
申请日2010.03.08
公开(公告)日2010.11.10
IPC分类号C10H21/16
摘要
本装置应用于采用电石与水反应制取乙炔的生产装置,如聚氯乙烯、三氯乙烯、四氯乙烯等行业,该技术成功回收乙炔发生器排出的废水渣浆中夹带及溶解的乙炔气,未发生反应的电石细小颗粒在回收流程中继续反应而产生的乙炔一并被回收。本实用新型实现了回收装置与乙炔发生器简捷而稳定的衔接流程;整个系统可靠的密闭隔离技术;介质安全指标的在线检测技术;整个系统保证安全的紧急切断及可靠的连锁保护系统。回收的乙炔气纯度可达97%以上。
权利要求书
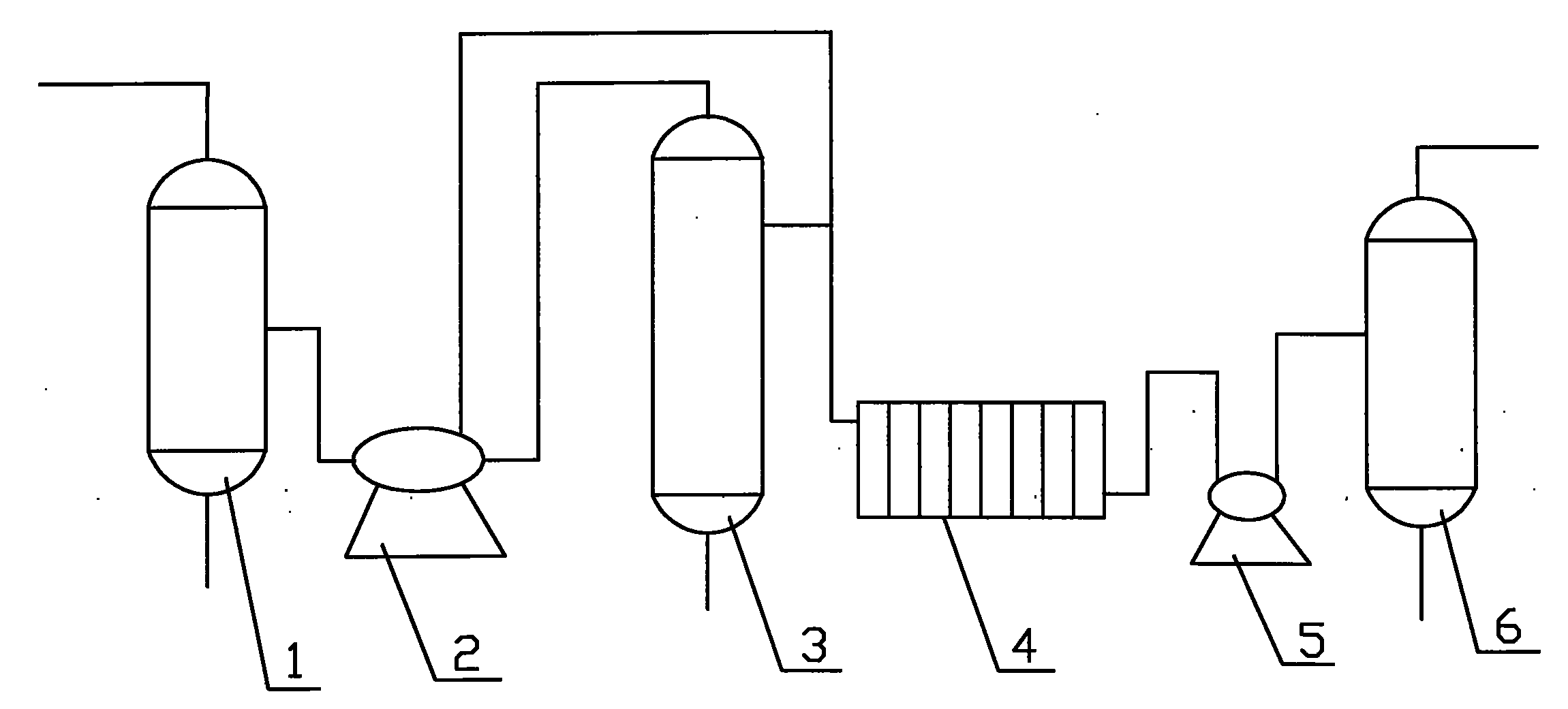
1.一种回收电石废水渣浆中乙炔的成套装置,该成套装置包括,与乙炔发生器排污管连接的沉降罐(1),超重力离心机(2),乙炔冷却器(4),真空脱气塔(3),真空压缩机(5)和分离器(6),其特征在于,沉降罐(1)的上部溢流管与超重力离心机(2)通过管道连接,超重力离心机(2)上部气相出口与乙炔冷却器(4)通过管线连接,超重力离心机(2)下部液相出口与真空脱气塔(3)通过管道连接,真空脱气塔(3)与乙炔冷却器(4)通过管线连接,乙炔冷却器(4)与真空压缩机(5)通过管线连接,真空压缩机(5)与分离器(6)通过管线连接。
2.如权利要求1所述的一种回收电石废水渣浆中乙炔的成套装置,其特征在于,连接管线上设有乙炔含氧分析仪、乙炔输送紧急切断阀、放空紧急开关阀及仪表控制连锁系统。
说明书
一种回收电石废水渣浆中乙炔的成套装置
技术领域:
该装置应用于湿法电石法制取乙炔的生产工业中,如:聚氯乙烯、三氯乙烯、四氯乙烯等行业。用以回收由乙炔发生器排出的废水渣浆夹带并溶解损失的乙炔气。
背景技术:
目前国内聚氯乙烯等行业采用电石法生产乙炔,一般湿法乙炔发生器排出的废水渣浆经过冷却,浓缩,压滤后送至下道工序,残留其中的绝大部分的乙炔都散失到了环境中,造成了资源的严重浪费,同时也产生安全隐患和造成环境污染。
本实用新型解决了实现装置连续稳定运行的疑难问题,整个系统运行安全可靠,乙炔回收充分,节能减排效果显著,体现了良好的经济效益、社会效益和环境效益。
实用新型内容:
本实用新型的装置是设立废水渣浆的密封沉降装置,在密闭条件下实现固液分离,含有乙炔的液体经超重力离心装置进行气液分离,液体介质再进入真空脱气装置进一步气液分离,将绝大部分乙炔气分离出来,再由真空压缩设备将其输送到乙炔系统中,本装置配备了在线检测、紧急切断、瞬时连锁系统,从而保证装置安全稳定运行,回收乙炔纯度达97%以上,含氧量符合安全要求(≤1%)。
为了达到上述要求,本实用新型设计了一套接受乙炔发生器电石废水渣浆的沉降系统,该系统能够使电石废水渣浆克服微小的阻力非常容易地流入沉降器,并保证严格与乙炔发生器气相隔绝,与大气隔绝。在上述条件下,电石废水渣浆中的固体杂质被充分地沉降到容器底部,及时排出。同时含有乙炔的液体部分从上部溢流到超重力离心装置。在该装置中,部分乙炔及水蒸气被分离出来,经冷却器冷却后进入真空输送设备再经分离器分水后送至乙炔气柜。剩余的液体被送至真空脱气塔,乙炔气体被彻底分离出来,经冷却器冷却后进入真空输送设备再经分离器分水后送至乙炔气柜。
在乙炔输送管线上装有紧急切断阀、紧急放空阀、乙炔氧含量分析仪,且互为连锁,当乙炔含氧量超标时,送往气柜的切断阀瞬时关闭,放空阀自动打开。确保装置安全。