
申请日2011.03.04
公开(公告)日2011.09.07
IPC分类号C02F1/40; C02F9/14
摘要
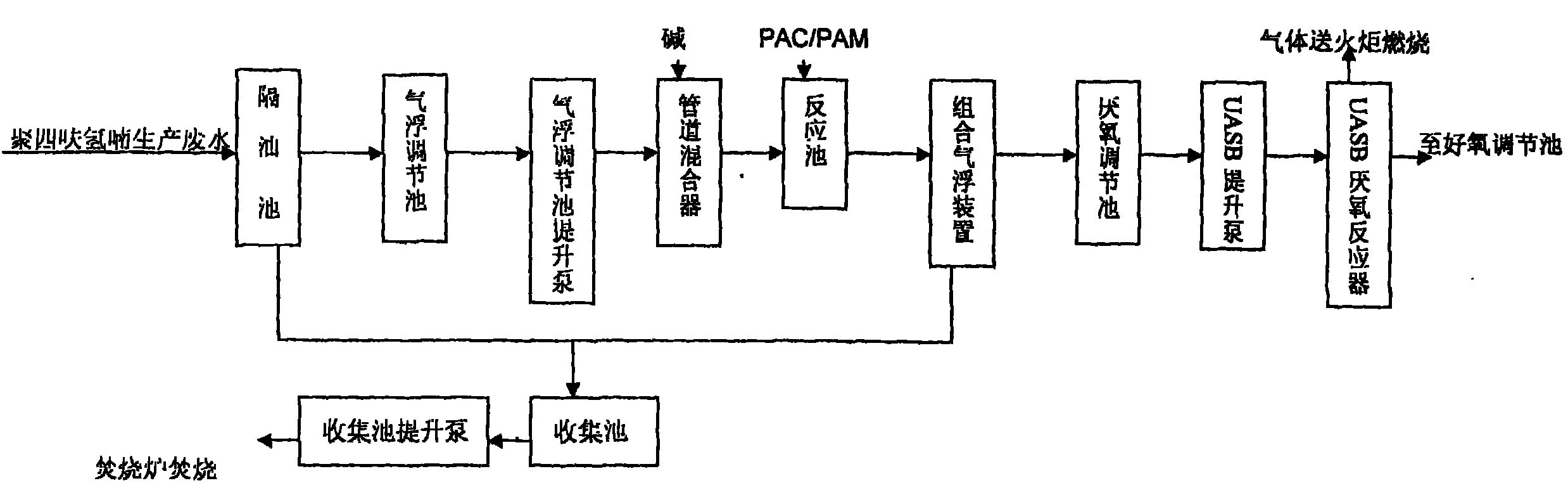
一种聚四呋氢喃生产废水的处理方法,属于废水的处理方法,聚四呋氢喃生产废水先进入隔油池,去除PTMEG、乙炔炭黑颗粒、浮渣和石油类物质,污水进入气浮调节池均化水质和水量,进入反应池,反应后的出水进入气浮装置,气浮出水自流进入厌氧调节池,接着废水经厌氧提升泵送到UASB上流式厌氧反应器中进行酸化、甲烷化工序处理后自流进入好氧调节池,UASB上流式厌氧反应器的剩余污泥送到集泥池处理,UASB上流式厌氧反应器产生的甲烷气体送到火炬燃烧。本发明能够处理非溶解性有机物,以及高浓度、高分子量的环状有机物,且投资小、见效快、出水水质稳定,便于管理和操作,完全能够实现自动化控制。
翻译权利要求书
1.一种聚四呋氢喃生产废水的处理方法,由机械格栅(槽)、隔油池、气浮调节池、管道混合器、反应池、组合气浮装置、厌氧调节池、UASB上流式厌氧反应器、集水井、好氧调节池、好氧生化处理系统(含混合池、缺氧池或称A池、好氧池或称O池、MBBR池、二沉池)、监护池、集泥池和事故池,以及配套的碱储槽投加系统、PAC投加系统、PAM投加系统、鼓风机、水泵及污泥压滤系统组成,并辅以pH、COD、液位计和温度计在线监测仪,其特征在于:聚四呋氢喃生产废水,先进入隔油池,利用隔油池中的撇油器将漂浮在液面上的PTMEG、乙炔炭黑颗粒、浮渣和石油类物质送到收集池收集,后送到焚烧炉或锅炉焚烧;经隔油后的污水进入气浮调节池均化水质和水量,并在气浮调节池中设置浆式搅拌机不断的搅拌混合均匀,接着气浮调节池提升泵将污水经管道混合器与来自碱储槽投加装置的碱液混合送到组合气浮装置的反应池,同时在反应池投加来自PAC和PAM投加系统的PAC和PAM进混凝反应;反应后的出水进入组合气浮装置,在组合气浮装置中利用释放器释放出来的溶气水将残余的PTMEG、乙炔炭黑颗粒、浮渣和石油类物质带到组合式气浮装置的液面上,后通过刮渣机,将上述物质去除,并送到收集池,气浮出水自流进入厌氧调节池,厌氧调节池设置pH在线监测仪,监控碱液的投加量,接着中的废水经厌氧提升泵送到UASB上流式厌氧反应器中进行酸化、甲烷化工序处理后自流进入好氧调节池,UASB上流式厌氧反应器中设置pH、温度计,控制其中的pH在6.5-7.2,温度在30-38℃;UASB上流式厌氧反应器的剩余污泥送到集泥池处理,UASB上流式厌氧反应器产生的甲烷气体送到火炬燃烧;
聚四呋氢喃装置区和办公区的生活污水、初期雨水、地面冲洗水和机封冷却水等低浓度的有机废水至界外送到机械格栅槽,经机械格栅机去除漂浮物、丝状物等物质,尔后进入集水井,并在集水井中设置潜水搅拌机搅拌,后通过集水井提升泵送到好氧调节池,与UASB上流式厌氧反应器的出水混合;在好氧调节池中设置潜水搅拌机搅拌,均化水质,在好氧调节池中设置COD在线监测仪,当监测到COD>1000mg/L时,将好氧调节池中的污水送到厌氧调节池或事故池处理,好氧调节池提升泵将废水送到好氧生化处理系统的好氧混合池与污泥井回流的污泥进行混合反应,接着进入缺氧A池在缺氧环境下进行水解酸化和反硝化反应,在缺氧A池设置潜水搅拌机进行搅拌混合;接着污水进入好氧O池,在好氧O池中污水按推流式运行,并不断的与各区域的微生物进行新陈代谢而使有机物(COD/BOD)得到降解,出水再次进入好氧MBBR池进一步的生化处理,出水进入二沉池进行固液分离;二沉池设置污泥井,污泥井中的污泥部分回流,回流量50-100%,剩余污泥则排放到集泥池储存;后经压滤机脱水而得到干化,滤液自流进入好氧调节池;二沉池的出水进入监护池,在监护池中COD在线监测仪的监控下,当COD达标时,则达标排放;当COD超标时,通过监护泵将废水送回厌氧调节池或好氧调节池处理。
说明书
一种聚四呋氢喃生产废水的处理方法
技术领域:本发明涉及生产废水处理方法,特别是一种聚四呋氢喃生产废水的处理方法,聚四呋氢喃生产废水来源于甲醇、乙炔、甲醛、1,4-丁二醇和聚四呋氢喃等生产装置,这些装置产生的废水统称聚四呋氢喃生产废水。
背景技术:目前国内聚四呋氢喃的生产装置技术都是国外引进的,聚四呋氢喃生产废水中污染物的特点知之甚少,没有任何可参考的资料,因此国内对聚四呋氢喃生产废水的处理方法处于研究和摸索阶段。现有的一些处理方法是设置调节池+厌氧池+缺氧池+好氧池(接触氧化/MBR)+二沉池+监护池的方法处理聚四呋氢喃生产废水。其缺点有:第一,聚四呋氢喃和其低聚物属于非溶解性有机物,比重比水小,不经物化处理,难以生化,处理后的出水很难达到排放要求;第二,污染物浓度高,且废水中含有高分子量的有机物,普通的厌氧池很难达到有效的去除效率;第三,占地面积大,能耗高,投资和运行成本高。
发明内容:本发明的目的在于处理聚四呋氢喃生产废水中聚四呋氢喃和其低聚物等非溶解性有机物、高COD浓度、高分子量的有机物,达到投资小、见效快、出水水质稳定、便于管理和操作,完全能够实现自动化控制的目的。
本发明的构成:由机械格栅(槽)、隔油池、气浮调节池、管道混合器、反应池、组合气浮装置、厌氧调节池、UASB上流式厌氧反应器、集水井、好氧调节池、好氧生化处理系统(含混合池、缺氧池或称A池、好氧池或称O池、MBBR池、二沉池)、监护池、集泥池和事故池,以及配套的碱储槽投加系统、PAC投加系统、PAM投加系统、鼓风机、水泵及污泥压滤系统组成,并辅以pH、COD、液位计和温度计在线监测仪,聚四呋氢喃生产废水,先进入隔油池,利用隔油池中的撇油器将漂浮在液面上的PTMEG、乙炔炭黑颗粒、浮渣和石油类等物质送到收集池收集,后送到焚烧炉或锅炉焚烧;经隔油后的污水进入气浮调节池均化水质和水量,并在气浮调节池中设置浆式搅拌机不断的搅拌混合均匀,接着气浮调节池提升泵将污水经管道混合器与来自碱储槽投加装置的碱液混合送到组合气浮装置的反应池,同时在反应池投加来自PAC和PAM投加系统的PAC和PAM进混凝反应;反应后的出水进入组合气浮装置,在组合气浮装置中利用释放器释放出来的溶气水将残余的PTMEG、乙炔炭黑颗粒、浮渣和石油类物质带到组合式气浮装置的液面上,后通过刮渣机,将上述物质去除,并送到收集池,气浮出水自流进入厌氧调节池,厌氧调节池设置pH在线监测仪,监控碱液的投加量,接着中的废水经厌氧提升泵送到UASB上流式厌氧反应器中进行酸化、甲烷化工序处理后自流进入好氧调节池,UASB上流式厌氧反应器中设置pH、温度计,控制其中的pH在6.5-7.2,温度在30-38℃;UASB上流式厌氧反应器的剩余污泥送到集泥池处理,UASB上流式厌氧反应器产生的甲烷气体送到火炬燃烧。
聚四呋氢喃装置区和办公区的生活污水、初期雨水、地面冲洗水和机封冷却水等低浓度的有机废水至界外送到机械格栅槽,经机械格栅机去除漂浮物、丝状物等物质,尔后进入集水井,并在集水井中设置潜水搅拌机搅拌,后通过集水井提升泵送到好氧调节池,与UASB上流式厌氧反应器的出水混合;在好氧调节池中设置潜水搅拌机搅拌,均化水质,在好氧调节池中设置COD在线监测仪,当监测到COD>1000mg/L时,将好氧调节池中的污水送到厌氧调节池或事故池处理,好氧调节池提升泵将废水送到好氧生化处理系统的好氧混合池与污泥井回流的污泥进行混合反应,接着进入缺氧A池在缺氧环境下进行水解酸化和反硝化反应,在缺氧A池设置潜水搅拌机进行搅拌混合;接着污水进入好氧O池,在好氧O池中污水按推流式运行,并不断的与各区域的微生物进行新陈代谢而使有机物(COD/BOD)得到降解,出水再次进入好氧MBBR池进一步的生化处理,出水进入二沉池进行固液分离;二沉池设置污泥井,污泥井中的污泥部分回流,回流量50-100%,剩余污泥则排放到集泥池储存;后经压滤机脱水而得到干化,滤液自流进入好氧调节池;二沉池的出水进入监护池,在监护池中COD在线监测仪的监控下,当COD达标时,则达标排放;当COD超标时,通过监护泵将废水送回厌氧调节池或好氧调节池处理。
与现有技术比较,本发明有以下优点:第一,通过物化的方法—隔油和气浮的原理,将非溶解性有机物聚四呋氢喃和其低聚物属去除,避免其对后续工艺设备的运行产生影响;第二,采用UASB上流式厌氧反应器将高浓度、高分子量和环状的有机物通过水解酸化和甲烷化的处理得到去除,其去除率≥70%;第三,整套处理方法可以实现自动控制,易于管理维护,处理后的出水稳定达标排放;第四,该方法投资省,运行费用低,占地小,占地面积约为现有处理装置的2/3。