
申请日2007.03.30
公开(公告)日2008.10.01
IPC分类号C02F9/04; C01C1/02; C01C3/02; C02F1/74
摘要
本发明涉及一种从含有CN-和NH3或NH4+废水溶液中分离HCN和NH3回用或达标排放的方法,特别是涉及以三聚氯氰产业为代表的高盐含氰含铵废水的资源循环利用的新工艺,从而为以三聚氯氰为代表的高盐含氰含铵废水开辟了资源循环利用的新途径,同时也为含CN-和NH3或NH4+废水的综合利用提出了一条工艺简便、投资省、运行费用低,资源循环利用的全新的清洁生产技术。
权利要求书
1. 一种从含有CN-和NH3或NH4+废水溶液中分离回收HCN和NH3 后回用或达标排放的方法,该方法包括以下步骤:
1)、向脱氰塔中的酸性废水或已调整pH值至酸性的废水通入空气吹 脱出HCN,用碱液吸收后加以回收,脱氰后的废水放入脱氨塔中;
2)、将脱氰后的废水加碱调整废水pH值至碱性范围;向脱氨塔中 通入空气吹脱出NH3,以酸吸收制取铵盐,脱氨后废水放入综合氧化釜;
3)、向综合氧化釜中吹脱后残留微量CN-和NH3或NH4+的溶液中加 入氧化剂,氧化过滤除去沉淀物即得符合要求的溶液。
2. 按照权利要求1所述的方法,其特征在于步骤1)中的碱液是氢氧 化钠水溶液;步骤2)中的碱选自氢氧化钠和/或氧化钙,酸选自硫酸、磷 酸或醋酸;步骤3)的氧化剂选自次氯酸钠、氯气、臭氧和过氧化氢中的 一或多种。
3. 按照权利要求1或2所述的方法,其特征在于所述的步骤1)中废 水的pH值小于7,优选为1~6;通入吹脱空气气液比为150~500∶1/(m3/m3), 优选为200~400∶1(m3/m3)。
4. 按照权利要求1-3之任一所述的方法,其特征在于所述的步骤2) 中调整废水pH为10~13,优选为11~12;通入空气气液比为 500~1000∶1(m3/m3),优选为600~900∶1(m3/m3)。
5. 按照权利要求1-4之任一所述的方法,其特征在于在步骤2)中当 废水中氰残余量在小于40mg/L时,将废水放入脱氨塔;在步骤3)中当废 水中氨残余量在小于100mg/L时,将废水放入综合氧化釜。
6. 按照权利要求1-5之任一所述的方法,其特征在于所述的步骤3) 中加入废水重量0.1-2%的氧化剂(如次氯酸钠、氯气、过氧化氢、臭氧), 优选为0.5-1.5%,氧化处理残余的CN-和NH3或NH4+和其它可能存在的还 原性物质,使之达到回用或排放标准。
7. 按照权利要求1-6之任一所述的方法,其特征在于脱氰塔、脱氨塔 是内环流式塔,也可以是填料塔,或其组合,优选为内环流式塔。
8. 按照权利要求1-7之任一所述的方法,其所述废水是三聚氯氰生产 工业废水。
说明书
一种含有CN-和NH3或NH4+废水的资源化新工艺
技术领域
本发明涉及一种从含有CN-和NH3或NH4+废水溶液中分离回收HCN 和NH3后回用或达标排放的方法,特别是涉及以三聚氯氰产业为代表的高 盐含CN-和NH3或NH4+废水的资源循环利用新工艺。
背景技术
经过近20年的发展,中国的三聚氯氰产业已经初具规模,并已形成了 6-8万吨/年的生产能力。但由于均采用传统的氰化钠法生产,存在工艺流 程长、物耗高,且产生大量含铵、氰、甲酸钠等杂质的高浓度氯化钠废水 的问题。由于含高浓度的氯化钠,使用生物降解工艺处理该废水难度较大, 其它的化学物理方法也难同时将其中所含的铵、氰和甲酸钠等除去.从而 增加了废水处理的复杂性和处理成本。将该类废水资源化利用的工艺技术 和方法目前还没有成功的先例。因此,开发三聚氯氰的清洁生产技术和废 水资源化循环利用的工业技术具有重要的意义。
三聚氯氰的生产是以氰化钠和氯气为原料,合成氯氰,再经气相催化 聚合制得三聚氯氰,同时大量产生含有氯化钠、游离氰和氰水解产生的氨 和甲酸钠的废水。
因此,如能将氯化工段产生的含氯化钠废水低成本的精制为电解食盐 水,不但能实现资源的循环利用,而且能有效降低生产成本,具有很好的 经济和环保效益。
目前,可以用于含氰废水分离及回收的工艺技术主要有气提法、膜分 离法、溶剂萃取法和离子交换法。传统的气提法是在酸性条件下利用空气 或蒸汽将氰以气体形式带出,其工艺简单、可靠性高,但气体用量大,吹 脱出的氰回收率不高,部分进入了大气,产生新的污染。膜分离法从运行 情况看,膜设备还不够完善,需要继续加以改进,特别是在膜的耐污染能 力和再生性上,需进一步提高,以利于大范围的推广应用。溶剂萃取法处 理含氰废水只能回收其中的有用金属,氰化物还留在废水中,该法只适用 于含大量金属离子的高浓度含氰废水的处理。离子交换法目前存在各种树 脂比较贵,操作较复杂等问题,尚处在实验室或半工业试验阶段。
还有其它一些处理含氰废水的化学方法,如碱性氯氧化法,该法处理 含氰废水效果好、设备简单、便于管理、生产过程中宜实现自动化。其缺 点是:当氰化物浓度高时化学试剂耗量大,运行费用高。过氧化氢氧化法 处理含氰造气废水时,速度快,一般能在较短时间内使处理后的废水CN-含 量达到排放要求,且处理过程十分简单,与氰化物反应后不会产生任何新 的环境污染。缺点是:H2O2价格较贵,处理成本较高。臭氧氧化法的突出 特点是:在整个过程中不增加其它污染物质;工艺简单、方便,无需化学试 剂购运,但是臭氧氧化法成本极其昂贵、电耗高,臭氧发生器设备复杂, 维修困难,适应性差。
氨氮去除处理的吹脱法又称氨气提法,是在碱性条件下通入空气或蒸 汽将氨带出的一种处理方法,其具有工艺简单、易于操作、投资和运行成 本低等优点,但对于高浓度的氨氮废水单独的气提处理尚不能达到国家排 放标准。生物消化法投资和运行成本都较低,但一般细菌在含盐量高于 4000mg/l时不能生存,同时操作较为困难,系统运行不够稳定,处理后出 水水质难以保证。折点加氯法是目前已知处理效果最好的方法,几乎可将 水中的氨氮全部去除,操作方便,投资省,但对于高浓度氨氮废水的处理 运行成本很高。离子交换法投资省、工艺简单、操作也较为方便,然而树 脂的再生遇到困难,如果将氨吹脱再生则排入大气造成二次污染,若用水 吸收吹脱出的氨得到的稀氨水一般都不能回用,也没有外销价值。
综上所述,对于含有CN-和NH3或NH4+废水,现有单一处理技术单独处 理都存在着各种不足,或只能单一得处理废水中的CN-或NH3/NH4+,或化 学试剂耗量大,能耗高。发明人经过大量试验探索,发明了一种能耗低、 化学试剂耗量少的含CN-和NH3或NH4+废水的资源化新工艺,不仅能将废水 中的CN-和NH3有效回收,而且还能使以三聚氯氰为代表的生产过程中所产 生的氯化钠盐水达到电解用食盐水标准,资源循环利用,整个废水处理工 艺体现了经济、高效、环保的特点。
发明内容
本发明涉及一种从含有CN-和NH3或NH4+废水溶液中分离回收HCN 和NH3后回用或达标排放的方法,该方法包括以下步骤:
1)、向脱氰塔中的酸性废水或已调整pH值至酸性的废水通入空气吹 脱出HCN,用碱液(如氢氧化钠溶液)吸收后加以回收,脱氰后的废水放 入脱氨塔中;
2)、将脱氰后的废水加碱(如氢氧化钠、氧化钙)调整废水pH值 至碱性范围;向脱氨塔中通入空气吹脱出NH3,以酸(如硫酸、磷酸、醋 酸)吸收制取铵盐加以回收,将脱氰脱氨废水过滤除去沉淀物质后放入综 合氧化釜;
3)、向综合氧化釜中吹脱后残留微量氰和氨的溶液中加入废水重量 0.1-2%的氧化剂(如次氯酸钠、氯气、臭氧、过氧化氢),氧化后过滤即得 符合要求的溶液。
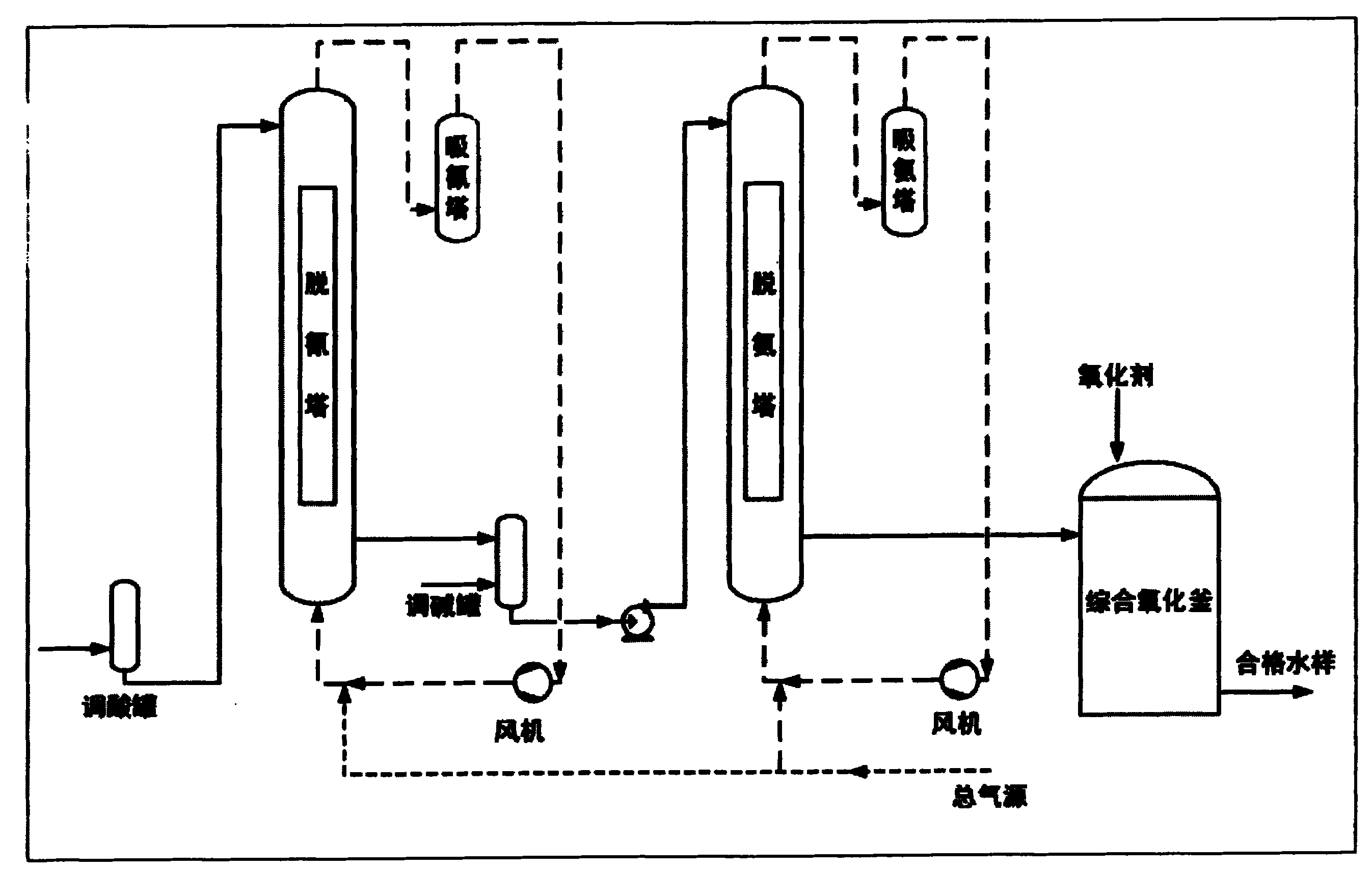
图1是本发明一种从废水中分离CN-和NH3并纯化溶液的工艺流程及 装备示意图。下面结合附图进一步说明本发明的方案及效果。
步骤1)中废水来自含有CN-和NH3或NH4+的废水,例如三聚氯氰生 产工业废水,该废水可以含有活泼金属、过渡金属和过渡后金属阳离子如 H+、Li+、Na+、K+、Ca2+、Mg2+、Au+、Cu2+、Al3+等和阴离子如Cl-、SO42-、 SO32-、PO43-、S2-、CO32-、HCOO-、CN-等的一种或几种的任意组合物的水 溶液。
步骤1)的操作为:向脱氰塔中的酸性废水或已调整pH值至酸性的废 水(废水的pH值小于7,优选为2~6)通入空气吹脱出HCN,送入脱氰 塔中,通入吹脱空气,气液比为150~500∶1/(m3/m3),优选为 200~400∶1(m3/m3)。吹脱出的夹带HCN的空气用经吸氰塔用碱液吸收后返 回脱氰塔。当废水中氰残余量小于40mg/L时,将废水放入脱氨塔。
步骤2)的操作为:将脱氨塔中废水pH值调整为10~13,优选为11~12; 通入空气进行吹脱,气液比为500~1000∶1(m3/m3),优选为 600~900∶1(,m3/m3)。吹脱后夹带NH3的空气用酸吸收后返回系统进行吹脱, 当废水中氨残余量在小于100mg/L时,将废水放入综合氧化釜。
步骤3)的操作为:在综合氧化釜中加入少量的氧化剂(如次氯酸钠、 氯气、臭氧、过氧化氢),例如废水重量0.1-2%的氧化剂,优选为0.5-1.5 %,氧化去除残余的CN-和NH3或NH4+和可能存在的其他还原性物质,过 滤除去产生的固体物质即可得符合要求的溶液。
将步骤1)脱氰废水的氰残余量控制在小于40mg/L;和将步骤2)脱 氨废水的氨残余量控制在小于100mg/L对本发明方法的实施是有利的,这 样可以减轻综合氧化釜中的氧化负担。然而,氰残余量和氨残余量稍为过 量同样也是可以接受的,只是步骤3)需要加入稍大量的氧化剂。氧化剂 的加入量通常取决于废水中CN-和NH3或NH4+的残留量,它可以根据废水 中CN-和NH3或NH4+的残留量进行适量调整。
本发明中所用的脱氰塔、脱氨塔可以是内环流式塔,也可以是填料塔, 或其组合,优选为内环流式塔。
本发明所提出的一种从水溶液中分离CN-和NH3并纯化溶液的新工艺, 是分别在酸性条件下和在碱性条件下分离回收93%以上的CN-和NH3,使 废水中CN-浓度小于40mg/L,NH3浓度小于100mg/L,然后综合氧化处理 残余CN-、NH3和其他还原性物质。与现有含CN-、NH3废水处理技术相比, 不仅解决了吹脱法处理含氰含氨废水在CN-、NH3浓度低时能耗高、处理 成本高于回收价值的问题;也解决了碱性氯化法处理含氰废水和折点氯化 法处理含氨废水处理所产生化学试剂耗量大,处理成本高的问题,而且由 于采用气液分布好、接触充分的吹脱塔如内环式吹脱塔进行吹脱,使传统 的吹脱法处理含氰废水的气液比由600~900∶1(m3/m3)大幅降至 200~400∶1(m3/m3);吹脱氨的气液比由传统的3000~4000∶1(m3/m3)降至 600~900∶1(m3/m3),同时由于气体用量的减少使得吹脱出来的CN-和NH3 的吸收回收效率提高。使整个废水处理工艺经济、有效、合理。本发明方 法化学试剂消耗量少、设备投资及操作费用低、整个处理过程无新的三废 产生。
下面通过非限定性实施例对本发明方法做具体说明。
实施例1
按图1所示流程,将三聚氯氰生产过程产生的高盐含氰含铵含甲酸钠 废水(含CN-:800mg/L,NH4+-N:1200mg/L,NaCl:200000mg/L, HCOONa:1200mg/L,pH:8.0)的废水送入脱氰塔,加入盐酸调pH值为 2.0,通入气液比为250∶1(m3/m3)的空气进行吹脱,吹脱后的夹带HCN的空 气经氢氧化钠溶液吸收HCN后返回脱氰塔。吹脱结束后废水中氰的浓度由 开始时的800mg/L降到20mg/L,其吹脱率为97.5%,吸收塔中氰总量为 7640mg,吸收率为97.4%。
从脱氰塔出来的废水加氢氧化钠调pH值为11.5,送入脱氨塔,通入气 液比为900∶1(m3/m3)的空气进行吹脱,吹脱后的夹带NH3的空气经硫酸吸 收NH3后返回脱氨塔。吹脱结束后废水中氨的浓度由开始时的1200mg/L 降到60mg/L,其吹脱率为95%,吸收塔中氨总量为11200mg,吸收率为 98.2%。
将脱氰脱氨后的废水送入综合氧化釜,加入废水重量0.6%的次氯酸钠 溶液,通入压缩空气进行搅拌,接触氧化30min后,调pH为6~7,继续于 60℃氧化处理6h,过滤得到的食盐水氰含量小于0.01mg/L,NH3含量小于 1mg/L,TOC小于5mg/L,达到了电解用精制食盐水的标准,可返回氯碱 生产。
实施例2
按图1所示流程,将三聚氯氰生产过程产生的高盐含氰含铵含甲酸钠 废水(含CN-:800mg/L,NH4--N:1200mg/L,NaCl:200000mg/L, HCOONa:1200mg/L,pH:8.0)的废水送入脱氰塔,加入盐酸调pH值为 6.0,通入气液比为250∶1(m3/m3)的空气进行吹脱,吹脱后的夹带HCN的空 气经氢氧化钠溶液吸收HCN后返回脱氰塔。吹脱结束后废水中氰的浓度由 开始时的800mg/L降到40mg/L,其吹脱率为95%,吸收塔中氰总量为 7334mg,吸收率为96.5%。
从脱氰塔出来的废水加氢氧化钠调pH值为10.5,送入脱氨塔,通入气 液比为900∶1(m3/m3)的空气进行吹脱,吹脱后的夹带NH3的空气经硫酸吸 收NH3后返回脱氨塔。吹脱结束后废水中氨的浓度由开始时的1200mg/L 降到80mg/L,其吹脱率为93.3%,吸收塔中氨总量为10976mg,吸收率为 98.0%。
将脱氰脱氨后的废水送入综合氧化釜,通入废水重量0.1%的臭氧氧化 处理后过滤得到的食盐水氰含量小于0.01mg/L,NH3含量小于1mg/L,TOC 小于3mg/L,达到了电解用精制食盐水的标准,返回氯碱生产。
实施例3
按图1所示流程,将含CN-:800mg/L,CaCl2:20000mg/L,NH4Cl: 8000mg/L,pH:3.0的废水送入脱氰塔,通入气液比为200∶1(m3/m3)的空 气进行吹脱,吹脱后的夹带HCN的空气经氢氧化钾溶液吸收HCN后返回 脱氰塔。吹脱结束后废水中氰的浓度由开始时的800mg/L降到10mg/L,其 吹脱率为98.8%,吸收塔中氰总量为7750mg,吸收率为98.1%。
从脱氰塔出来的废水加氢氧化钙调pH值为11.5,送入脱氨塔,通入气 液比为1000∶1(m3/m3)的空气进行吹脱,吹脱后的夹带NH3的空气经醋酸吸 收NH3后返回脱氨塔。吹脱结束后废水中氨的浓度由开始时的2690mg/L 降到100mg/L,其吹脱率为96.2%,吸收塔中氨总量为2486mg,吸收率为 96%。
将脱氰脱氨后的废水过滤除去沉淀物后送入综合氧化釜,加入废水重 量1%的过氧化氢水溶液氧化处理后即得到纯净的氯化钙溶液,返回生产 使用。
实施例4
按图1所示流程,将含CN-为900mg/L、NH4+-N:600mg/L以及含 有金、银、铜、锌、铅等金属离子及其它们与CN-的络合物的废水送入脱 氰塔,加硫酸调pH值为2,通入气液比为500∶1(m3/m3)的空气进行吹脱, 吹脱后的夹带HCN的空气经氢氧化钾吸收HCN后返回脱氰塔。吹脱结束 后废水中氰的浓度由开始时的900mg/L降到30mg/L,其吹脱率为96.7%, 吸收塔中氰总量为829mg,吸收率为95.3%。
将上述脱氰废水过滤除去产生的沉淀物后加氢氧化钙或氧化钙调pH 值为11,送入脱氨塔,通入气液比为600∶1(m3/m3)的空气进行吹脱,吹脱 后的夹带NH3的空气经硝酸吸收NH3后返回脱氨塔。吹脱结束后废水中氨 的浓度由开始时的600mg/L降到40mg/L,其吹脱率为93.3%,吸收塔中氨 总量为5499.2mg,吸收率为98.2%。
经脱氰脱氨后的废水再次过滤除去沉淀物后送入综合氧化釜,加入废 水重量1.5%的过氧化氢水溶液,氧化除去氧化产生的沉淀物,处理后水澄 清无色,其CN-、金属离子、NH4+或NH3、COD皆达到了排放标准。