
申请日2009.07.13
公开(公告)日2009.12.16
IPC分类号C02F3/28; C12M1/107
摘要
本发明提供了一种厌氧反应器,包括:壳体,和设置于所述壳体上方的气液分离装置;所述壳体包括上反应室和下反应室,所述上反应室顶部设置有上部集气装置,所述上反应室与下反应室连接处设置有中部集气装置;所述壳体内部提升管设置将下反应室和上反应室中产生的沼气和沼气携带的泥水混合液提升至所述气液分离装置,气液分离装置中的泥水混合液通过回流管回流至下反应室底部;所述厌氧反应器还包括位于壳体外将壳体内的泥水混合液抽送至所述气液分离装置的外循环装置。处理废水时内循环装置和外循环装置一起循环泥水混合液,本发明的厌氧反应器泥水混合液循环量较大且能够调节,有较强的抗冲击负荷能力和缓冲pH值变化的能力,有机物去除率较高。
权利要求书
1、一种厌氧反应器,其特征在于,包括:壳体,和设置于所述 壳体上方的气液分离装置;
所述壳体包括上反应室和下反应室,所述上反应室顶部设置有上 部集气装置,所述上反应室与下反应室连接处设置有中部集气装置;
所述壳体内设有将下反应室和上反应室中产生的沼气和沼气携 带的泥水混合液提升至所述气液分离装置的提升管,及将气液分离装 置中的泥水混合液回流至下反应室底部的回流管;
所述壳体下反应室底部安装布水装置;
所述厌氧反应器还包括位于壳体外将壳体内的泥水混合液输送 至所述气液分离装置的外循环装置。
2、根据权利要求1所述的厌氧反应器,其特征在于,所述外循 环装置包括将中部集气装置上部的泥水混合液输送至气液分离装置的 第一外循环器。
3、根据权利要求2所述的厌氧反应器,其特征在于,所述外循 环装置还包括将上部集气装置上部的泥水混合液输送至气液分离装置 的第二外循环器。
4、根据权利要求1至3中任一项所述的厌氧反应器,其特征在 于,所述第一外循环器包括进水口在所述中部集气装置的上部的第一 管道,安装在第一管道上的输送泥水混合液的第一输液装置和调节流 量的第一控制阀。
5、根据权利要求3所述的厌氧反应器,其特征在于,所述第二 外循环器包括进水口在所述上部集气装置的上部的第二管道,安装在 第二管道上的输送泥水混合液的第二输液装置和调节流量的第二控制 阀。
6、根据权利要求1至3中任一项所述的厌氧反应器,其特征在 于,所述提升管包括连通中部集气装置、气液分离装置的第一提升管 和连通上部集气装置、气液分离装置的第二提升管。
7、根据权利要求1至3中任一项所述的厌氧反应器,其特征在 于,所述回流管与气液分离装置底部连通并伸至下反应室底部。
8、一种使用权利要求1至7中任一项所述的厌氧反应器对废水 的处理方法,其特征在于,包括:
废水进入厌氧反应器与回流的泥水混合液混合后进行厌氧反应;
厌氧反应生成的沼气被收集并排放;
提升管提升厌氧反应后的泥水混合液至气液分离装置,同时使用 外循环装置提升厌氧反应后的泥水混合液,提升管和外循环装置提升 的泥水混合液一起回流后与废水混合。
9、根据权利要求8所述的处理方法,其特征在于,所述使用外 循环装置提升厌氧反应后的泥水混合液具体为:
启动第一外循环器,将中部集气罩附近的泥水混合液提升至气液 分离装置。
10、根据权利要求8所述的处理方法,其特征在于,所述使用外 循环装置提升厌氧反应后的泥水混合液具体为:
启动第一外循环器和第二循环器,分别将中部集气罩附近的泥水 混合液和上部集气罩附近的泥水混合液提升至气液分离装置。
11、根据权利要求10所述的处理方法,其特征在于,所述使用外 循环装置提升厌氧反应后的泥水混合液还包括:
调节第一外循环器和第二外循环器提升泥水混合液的流量。
12、根据权利要求8至11中任一项所述的处理方法,其特征在于, 所述提升管提升反应后的泥水混合液至气液分离装置具体为:
第一提升管提升中部集气罩附近的泥水混合液至气液分离装置; 第二提升管提升上部集气罩附近的泥水混合液至气液分离装置。
说明书
一种厌氧反应器及对废水的处理方法
技术领域
本发明涉及废水厌氧处理领域,具体涉及一种厌氧反应器以及使 用该厌氧反应器对废水进行处理的方法。
背景技术
厌氧处理方法因化学需氧量COD(Chemical Oxygen Demand)去 除率高,运行费用低,在有机废水处理中得到广泛应用,厌氧反应器 是厌氧处理中的关键设备。内循环厌氧反应器是新发展起来的一种厌 氧反应器,应用于土豆加工、啤酒、食品和柠檬酸等废水处理中。
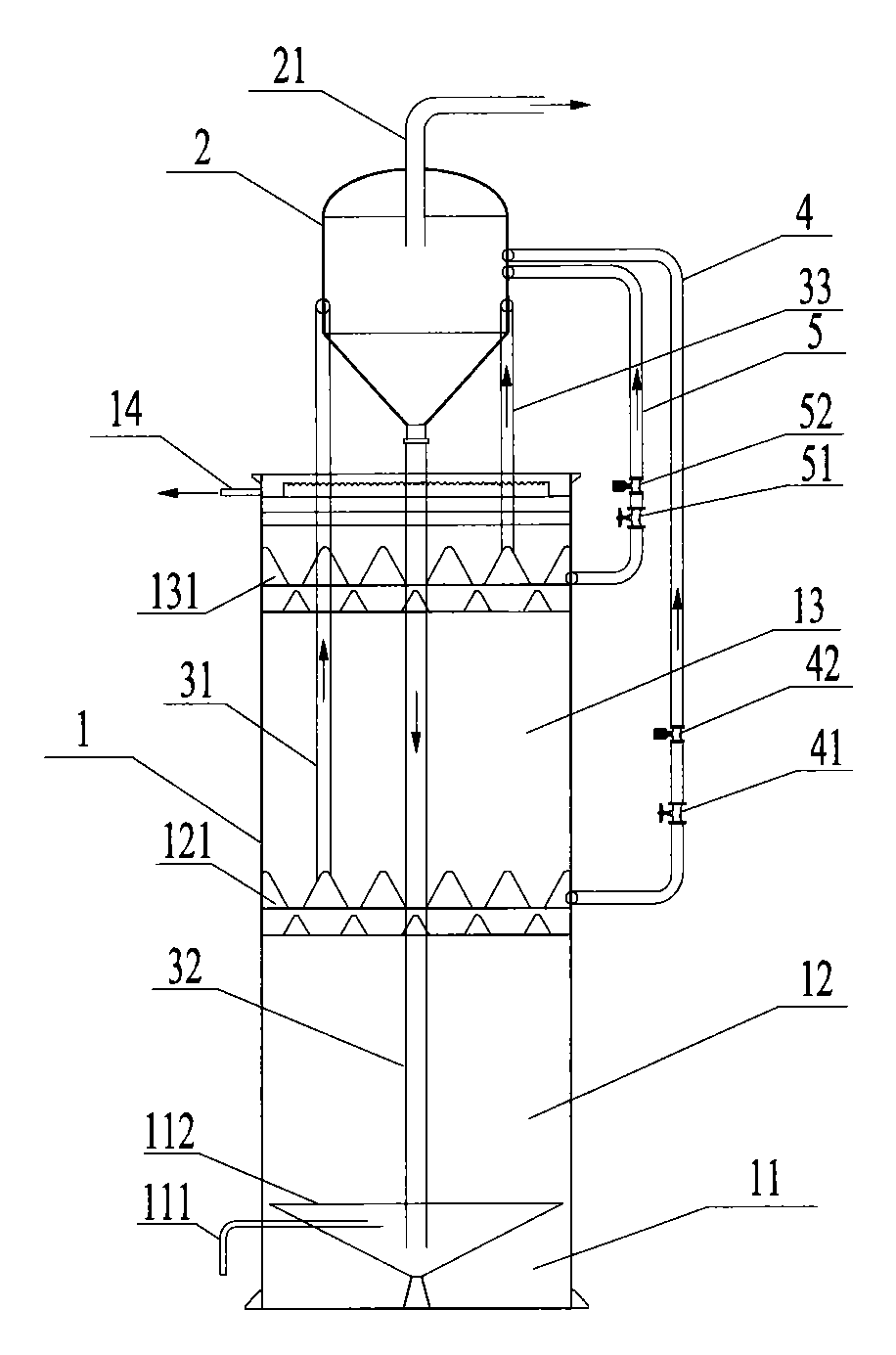
请参考图1,图1为现有的内循环厌氧反应器结构示意图。内循 环厌氧反应器的反应壳体1分为下反应室12和上反应室13,下反应 室12还包括位于下反应室12下部的进水区11,废水由进水区11进 入下反应室12后与厌氧颗粒污泥均匀混合形成泥水混合液,废水中大 部分有机物在下反应室12被转化成沼气,沼气被下反应室的中部集气 罩121收集,沼气携带着与其体积比例为1∶1~1∶2的泥水混合液沿着 第一提升管31提升至三相分离器2,分离出的沼气从三相分离器2顶 部的沼气导管21排出,分离出的泥水混合液沿着与三相分离器2下部 相连通的回流管32返回进水区11,并与底部的厌氧颗粒污泥和进水 充分混合,实现了厌氧反应器中混合液的内循环。除了被沼气携带升 入三相分离器2的泥水混合液,其余的泥水混合液进入上反应室13, 废水进行进一步的精处理,废水中的一部分剩余有机物被去除,使废 水得到进一步的净化,提高出水水质,产生的沼气由上反应室13的上 部集气罩131收集进入第二提升管33,经第二提升管33提升至三相 分离器2,分离出的沼气从三相分离器2顶部的沼气导管21排出,经 净化的水经沉淀后由上部的出水管14排走。
内循环是内循环厌氧反应器工艺的核心。实现内循环的气提动力 来自于上升的和返回的泥水混合液中沼气含量的差别,上升的泥水混 合液比返回的泥水混合液中的沼气含量要多,依靠沼气的提携,泥水 混合液得以沿提升管上升。因此,内循环不需要外加动力。此外,厌 氧反应器中混合液的内循环使得部分泥水混合液回流与进水混合,对 进水进行了稀释和均质,可以减轻废水对厌氧反应器的冲击负荷并缓 冲废水中的pH值变化;还促进了废水中有机物和厌氧颗粒污泥的接 触,而且有很大的升流速度,故提高了传质效果,促进了产甲烷细菌 的繁殖和增长,使下反应室去除有机物的能力增强。
但是在实际运行中,进水水质比较复杂,有时进水中有机物浓度 较高,由于内循环不靠外加动力,沼气只能携带与其体积比例为 1∶1~1∶2的泥水混合液,导致泥水混合液的内循环量比较小,对进水的 稀释作用较小,因此传统的内循环厌氧反应器抗冲击负荷能力和缓冲 pH值变化的能力较差。
发明内容
本发明解决的问题在于提供一种厌氧反应器,能够提高并调节泥 水混合液的循环量,从而提高厌氧反应器的抗冲击负荷能力和缓冲pH 值变化的能力。
为了解决上述技术问题,本发明的技术方案为:
一种厌氧反应器,包括:壳体,和设置于所述壳体上方的气液分 离装置;
所述壳体包括上反应室和下反应室,所述上反应室顶部设置有上 部集气装置,所述上反应室与下反应室连接处设置有中部集气装置;
所述壳体内设有将下反应室和上反应室中产生的沼气和沼气携 带的泥水混合液提升至所述气液分离装置的提升管,及将气液分离装 置中的泥水混合液回流至下反应室底部的回流管;
所述壳体下反应室底部安装布水装置;
所述厌氧反应器还包括位于壳体外将壳体内的泥水混合液输送 至所述气液分离装置的外循环装置。
作为优选,所述外循环装置包括将中部集气装置上部的泥水混合 液输送至气液分离装置的第一外循环器。
作为优选,所述外循环装置还包括将上部集气装置上部的泥水混 合液输送至气液分离装置的第二外循环器。
作为优选,其特征在于,所述第一外循环器包括进水口在所述中 部集气装置的上部的第一管道,安装在第一管道上的输送泥水混合液 的第一输液装置和调节流量的第一控制阀。
作为优选,所述第二外循环器包括进水口在所述上部集气装置的 上部的第二管道,安装在第二管道上的输送泥水混合液的第二输液装 置和调节流量的第二控制阀。
作为优选,所述提升管包括连通中部集气装置、气液分离装置的 第一提升管和连通上部集气装置、气液分离装置的第二提升管。
作为优选,所述回流管与气液分离装置底部连通并伸至下反应室 底部。
一种使用该厌氧反应器对废水的处理方法,包括:
废水进入厌氧反应器与回流的泥水混合液混合后进行厌氧反应;
厌氧反应生成的沼气被收集并排放;
提升管提升厌氧反应后的泥水混合液至气液分离装置,同时使用 外循环装置提升厌氧反应后的泥水混合液,提升管和外循环装置提升 的泥水混合液一起回流后与废水混合。
作为优选,所述使用外循环装置提升厌氧反应后的泥水混合液具 体为:
启动第一外循环器,将中部集气罩附近的泥水混合液提升至气液 分离装置。
作为优选,所述使用外循环装置提升厌氧反应后的泥水混合液具 体为:
启动第一外循环器和第二循环器,分别将中部集气罩附近的泥水 混合液和上部集气罩附近的泥水混合液提升至气液分离装置。
作为优选,所述使用外循环装置提升厌氧反应后的泥水混合液还 包括:
调节第一外循环器和第二外循环器提升泥水混合液的流量。
作为优选,所述提升管提升反应后的泥水混合液至气液分离装置 具体为:
第一提升管提升中部集气罩附近的泥水混合液至气液分离装置; 第二提升管提升上部集气罩附近的泥水混合液至气液分离装置。
本发明提供的厌氧反应器,在传统的内循环厌氧反应器的外部安 装外循环装置,厌氧反应器反应主体内的泥水混合液经外循环装置强 制循环进入反应器顶端的气液分离装置,再与内循环自身提升的泥水 混合液混合经气液分离装置分离后,沼气由气液分离装置顶部的沼气 导管排出,泥水混合液经气液分离装置下部的回流管返回厌氧反应器 底部的进水区,并与进水充分混合。由于设置了外循环装置,增加了 强制循环的泥水混合液,返回到进水区的泥水混合液量增加,并且外 循环装置可以针对不同的进水水质对泥水混合液的循环量进行调节, 使得厌氧反应器的抗冲击负荷能力和缓冲pH值变化的能力较强,有 机物的去除率较高。
在一种优选实施方式中,外循环装置包括两套外循环器,具体为 第一外循环器和第二外循环器,将更多的泥水混合液抽送至气液分离 装置。设置两套外循环器,使得泥水混合液循环量的调节更加灵活, 当进水水质较差有机物浓度较高,或pH值较小时能够循环更多的泥 水混合液来稀释进水,降低有机物含量或增大pH值,增强了厌氧反 应器的抗冲击负荷和缓冲pH值变化的能力。