回流罐 (6),它与分离塔的上方管道相连;在分离塔的下方装有下部流通用循环泵(8) 和再沸机(7)。
7、根据权利要求6所述的装置,其特征是:乙酸甲酯分离塔(4)的理 论段层数为3~15段;再沸机温度为80~100℃;浓缩机温度为25~60℃;回流 比为3.0。
说明书
含醋酸的废水处理方法及其装置
技术领域
本发明是有关含醋酸的废水处理方法及其装置的一种技术。更详细地说, 该项发明是有关利用活性炭和设有催化层的反应器,从废水中分离并回收出 醋酸,借以再生利用净化的废水;另外,让回收的醋酸去跟甲醇进行反应, 以生产乙酸甲酯。这是一种能够再生利用废水的处理方法及其装置的。本发 明的处理对象是含有醋酸的废水,它大量发生在生产醋酸的工厂及生产对酞 酸、二甲基对苯二酸盐D、异酞酸、纤维素醋酸盐、酯类、无水醋酸的许多 化工企业。但是,低浓度的醋酸,从经济角度来说很难进行分离的,因而大 部分被排放到废水处理场。
背景技术
一般,从水中分离回收醋酸的工艺,有共沸蒸溜、常规蒸溜、液溶抽取、 化学处理及吸附等方法。(Z.P.Xu and K.T.Chuang,Kinetics of Acetic Acid Esterification over Ion Exchange Catalysts’,Canadian Journal of Chem.Eng.,Vol 74,pp493-500,1996).由于经济的原因,最普遍的使用 方法是利用共沸蒸溜和常规蒸溜的分离方法。但是当醋酸浓度低的时候,需 要蒸发大量的水,因而存在着分离所需的耗能很大的问题。而且,为了把水 的醋酸浓度分离到低于1%,就得增多蒸溜塔的层数,为此需要很大的投资。 另外,随着蒸溜塔的下部方向,醋酸浓度将增大,溶液的腐蚀性也会变强, 于是将产生对设备的腐蚀问题。而且,还会使能耗,设备投资及维护费等都 得要增大。
如所周知,在废水处理中,广泛利用着活性炭的吸附方法,以便有效地 去除有机物。(M.K.Lee,P.Y.Yang,and R.A.Wynveen,“Water Purification Unit Development for Field Army Medical Facilities”,Technical Report,Contract DAMD17-776-C-6063,ER314-7-3,Life Systems,Inc., Cleveland,OH,April 1978)。但是活性炭如果被有机物饱和,那么将失 去进一步去除有机物的能力,于是需要更换活性炭。去除如醋酸这样的有机 物,需要大批量的活性炭,而购置活性炭的费用又很大,因此在大规模设备 上几乎都不使用。另外,再生使用过的活性炭方面,尚无经济的方法,因而 将会产生大量的固态拉圾。
发明内容
本发明是有关利用设有活性炭和催化层的反应器,从废水中分离并回收出 醋酸,以便再生利用净化的废水的。如果用吸附在反应器活性炭上的醋酸跟 甲醇混合之后,使其在离子交换树脂催化层中进行反应,那么将生成乙酸甲 酯;而该乙酸甲酯很容易被分离和扑捉,易于再利用。
本发明的目的在于提供一种新的废水处理技术,它能把含在废水中的低 浓度醋酸,以经济的方法去分离和去除。即提供一种新技术,它能大幅节减 投资及能耗,能很经济地去再生废水。
本发明的另一目的是,用提供的新技术去把醋酸转换成乙酸甲酯,再把它 用在另一工序中,借以有效地去利用副产品。
本发明由两台反应器和蒸溜塔构成。反应器由上方的吸附剂层和下方的 催化剂层组成。蒸溜塔将去分离经反应而生成的乙酸甲酯。利用这种装置去 分离和回收出醋酸,以便去再生利用净化的废水。反应器上方的吸附剂采用 活性炭;下方的催化剂采用强酸性的阳离子交换树脂。
下面根据附图对本发明进行详细的说明
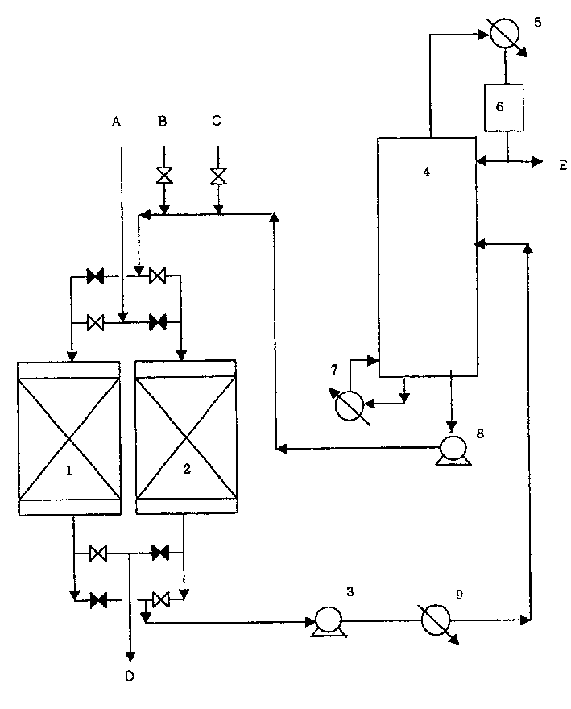
图1是本发明的装置结构图
如图1所示,本发明的主要装置由第一反应器(1),第二反应器(2), 分离塔(4)构成;第一反应器(1)和第二反应(2)与供应管道相连, 从而可以相互交替的运行。反应器和分离塔(4)之间设有泵(3)和冷却 机(9),从而可将反应的生成物输送给分离塔(4)。在分离塔(4)的 上方设有浓缩机(5);而在浓缩机(5)的下方设有回流罐(6),它与 分离塔(4)的上部相连。在分离塔(4)的下方设有循环泵(8)和再沸 机(7)。
由上述结构组成的本发明装置上,首先从第一反应器(1)的上方注入 含有醋酸的废水(A)。将废水一直注入到使活性炭吸附活性炭达到饱和状 态,让其去除能力明显下降时止。以此去除醋酸的净化水,将被输送到贮藏 罐(D),以备再利用。如果第一反应器(1)的吸附去除能力下降,那么 去关闭设在上方的向第一反应器(1)注入废水的供应管道,并将废水注入 到第二反应器(2)来进行处理。在这期间将去再生第一反应器(1)的活 性炭。以此方法去交替使用两个反应器,以便连续进行废水处理。一台反应 器进行废水处理期间,另一台将进行再生。
下面举第二反应器(2)为例,来说明再生一个被使用过的吸附活性炭 层的过程。向从分离塔(4)的下方输送过来的溶液,同时注入水(B)和 甲醇(C),然后将把它从第二反应器的上方去投放,让吸附在活性炭上的 醋酸去解脱吸附。触脱吸附的醋酸和甲醇,将在第二反应器下方的离子交换 树脂催化层中进行反应,生成乙酸甲酯和水。反应生成的混合物通过泵(3) 输送到分离塔(4)。比水的比重小的乙酸甲酯,将向分离塔的上方分离; 向下方分离的只有少量的甲醇和水,它们将向反应器进行循环。被分离的乙 酸甲酯在浓缩机(5)中浓缩成液态,然后在回流罐的下部被分流;其中的 一部分,回流到分离塔的上部;余下的部分将被输送到乙酸甲酯贮罐(E)。 分离塔下方的液体,其主要成分是水,它将被回流到第二反应器(2),继 续进行醋酸的解脱吸附过程及反应过程。
反应器及分离塔下部的温度通过再沸机(7)来调节。另外,以调节反 应器上部流入的水量(B)来保持再沸机(7)的下部水面高度。若想把反 应温度跟再沸机温度维持不一样时,可以去调节水的温度。如果吸附的醋酸 被解脱而且反应结束,那么第二反应器(2)的再生也要结束;而且与第一 反应器相交替,去进行废水处理。这时第一反应器将进入再生运行的阶段。
醋酸和甲醇的酯化反应是在液态下进行的;反应适宜的温度为50-98℃; 反应温度将通过调节分离塔下部的再沸机和供水温度来保持一定值。如果反 应温度高于98℃,那么将引起反应生成物的上分离过程;而温度低于50℃, 那么将产生醋酸解脱吸附及反应速度下降的问题。另外,如果反应温度太低, 那么必须将把反应物加以冷却之后,再注入到反应器中方可。当把反应物输 送到分离塔(4)进行分离时,由于热负荷要增加,将会增大能耗。适宜的 反应滞留时间为5-100分钟。其理由是,如果滞留时间过长,那么反应器的 容积就得很大,将会增大投资;如果滞留时间过小,那么反应处理的容量小, 将降低转换效率。
本发明的第一反应器(1)和第二反应器(2),设计的完全相同。在 反应器的上方,作为吸附剂充填着活性炭;在其下方,作为催化剂充填着阳 离子交换树脂。在活性炭层和催化剂层下方分别装有支撑柱,设计的使活性 炭及催化剂不能外露。作为阳离子交换树脂,使用Rohm and Hass公司生产的 商标为Amberlyst 15,Amberlyst 35及三菱公司的Diaion PK 208H产品。
乙酸甲酯分离塔(4)采用通常使用的简单的蒸溜塔。各个段层可以使 用安装柱或密封柱。在本发明中,分离塔的最佳理论段层数为3~15段,其理 由是从分离效率和经济性来考虑的,是最为有效的值。
如上所述,本发明的特征是把含在废水中的低浓度的醋酸,以经济的方 法加以分离和净化,重新再生利用废水,是从根本上去防止环境污染的一种 净化技术。与此同时,该技术还能大幅节减废水处理所需的庞大的费用。另 外,它能将分离的醋酸转换成乙酸甲酯,用于其它的工序中,从而能有效地 去生产和利用副产品。除了上述的从根本上防止环境污染及再生利用资源(水 和乙酸甲酯)之外,还能去再生利用已使用过的活性炭,节约了能源,从而 大幅度节减了投资及运行费用。
含有醋酸的废水,大量发生在生产醋酸的工厂以及生产对酞酸、二甲基 对苯二酸盐D、异酞酸、纤维素醋酸盐、酯、无水醋酸等的许多化工企业中。 在韩国,这种化工企业现在约有20余个,全球能达到数百家。低浓度的醋酸, 很难以经济的方法去进行分离和再生利用,因而现在几乎所有的工厂,将把 这种废水排放到废水处理场去处理。如果把本发明适用在上述的化工厂中, 那么可以预料,将不但可以防止环境污染,还能通过节减废水处理费用及再 生利用资源,可以获得极大的经济效益。
具体实施方式
下面通过本发明的实例,进行更为具体的说明。该实例只是一个例举的 实例而已,它将不限定本发明的范围。对含有醋酸的废水,利用活性炭来吸 附去除的方法是一个周知的技术,因此将从举例中省略掉。下面只举例介绍 了反应器的再生过程,该过程是当反应器的活性炭,被醋酸饱和而几乎失去 了去除醋酸能力时,为恢复其能力而进行的;另外,还介绍了去分离由反应 而生成的乙酸甲酯的分离工艺过程。
(实例1,2,3)
在前面叙述了因活性炭被醋酸饱和而对第二反应器(2)进行再生处理的 过程及其方法。向从分离塔(4)的下部流过来的溶液中,同时注入水(B) 和甲醇(C),然后从第二反应器(2)的上方予以投放,使吸附在活性炭 的醋酸解脱出来。解脱吸附的醋酸和甲醇,在填充在反应器下方的催化层中 进行反应,生成乙酸甲酯和水。在表1中示出了放入催化层中的反应物,即 醋酸及甲醇的浓度和反应器的条件,以及分离塔的运行条件等。实例1是保 持下述条件下做的实验,即:反应物中醋酸的浓度为1.31%;醋酸对乙酸甲酯 的摩尔比为1.0;反应温度为93℃;乙酸甲酯分离塔再沸机(7)的温度为 99.4℃。乙酸甲酯回流罐(6)的温度,维持在40℃;回流比以3.0来运行。 催化剂使用了强酸性的阳离子交换树脂Amberlyst-15。
实例2是在下述条件下做的实验。即:供应管道中的醋酸浓度为1.83%; 反应温度为90℃;乙酸甲酯分离塔再沸机(7)的温度为99.1℃。乙酸甲酯 回流罐(6)的温度维持在40℃;回流比以3.0来运行。催化剂使用了三菱 公司的Diaion PK 208H。
实例3是在下述条件下做的实验。即:供应管道中的醋酸浓度为2.6%;反 应温度为80℃;乙酸甲酯分离塔再沸机(7)的温度为98.9℃。催化剂使用 了Amberlyst-35。